Fonder une industrie contributive et résiliente
Avant-propos
Dans l’immense majorité des cas, on entend débattre de la mondialisation comme d’un projet, qui aurait ses architectes et ses victimes, ses avocats et ses contempteurs, son point de départ et sa finalité. Tout cela n’est certes pas dénué de fondement ; la mondialisation est bien un fait historique. Mais dès lors que l’on s’approche au plus près du « terrain », il devient impossible de prêter une intentionnalité aux événements. La compétition mondiale dans laquelle sont impliqués nos entreprises et par voie de conséquence nos territoires n’est pas le fruit d’une volonté ; elle est juste là. Telle un champ de force, comme le vent ou la gravité, elle exerce son influence tantôt bénéfique tantôt adverse sur quiconque se hasarde à découvert.
C’est ce que montre ce récit par Alain Verna de l’installation puis du développement d’une filiale de Toshiba à Dieppe. Les appétits d’extension de ce géant japonais ont d’abord facilité le développement local de l’entreprise et la création d’emplois, jusque dans les réseaux de sous-traitance, avant que l’entrée de la Chine dans l’OMC ne bouleverse la donne et fasse des vents jusqu’ici favorables des éléments contraires. Le cœur de ce livre, c’est l’histoire de la consolidation de l’entreprise et de son écosystème, une histoire faite d’énergie et d’inventivité, mobilisant toutes les personnes concernées, afin qu’elle puisse tenir son rang dans une course à la compétitivité qui ne connaît jamais de fin.
La crise de la Covid-19 a alimenté une réflexion bouillonnante sur la nécessité d’une souveraineté économique et industrielle plus affirmée, en France et en Europe. On peut tirer, à ce sujet, deux enseignements de l’ouvrage d’Alain Verna : d’une part, en constatant que les interdépendances mondiales qui lient nos entreprises industrielles ne s’effaceront pas de sitôt et, d’autre part, en remarquant avec une note d’espoir que nous disposons des ressources pour en tirer parti.
La collection des « Docs de La Fabrique » rassemble des textes qui n’ont pas été élaborés à la demande ni sous le contrôle de son conseil d’orientation, mais qui apportent des éléments de réflexion stimulants pour le débat et la prospective sur les enjeux de l’industrie. Nous ne doutons pas que ce document offrira aux industriels et aux décideurs publics des pistes de réflexion sur la résilience des territoires industriels et des entreprises qui les font vivre.
Vincent Charlet
Délégué général de La Fabrique de l’industrie
Introduction
L’entreprise est une entité complexe par nature, quel que soit le point de vue dont on la considère : juridique, financier, économique ou social…
Elle découle à l’origine de la mise en commun des apports de quelques-uns, fondateurs ou investisseurs (devenus actionnaires par la suite), dont l’objectif légitime est de faire fructifier leur capital. Elle réunit également en son sein des salariés, tous acteurs de la performance de l’entreprise à travers leur engagement.
Or, ces derniers ont longtemps été considérés comme autant de ressources productives prises individuellement, dont il conviendrait d’optimiser les opérations quotidiennes. Ainsi est née l’organisation taylorienne du travail, parfaitement rodée et sur laquelle le personnel de production avait peu de prise. Les savoir-faire artisanaux des anciennes manufactures se sont vite trouvés dépréciés dans ce savant découpage des tâches. Une division internationale du travail s’en est suivie, motivée par des stratégies de réduction des coûts salariaux. C’est alors que s’est développée une généralisation de la sous-traitance dans les pays low-cost, suivie d’une importation des produits finis sur le marché local, créant ce qui deviendra la mondialisation économique moderne1.
Le commerce international et la recherche d’économies dans la gestion des produits échangés vont alors entraîner l’abaissement des barrières douanières et le libre-échange transfrontalier, non seulement des biens mais aussi des capitaux. Un effet de cette mutation est l’assouplissement des lois portant sur l’Investissement Direct Etranger (IDE) avec, pour corollaire, le développement des entreprises multinationales. La mondialisation, positive au départ, qui en découle, devient vite un piège dans lequel les États sont mis en concurrence par les grandes firmes. L’accélération de la diffusion
des technologies numériques favorise l’émergence de places financières internationales fonctionnant à la nanoseconde. Cette financiarisation de l’économie achève de distendre le lien qui pouvait encore exister entre les détenteurs du capital et les salariés des entreprises.2
L’impact des délocalisations sur l’emploi fait naître de grandes inquiétudes en France et ailleurs. Les mesures d’urgence, décidées par les pouvoirs politiques de tous bords, se multiplient en vain. Les plus grandes sociétés du CAC 40 voient leur chiffre d’affaires augmenter à l’étranger, tandis qu’il stagne dans l’Hexagone… Faudra-t-il bientôt, en France et en Europe, se préparer à la décroissance ?
La crise sanitaire de la Covid-19 qui s’est répandue à travers le monde au cours de l’année 2020, nous montre que la résilience des organisations (par exemple, la fonction hospitalière) repose essentiellement sur l’implication des salariés. Ceux-ci sont à considérer non plus en tant qu’individus aliénables mais comme des personnes uniques, libres et responsables. En négligeant l’importance de la dimension interpersonnelle, de la confiance réciproque entre salariés et dirigeants, et du sens donné au travail, c’est la question même de la vitalité de l’entreprise qui a été trop souvent occultée3. La pandémie est aussi venue rappeler à nos sociétés l’évidence de l’imbrication des activités industrielles et la nécessaire sécurisation des chaînes logistiques qui en découle.
Développement personnel des salariés, insertion dans une communauté de personnes, participation à la production de biens utiles ou nécessaires, sont autant de composantes complémentaires du rôle de l’entreprise dans la construction du monde qui l’entoure. Le travail place l’homme dans un tissu de relations que fait naître l’entreprise et qui font d’elle un acteur
important de la vie de la Cité. La production de biens, quant à elle, impose à l’entreprise de coopérer avec l’ensemble de ses partenaires, clients et fournisseurs en cascade, tout en veillant à sa réputation… Sans attention à l’homme dans l’entreprise ni coopérations externes, c’est tout un modèle économique qui s’effondre : le profit ne peut plus être entièrement séparé des conditions d’exercice de l’action collective, dont il est issu et qui le justifie4. Dès lors, c’est dans la reconnaissance exhaustive des enjeux de l’entreprise et dans la proposition d’une vision partagée et durable que les compétences des dirigeants sont attendues.
À travers l’exemple d’une entreprise particulière agissant sur un marché fortement concurrentiel et confrontée à l’histoire de la mondialisation, je veux rendre compte d’une voie possible pour une reconstruction industrielle durable et responsable.
Au-delà du témoignage de trente années vécues au sein de la filiale d’un grand groupe japonais, j’y décris précisément les clés du développement et des transformations successives, tantôt subies, tantôt voulues, de cette entreprise à taille humaine, engagée significativement sur son territoire d’accueil.
Ainsi sont passées tour à tour en revue :
• l’implication des personnes dans la recherche permanente de progrès,
• la conversion d’activités historiques d’assemblage, vouées à être délocalisées, en différents services à valeur ajoutée pour les clients,
• la coopération active au sein de réseaux d’entreprises locaux, contribuant à ouvrir des perspectives d’avenir,
• l’immersion digitale récente, source de changements organisationnels profonds, pour parvenir à une sorte d’hyper-flexibilité,
• l’accession à une forme d’innovation ouverte grâce au partenariat industriel, construit dans la durée, avec plusieurs start-up…
L’ancrage dans le territoire, enfin, est illustré dans chaque tête de chapitre par quelques éléments qui témoignent de l’empreinte de ce dernier : le territoire est l’une des composantes essentielles de la dynamique économique à laquelle l’entreprise se doit de contribuer et qui lui est favorable en retour.
Puisse ce témoignage être source d’inspiration pour la refondation d’une industrie à la fois résiliente et contributive dans notre pays et ailleurs !
- 1 – C’est à partir de 1971, année marquée par les chocs pétroliers et la sortie des accords de Bretton Woods (suivis en 1973 par le round de Tokyo remettant l’Asie dans le jeu) que s’accélère véritablement la mondialisation économique, laquelle prendra toute sa dimension avec, successivement, la chute du bloc communiste en 1989 et l’entrée de la Chine dans l’OMC en 2001.
- 2 – Il en est ainsi des excès du trading haute fréquence, qui consiste à utiliser de puissants algorithmes mathématiques et des ordinateurs ultra-rapides, afin de détecter et d’exploiter les micromouvements de marché avec une échelle de temps de l’ordre de la dizaine de millisecondes.
- 3 – Voir à ce propos Père Baudoin Roger (coll.), « L’entreprise et la personne » in L’entreprise, formes de la propriété et responsabilités sociales, Collège des Bernardins, Lethielleux, 2012.
- 4 – Ainsi se trouve remise en question de nos jours l’approche néolibérale de Milton Friedman, prix Nobel d’économie en 1978, qui prônait le recentrage de la gouvernance d’entreprise sur la seule valeur créée pour l’actionnaire (cf. Capitalism and Freedom, University of Chicago Press, 1962). Cette refondation de l’entreprise a été synthétisée dans le rapport Notat et Sénard de mars 2018, qui a inspiré certaines dispositions de la loi PACTE de 2019.
Vers un « monde d’après » ?
Dieppe, 29 février 2020. Le Coup de Roulis ferme ses portes. Dans quelques heures le rideau bleu sera définitivement tiré sur sa grande devanture ouverte sur le bassin Ango… à moins qu’un improbable repreneur ne vienne en raviver la flamme ! Nombreux sont les habitués venus une dernière fois y célébrer le lieu et ses propriétaires.
Le Coup de Roulis est une institution, très différente des bars habituels disséminés ici ou là. Situé sur la presqu’île du Pollet, il est depuis de nombreuses années lieu de refuge pour les marins pêcheurs. Dès qu’on en a franchi le seuil, c’est une ambiance particulière qui vous prend. Sur des murs lambrissés en bois vernis d’un autre temps, d’impressionnantes photographies de phares marins sous des tempêtes extrêmes sont exposées aux côtés d’affiches colorées des populaires foires aux harengs. Sa baie vitrée donne sur le Quai du Carénage, où viennent à la débarque les chalutiers et leurs coquilles Saint-Jacques fraîchement pêchées.
Au-dessus de la porte d’entrée, une pendule fait face à une autre semblable sur le mur opposé, mais toutes deux sont décalées de vingt minutes entre elles. Comme un temps suspendu, un court instant où l’on s’oublie. Derrière son comptoir, le tenancier mène sa barque en commandant de bord. Guettant derrière la vitre ses fidèles clients, il ne manque jamais de les accueillir, qui d’un curieux surnom inventé sur le fait, qui d’une raillerie… Il faut dire qu’il a de la gouaille, notre artisan limonadier ! Ancien docker Hangar d’Afrique où venaient accoster les navires en provenance du Maroc, pour déverser leurs chargements d’agrumes, il a longtemps conduit l’antenne de la CGT locale. Il en a mené des combats, désormais d’arrière-garde, dont il prend parfois plaisir à relater les souvenirs cocasses.
Il y a là quelques figures notoires parmi tous les habitués aux patronymes éloquents : le Bouc, Grincheux, Ragoût, Chouchou, ou bien Pagaille, son sandwich au pâté pimenté dans la poche… Ti Guy, Canard, La Pomme : copains d’abord, ils prennent la vie comme elle vient. Un café, une cigarette en attente, un ballon de rosé, moitié vide ou moitié plein selon l’humeur. Un journal déplié sur une grille de mots croisés… Les blagues vont toujours bon train.
Sitôt midi, le petit jaune délie les langues : fort bien dosé et dilué à discrétion de pains de glace improvisés dans des bouteilles d’eau minérale, recyclées pour l’occasion. Ce petit monde vit encore au rythme des marées, que d’aucuns peuvent consulter sur un pêle-mêle au fond du bar… Les téléphones portables ont remplacé l’éphéméride, mais c’est tout de même Au Coup de Roulis que les marins aiment à se retrouver pour prendre connaissance du temps qu’il fera.
Le temps avance et le rideau sera bientôt tiré… C’est une page qui se tourne sur la presqu’île du Pollet. C’est comme un bout de territoire qui s’en va, comme un passé qui se referme sur ses acteurs : rien ne sera plus désormais comme avant !
Ce siècle avait vingt ans
2020 était la date prise comme échéance dans nombre de plans, de stratégies, de visions d’entreprises… Comme si la simple adjonction de ces deux nombres 20/20, ou son caractère de palindrome, suffisait à signifier la note parfaite, le but ultime !
Même l’an 2000 n’avait pas eu un tel effet sur les esprits, entaché il est vrai par le fameux bug du même nom… qui, dans les faits, n’aura pas lieu. 2020 devait sonner le renouveau : c’est là que devait réellement commencer le XXIe siècle, marqué par l’effondrement pour les uns et par un nouvel essor technologique pour les autres. Parmi les seconds, les industriels qui mettent en œuvre en Europe le numérique et les nouvelles technologies, parlent d’Industrie 4.0 ou d’Industrie du futur. Le Japon, quant à lui, s’est lancé le nouveau défi de concevoir une « Société 5.0 », comme pour affirmer haut et fort la dimension sociale et environnementale supplémentaire qu’il convient d’ajouter à la dimension technologique, pour que soient durables les constructions en cours.5
La transformation numérique ne devrait-elle pas, en effet, être globale et culturelle, afin de mettre la recherche du bien commun au cœur de nos projets de société, comme le Japon voudrait le faire ?
Nous percevons bien que notre construction sociale est fragile, et l’équilibre souvent délicat à trouver entre une appartenance solidaire à un groupe auquel il faut savoir sacrifier son intérêt, et les aspirations individuelles de chacun : enrichissement, bien-être, réalisation de soi, reconnaissance, amour… Autant d’influx contradictoires, lorsque l’individu doit se plier à un consensus social qui peut heurter parfois certaines de ses convictions, tandis que la personne, dans sa relation vivante avec les autres, veut se déterminer librement !
À l’entame de ce siècle, le monde connaît de nouvelles crises démocratiques, guerres d’influence, vagues populistes… De nombreux pays veulent réaffirmer leur identité face aux autres nations et tentent de recouvrer leur souveraineté, à l’image de nos voisins britanniques. Nous sentons aussi cette fragilité à travers des formes de violence nouvelles, exacerbées par les réseaux sociaux et les extrémismes de tous bords… Face à ces déchaînements, les grandes causes de solidarité nationale qui s’expriment à l’occasion d’un attentat meurtrier ou lors de l’incendie d’une cathédrale, sont vite oubliées. Chaque nouveau fléau efface le précédent.
À partir de janvier 2020, c’est la crise du coronavirus, partie de Chine, qui fait trembler le monde : tous les pays seront bientôt touchés par la pandémie… L’usine du monde est arrêtée durant trois semaines, au mois de février. Début mars, les cours des plus grandes places boursières mondiales s’effondrent aux premières vagues de contamination en Europe. La preuve n’est plus à faire de la très grande interdépendance qu’ont entraînée à la fois une mondialisation effrénée, la financiarisation de l’économie à coup de trading hyperfréquence et la banalisation des vols intercontinentaux… Chaque pays se confine à son tour, et la crise sanitaire se transforme bientôt en une crise économique inédite, dont on ne voit guère l’issue.
Les échanges de biens ne fonctionnent plus ou sont très perturbés. Des pans entiers de l’industrie automobile et aéronautique sont menacés. Déjà la casse sociale promet d’être douloureuse. Les gouvernants jouent les équilibristes entre un principe de précaution exacerbé et le maintien des économies nationales à bout de bras : « quoi qu’il en coûte », nous dit le président Emmanuel Macron, le soir où il déclare le confinement en France, avant que son ministre de l’Économie, Bruno Lemaire, ne fasse les comptes… Tous les commerces autres qu’alimentaires, tous les hôtels, bars, restaurants, sont mis à l’arrêt le 17 mars à midi. Une partie de la France passe en télétravail, du moins pour les activités tertiaires massivement représentées en Ile-de-France. Pas moins de douze millions de travailleurs, soit la moitié de la population active, sont en chômage partiel. De nombreux chefs d’entreprises préfèrent interrompre leur activité plutôt que de subir le risque d’une contamination dans leurs locaux. Dans d’autres cas, ce sont les syndicats qui revendiquent un droit de retrait… Pendant ce temps, les analystes se perdent en conjectures sur les changements profonds que pourrait impulser cette crise : généralisation du télétravail, relocalisation d’activités industrielles, traçabilité des personnes pour leur sécurité… « Rien ne sera plus comme avant !» disent-ils.
Rien ne sera plus comme avant ? À voir !
Les mêmes excès se reproduisent, les mêmes défaillances aussi. Défaillances de responsabilité de dirigeants, dont la priorité devrait être de mettre en place un plan de continuation d’activité dans leurs usines, avec une analyse des risques et les moyens de maîtriser ceux-ci. Défaillances du dialogue social pour instaurer le climat de confiance propre à la nécessaire responsabilisation de chacun, dans le respect des gestes barrières et des mesures de distanciation. Irresponsabilité d’un syndicat qui s’enferme dans une posture provocatrice et dogmatique, et dont on peine à croire qu’il défende encore les intérêts des travailleurs… Excessive peut-être aussi la posture bienveillante de l’État vis-à-vis de ces grands groupes auxquels il apporte aides financières et prêts garantis de plusieurs milliards d’euro, sans autre contrepartie que le non-versement de dividendes !
Le premier groupe automobile français serait en grand danger : il pourrait même envisager la fermeture de plusieurs sites de production, dont celui très emblématique d’Alpine à Dieppe. Cette usine, il y a seulement trois ans, relançait la nouvelle Alpine A110, permettant le retour de la marque dans la course des grandes berlines sportives. Les 385 salariés qui y travaillent pourraient bien être à leur tour des victimes collatérales du virus. Ou ne serait-ce pas plutôt la conséquence de décisions hâtives, imposées par le cours de bourse et une mondialisation financière excessive ? Un sursis est finalement accordé, mais sera-t-il suffisant pour impulser de nouveaux projets sur ce site ?6
Le monde est un village, un territoire, qu’il faudra bien apprendre à gouverner, en lui proposant une vision, des repères durables et plus humains. Au principe de précaution s’oppose l’atteinte aux libertés individuelles ; à l’identification et au suivi des personnes contaminées, la règlementation de l’usage des données personnelles ; à la massification industrielle outrancière dans l’usine monde qu’est la Chine, une sécurisation plus rationnelle des chaînes d’approvisionnement ; au risque de délocalisation des activités tertiaires virtualisées par le télétravail devrait prévaloir l’intérêt des relations sociales en entreprise.
Gestion de crise
Dès le matin du 17 mars, suite à l’annonce présidentielle du confinement en France, le prestataire qui assure la restauration sur notre site industriel nous informe sans préavis qu’il interrompt son service le jour même. L’inquiétude dans les ateliers est palpable : faut-il que nous arrêtions la production ? De mon point de vue, certainement pas ! Mais encore faut-il le justifier et convaincre les uns et les autres.
Nous avons pourtant anticipé la situation, courant février. Avec plus de deux cents salariés dans l’entreprise, nous comptons une infirmière parmi nos effectifs. Une cellule de référents est rapidement constituée avec la directrice des Ressources Humaines, le responsable QHSE (Qualité Hygiène Sécurité Environnement) et l’infirmière du site. Début mars, nous tenons une réunion extraordinaire du CSSCT (Commission Santé Sécurité et Conditions de Travail). Après avoir entendu les représentants du personnel, nous exposons les premières dispositions concernant les restrictions d’accueil de visiteurs et les mesures dites barrières déjà diffusées. Nous décidons conjointement de la conduite à tenir au cas où une personne viendrait à présenter des symptômes. Des salles sont réquisitionnées dans deux bâtiments distincts, aux fins de confiner, le cas échéant, les personnes suspectées d’être atteintes, dans l’attente de leur évacuation. Notre infirmière est chargée de suivre quotidiennement l’évolution des recommandations émises par le ministère des Solidarités et de la Santé. Elle assurera dès lors une vigilance et une écoute permanente auprès du personnel.
Le 17 mars, une nouvelle réunion du CSE (Conseil Social et Economique) au complet est convoquée. Le message est clair : « Tant que nous aurons des demandes de clients et que la logistique tiendra, nous devons assurer nos services ». De nouvelles mesures sont prises : mise en place du télétravail pour une partie des salariés, renforcement des messages de précaution à respecter, maintien à domicile des personnes souffrant de pathologies sensibles, suppression de toute visite extérieure et de tout déplacement. Les trois premiers jours sont assez tendus du fait de la confusion entretenue par les médias : quelles entreprises sont autorisées à travailler ? Vaut-il mieux se déclarer malade ? Pourquoi incitons-nous nos salariés à poursuivre le travail, contrairement à d’autres entreprises du voisinage ?
Durant toute cette première semaine, je vais à la rencontre des opérateurs dans les ateliers pour les écouter et leur expliquer l’importance de servir nos clients : parmi eux, selon nos diverses activités, on trouve des hôpitaux, des magasins alimentaires ou des enseignants et leurs élèves en télétravail… Nous expliquons encore et encore l’importance des gestes barrières, désormais affichés partout, et toutes les précautions prises vis-à-vis de l’extérieur, par exemple en ce qui concerne la réception des marchandises pour éviter toute situation de co-activité avec des transporteurs venant parfois de l’étranger.
Dès la troisième semaine de mars, nous tenons une cellule de crise quotidienne, réunissant toute l’équipe de direction, notre infirmière ainsi que le secrétaire du CSE. Durant les semaines et les mois qui suivent, nous multiplions les réunions d’information ou de consultation de nos instances représentatives du personnel. Une veille réglementaire est assurée par notre responsable des Ressources Humaines en lien avec l’Union des Industries et des Métiers de la Métallurgie (UIMM) ; toutes les nouvelles dispositions sont aussitôt diffusées. Le responsable QHSE est chargé, quant à lui, de la mise à jour de notre « Document Unique d’Évaluation des Risques » et du « Plan de Continuation d’Activité » en cas de crise sanitaire – nouvelle rubrique que nous y ajoutons pour l’occasion. Lui-même et l’infirmière mènent une analyse des risques, poste de travail par poste de travail, voire même en fonction des situations de travail sur un même poste. Des audits de terrain sont conduits pour vérifier la bonne application des consignes et déceler les manques éventuels… Compte tenu de la baisse d’activité liée à l’arrêt ou au basculement en télétravail d’un grand nombre d’entreprises parmi nos clients, nous mettons en place des mesures de chômage partiel. Aussi, notre réunion de crise est-elle décomposée en deux temps : point sanitaire d’abord, puis revue de situation économique pour adapter nos ressources. Notons que l’implication du personnel est telle que nous pouvons du jour au lendemain ajuster le temps de travail quotidien à la charge en cours !
Face aux difficultés rencontrées par nombre d’entreprises pour reprendre leur activité dans ce contexte, nous faisons partie de ceux qui, au sein des réseaux d’entreprises locaux, communiquent sur les bonnes pratiques à mettre en place. Au final, l’anticipation de la situation, alliée à une analyse raisonnée des risques et au renforcement du dialogue social, viennent à bout des craintes irrationnelles. La vigilance, le bon sens et la responsabilité de chacun font le reste.
Plusieurs facteurs nous ont été favorables dans la gestion de cette crise. Avant tout, notre localisation dans une région rurale, assez peu touchée comparée à d’autres7. La faible densité d’opérateurs dans nos ateliers, liée à une organisation de travail en deux ou trois équipes dans toutes les activités, a également favorisé les distanciations nécessaires. Le principe de la cellule de crise quotidienne est issu, quant à lui, d’une culture du progrès continu parfaitement ancrée dans l’entreprise. Le partage des informations entre tous les responsables d’activités et la cohérence du management qui en découle aux yeux du personnel ont aussi, de toute évidence, été des facteurs clés de réussite.
Surtout, l’implication individuelle, la responsabilité des personnes et le respect de l’engagement vis-à-vis des clients, sont des valeurs communément admises par nos salariés, dans une vision collective d’entreprise construite au fil des ans.
Partager une vision d’entreprise
Une vision collective, c’est également ce qui doit prévaloir dans la transformation d’une entreprise. Nous avons expérimenté durant plus de trente ans de nombreuses formes d’organisation sur notre site de production. Depuis celle, somme toute assez taylorienne, de l’assemblage sur de longs convoyeurs à rouleaux de quelques milliers de photocopieurs par mois, jusqu’à la personnalisation de bout en bout par un opérateur unique de chaque commande de configuration client. Depuis une relation classique de donneur d’ordres à sous-traitants, à celle beaucoup plus complexe de sous-traitant pour le compte de start-up en mal de capacités de production. Depuis une production planifiée sur de longs mois, à celle, bien plus sujette aux aléas, de services diversifiés à la demande.
Nous avons dû faire face à de nombreux défis pour aboutir à ce modèle d’organisation ultra-flexible et agile qui est désormais le nôtre. Une organisation qui soit capable d’apprendre en faisant, et qui permette de réduire les temps de contrôle et de prise de décisions au sein de la chaîne managériale. Une organisation capable également d’encourager les salariés, opérateurs, agents de maîtrise ou staff, à s’exprimer sur leurs tâches opérationnelles ou à leur poste de responsabilité, et visant à libérer les énergies et la créativité de l’ensemble. Une organisation « apprenante », qui n’hésite pas à se remettre en cause en toutes circonstances, à développer des compétences nouvelles, à stimuler l’initiative et la curiosité… Tous responsables !
- 5 – Voir « Future Services & Societal Systems in Society 5.0 » : dans le cadre de son 5e plan Sciences et technologies annoncé en avril 2016, le gouvernement japonais vise à réaliser ce qu’il appelle la «Society 5.0» ou «Super Smart Society». L’objectif est de fournir une infrastructure sociétale commune pour une nouvelle forme de prospérité, basée sur une plate-forme avancée de services, notamment eu égard aux défis du vieillissement de la population et de la santé.
- 6 – Luca De Meo, le tout nouveau patron opérationnel du groupe Renault, annoncera en 6 – Luca De Meo, le tout nouveau patron opérationnel du groupe Renault, a annoncé en septembre 2020 vouloir réimposer une écurie française sur le podium de la Formule 1 et faire septembre 2020 vouloir réimposer une écurie française sur le podium de la Formule 1 et faire d’Alpine la signature sportive et haut de gamme du constructeur tricolore.
- 7 – Cela sera moins le cas au cours de la deuxième vague de l’épidémie à l’automne 2020.
Les grandes crises mondiales, celle de 2008 ou celle de la Covid19, interrogent profondément la solidité de nos économies locales, autant que la justification du capitalisme financier moderne dans lequel sont happées nombre d’entreprises.
En 2020, des mesures radicales sont nécessaires pour reprendre le contrôle sur la crise sanitaire. Comme souvent en France, deux grands courants se croisent : la logique descendante du centralisme d’État, commandée par le principe de précaution, et une approche pragmatique, faite de «débrouillardise» sur le terrain, pour maintenir l’activité et les emplois dans le cadre des contraintes économiques ou sanitaires.
Trois principes prévalent alors :
• l’anticipation et la capacité à réagir vite, tant au niveau du plan de continuation de l’activité que dans l’ajustement des ressources – chômage partiel ou réductions de dépenses – qu’il faut appréhender collectivement,
• la transparence vis-à-vis des salariés et la qualité du dialogue social. Les salariés, face à un avenir incertain, nécessitent encore plus de considération et de confiance, car il faut rassurer: or la confiance ne se décrète pas, elle se construit au fil du temps dans le partage des informations sur les résultats, les enjeux et les difficultés que l’entreprise peut rencontrer,
• la responsabilisation des personnes, dont il est nécessaire d’obtenir encore plus de souplesse, plus de flexibilité et plus d’implication. Mais il est difficile d’imposer à la fois obligation de moyens et obligation de résultats lorsque les deux s’opposent. Mieux vaut, dès lors, s’entendre sur les objectifs à atteindre et laisser la personne décider des moyens à engager dans le cadre des contraintes qui s’imposent à elle.
L’efficacité de ces principes se révèle non seulement en temps de crise, mais aussi à l’occasion des différentes transformations de l’entreprise. Ils permettent de dépasser les craintes légitimes comme les résistances au changement.
Implantation et démarrage
Nous arrivons sur la Côte d’Albâtre haut-normande. Quelques ultimes passagers descendent, nonchalants ; bien moins pressés que dans la capitale ! Au bout du quai, les rails s’interrompent brusquement : gare terminale d’un bout du territoire… Une seule voie se prolonge vers la gare maritime des ferries à destination de l’Angleterre. Les autres finissent ici, sur de solides butoirs en poutres de chêne arc-boutés sur leurs appuis.
Bienvenue à Dieppe, lieu de villégiature du début du siècle… Un autre siècle !
Siècle des bains de mer en maillots rayés et chapeaux de paille enrubannés. Une mode initiée à l’origine par Marie-Caroline, duchesse de Berry, puis relancée quand les premiers trains dédiés à cette activité atteignirent la cité balnéaire en 1848. Tandis que les enfants jouent à la plage surveillés par leurs nourrices, les dames en élégantes tenues flânent, ombrelle à la main, sur les pelouses du casino, dans l’attente de soirées divertissantes au concert, au théâtre ou au bal. Les messieurs, quant à eux, mesurent leur adresse au polo ou au tennis sur gazon : activités en vogue importées tout droit d’Angleterre, suite à la récente ouverture de la ligne transmanche Dieppe-Brighton… Un siècle où se côtoient tour à tour la bourgeoisie parisienne enrichie par le commerce et l’industrie alors naissante, les enfants du pays qui se baignent pieds nus et les turbulents équipages débarqués par de majestueux trois mâts goélettes, chargés de leurs doris8, en provenance de Terre-Neuve et d’Islande.
Je découvre la ville de Dieppe pour la première fois, un jour de février 1988, sous un ciel tourmenté par le vent et la pluie. Une pluie fine et glaciale… Disposant encore de quelques heures avant mon entretien d’embauche, prévu en tout début d’après-midi, je décide de faire un tour sur la plage de galets, battue par la tempête. Un pêcheur isolé, espérant quelque carrelet, merlan ou autre gode, lance et relance sa ligne dans un effort immense pour surmonter le vent, la pluie et les vagues.
Fin de l’hiver qui s’annonce… Ville du bout du monde !
Un monde nouveau que je m’apprête à affronter, semblable à ce pêcheur au cœur de la tourmente. Je n’imagine pas encore que j’y expérimenterai tour à tour l’enthousiasmant développement d’activités nouvelles au service d’une grande entreprise internationale, la rigoureuse gestion nécessitée par la constante recherche de compétitivité face à une âpre concurrence asiatique et mondiale, les nuits de doute alors que de chaotiques taux de change nous contraignent à replier de la toile, la joie et la satisfaction d’avoir toujours pu exercer mon goût de l’initiative, de l’engagement personnel et de la mobilisation des équipes, dans la recherche et la mise en œuvre d’improbables solutions face à ce qui pouvait sembler inéluctable…
Croissance japonaise
C’est à partir de la fin des années 1970 que l’investissement japonais à l’étranger a commencé à se développer fortement, à la faveur de conditions monétaires et financières particulièrement propices. Le Japon était en passe de finaliser son rattrapage économique de l’après-guerre, grâce à un interventionnisme actif de l’État en matière de politique industrielle, au travers des actions orchestrées par le MITI (Ministry of International Trade and Industry). Une politique illustrée, notamment, par l’utilisation des prêts de reconstruction de la Banque mondiale, non seulement dans le domaine des infrastructures (réseaux ferrés, énergie), mais aussi dans la relance d’activités de production, telles que la sidérurgie, l’automobile et les chantiers navals.9
Le contre-choc pétrolier de 1982 offrit à point nommé un contexte économique de baisse des prix de l’énergie, associée à une appréciation du yen et à une baisse de l’inflation. La Banque du Japon ayant opté pour une politique de détente monétaire, mit cette opportunité à profit en réduisant les taux d’intérêt, facilitant ainsi du même coup l’investissement des entreprises.
Au milieu des années 1980, s’implante alors en Europe, en Grande-Bretagne et en France en particulier, une kyrielle d’entreprises japonaises, tout d’abord sous forme d’entités commerciales favorisant les exportations du pays du Soleil-Levant, au travers des sôgô shôsha10 qui ont beaucoup contribué au développement d’activités des grands groupes industriels, les keiretsu. Grâce à ces implantations dynamiques à l’étranger, le Japon occupe rapidement les premières places mondiales dans le domaine des motocyclettes, de la construction automobile, et de la construction électrique et électronique, en particulier la vidéo, la photographie et la bureautique.
Dans ce dernier secteur d’activité, la bureautique, il existe une conjonction de circonstances entre innovations technologiques, conquête de nouveaux marchés et contexte économique.
Déposé en 1940 par l’américain Chester Floyd Carlson, le brevet de la xérographie, mis en œuvre dans un photocopieur à papier ordinaire, tombait dans le domaine public en 1970. Ce procédé s’était imposé comme un standard de reproduction de documents sous l’égide de Xerox Corp., qui en avait jusque-là l’exclusivité commerciale. Nombre d’entreprises s’approprièrent aussitôt cette avancée technologique et abandonnèrent la photocopie par transfert thermique sur papier couché utilisée jusqu’alors, qui avait le fâcheux défaut de s’effacer avec le temps, du seul fait de l’exposition naturelle du papier à la lumière du jour. Ces firmes tentent alors de conquérir le vaste marché naissant de la photocopie sur papier ordinaire, bien plus pratique et plus économique.
Dans le même temps, une véritable révolution de la gestion documentaire voit le jour avec le passage de la machine à écrire et du télex au traitement de texte informatisé et au fax, multipliant de façon exponentielle l’usage du document et de la reprographie. Une belle aubaine pour les acteurs de ces différents marchés où les Japonais sont rapidement nombreux.
Mesures protectionnistes
Les produits japonais inondent le marché européen naissant. Pour y faire face, la Communauté Economique Européenne (CEE) instaure des barrières douanières. Cependant, les sôgô shôsha ouvrent de nouvelles succursales en territoire européen et y exportent non plus des produits finis, mais des sous-ensembles et des kits complets de pièces détachées par containers entiers. Sur place, des ateliers d’assemblage sont créés avec de la main d’œuvre faiblement qualifiée, souvent dans des locaux en location afin de minimiser les frais de démarrage. Les lignes d’assemblage elles-mêmes sont entièrement importées du Japon. Un nouvel atelier peut ainsi démarrer sur le sol européen en l’espace de quelques mois à peine. On parle d’« usines tournevis » qui visent à contourner les réglementations douanières européennes.
La CEE durcit les conditions d’obtention des certificats d’origine Made in Britain ou Made in France et instaure une politique de taxes dites « anti-dumping », nécessitant qu’un pourcentage minimum de valeur ajoutée soit apporté sur place aux produits afin d’obtenir l’appellation d’origine. Par exemple, des produits bureautiques qui ne pourraient justifier de 40 % de valeur ajoutée sur le sol communautaire, encourent désormais une surtaxe de 20 % sur le prix de vente du produit. Une véritable guerre économique est ouverte le 1er septembre 1983, quand Bruxelles reçoit l’accord des ministres des Affaires étrangères européens pour ouvrir une enquête contre six entreprises japonaises installées en Europe : il s’agit du fabricant de balances Tokyo Electric, et des fabricants de machines à écrire et équipements de bureautique Brother, Canon, Matsushita, Seiko et Sharp.
En 1985, Canon Bretagne est l’un des tout premiers à mettre en œuvre une véritable implantation industrielle avec plusieurs centaines de salariés locaux, en limitant à 60 % ses importations de pièces détachées, pour assembler des photocopieurs et bientôt des imprimantes laser. Il y a alors véritablement transfert de savoir-faire et création d’emplois. La politique communautaire finira par se détendre et minimiser ses contrôles : les Japonais seront finalement accueillis à bras ouverts comme des sauveurs d’emplois. Les implantations nippones se multiplient à grands coups d’exonérations de charges sociales et d’aides à l’investissement, en contrepartie des emplois créés. En quelques années, on dénombre environ 40 000 emplois cumulés dans une centaine d’entreprises japonaises implantées en France, en particulier à travers des sites industriels liés aux biens d’équipement électroniques ou bureautiques : Clarion et Matsushita en Moselle, Pioneer en région bordelaise, Minolta dans les Vosges, Ricoh, Sharp et Sony en Alsace, Toshiba à proximité de Dieppe en Normandie…
Implantation industrielle locale
Les étapes et les conditions qui firent de Dieppe le site retenu par Toshiba pour son implantation industrielle, furent cependant prudentes et progressives et ne diffèrent pas tellement du schéma décrit précédemment.
L’histoire commence par un accord commercial avec l’entreprise Regma Systèmes, filiale du groupe chimique français Rhône-Poulenc. Cet accord permet d’assurer rapidement la distribution en France, puis en Italie, des produits de la marque, développés et assemblés entièrement au Japon. Ainsi, dès 1975, le premier photocopieur à papier ordinaire de marque Toshiba est commercialisé en France.
La décision d’une implantation industrielle locale en Europe n’est prise qu’au début 1986, du fait de la mise en application des taxes anti-dumping européennes. S’appuyant sur la présence de Regma Systèmes à Arques-la-Bataille, l’entreprise japonaise bénéficie d’infrastructures à moindre coût et d’une main d’œuvre qualifiée, déjà rompue à l’assemblage de machines de reprographie.
Située à proximité de Dieppe, la petite bourgade d’Arques-la-Bataille est ainsi nommée en mémoire de la confrontation historique ayant opposé, en septembre 1589, Henri IV, roi de Navarre, à Charles de Mayenne, chef de la Ligue catholique. Henri IV était dans l’attente des renforts de troupes britanniques envoyées par la reine Elisabeth Ière d’Angleterre pour conforter sa position sur le trône de France. À la tête de 8 000 hommes, il y repoussa l’assaut des troupes beaucoup plus nombreuses de la Sainte-Ligue, elles-mêmes épaulées par les Espagnols. Une référence historique qui ne manqua pas d’intéresser le premier vice-président japonais placé à la tête de l’usine, lui-même passionné d’Histoire de France : peut-être faut-il y voir un argument de plus ayant joué en faveur de l’implantation dieppoise !
La société industrielle et commerciale Toshiba Systèmes France prend donc naissance en 1986, en tant que filiale à 50 % entre Toshiba Corporation au Japon et le groupe Rhône-Poulenc. Implantée provisoirement dans des locaux loués sur le site industriel alors en perte de vitesse de Regma Systèmes, la production d’un petit modèle de photocopieur de dimension A4 démarre avec à peine une quarantaine de salariés, à partir de kits de sous-ensembles entièrement importés du Japon.
Un premier bâtiment de 2000 m2, le plus récent du site, est attribué à la nouvelle activité. Une ligne d’assemblage, constituée de deux convoyeurs motorisés de 40 mètres de long, disposés parallèlement et reliés entre eux par deux ascenseurs à chaque extrémité, arrive du Japon et est installée entièrement par des ingénieurs japonais. Un côté de la ligne servant à l’assemblage et l’autre aux réglages, tests fonctionnels et inspection finale avant emballage des produits. Quatre petits carrousels ovales, eux-mêmes motorisés, disposés en épis le long du premier convoyeur, assurent la préparation des sous-ensembles au fur et à mesure des besoins, avant leur intégration sur la ligne d’assemblage principale. En amont de ces modules, des rayonnages dynamiques permettent de stocker en magasin les pièces importées… Un charmant arrangement, parfaitement organisé dans un souci constant d’efficacité et d’optimisation des flux !
Les relations sont dès le départ très familiales, faites de multiples échanges avec les ingénieurs, techniciens et opérateurs japonais, venus nombreux pour instruire les opérateurs français. Quelques mots baragouinés dans un très mauvais anglais de part et d’autre, alliés à des gestes éloquents, permettent de se comprendre dans une ambiance bon enfant.
Côté japonais, la curiosité est telle qu’une célèbre chaîne de télévision nippone fait le déplacement pour couvrir l’évènement. Il s’agit de réaliser un reportage sur la vie à l’étranger de ces tout premiers pionniers participant au développement économique de l’île du Soleil Levant. Afin de rester fidèle à l’image que le Japon se fait de la population autochtone, l’un des responsables de production français, musicien à ses heures, est prié par l’équipe de tournage de jouer de l’accordéon dans la cour d’une ferme voisine, tandis que quelques-uns de ses congénères se doivent de danser joyeusement en battant la cadence ! C’est dire le chemin qui reste à parcourir pour combler le fossé culturel immense qui sépare nos deux nations, avant que la France puisse être reconnue comme un partenaire industriel sérieux aux yeux des champions toutes catégories de la croissance mondiale.
Trois ans plus tard, après avoir progressivement atteint la production cumulée de 50 000 machines montées en France et lancé l’assemblage d’un modèle de photocopieurs A3, l’effectif est porté à plus de cent personnes. C’est à cette période passionnante que je rejoins l’entreprise, le 1er juin 1988.
Sous l’explosion des surfaces nécessitées par les immenses quantités de pièces composant cette nouvelle gamme de produits, le processus d’assemblage se trouve brusquement disséminé entre trois bâtiments distincts. Les magasins de stockage débordent littéralement. Il faut réquisitionner dans l’urgence de nouveaux locaux parmi les plus vétustes du site : sol défoncé, murs transpirant l’humidité et le salpêtre, anciens toits à redents11 aux verrières cassées… Les palettes aussitôt « dépotées » des containers en provenance du Japon, s’empilent tant bien que mal à même le sol. Bien souvent les cartons s’imprègnent de l’humidité ambiante, perdent en rigidité et finissent par s’affaisser, effondrant du même coup l’empilement des palettes. Il n’est pas rare d’avoir à rechercher pendant des heures une référence de pièce rangée au plus profond d’une montagne de cartons accumulés les uns par-dessus les autres… Évanouie la puissante organisation nippone face à l’imprévision de brillants planificateurs : ces derniers ont juste oublié de considérer que, de 50 conteneurs équivalents vingt pieds12 par mois pour assembler 1000 machines A4, les importations japonaises vont brutalement tripler de volume pour réaliser le même nombre d’équipements grand format !
Au moins le succès commercial sur le marché européen n’est-il plus à démontrer : la décision est enfin prise d’investir en propre, par accroissement de capital exclusivement japonais, sur un site exceptionnel de quinze hectares avec vue sur mer, excusez du peu ! Un vaste bâtiment moderne de 20 000 m2 va y être érigé, dimensionné pour atteindre une capacité théorique de plus de 100 000 photocopieurs par an.
Je prends donc mes quartiers à Dieppe à cette occasion, pour mettre les quelques compétences acquises en tant qu’ingénieur au cours de ma toute première expérience professionnelle au sein du groupe Philips, au service de la prestigieuse entreprise japonaise… C’est la curiosité éveillée par mon premier contact chez Philips avec les méthodes de Totale Productivité qui m’a alors incité à faire le choix d’entrer dans une entreprise japonaise plutôt que dans une autre. Je souhaitais en effet pouvoir appréhender les tenants et les aboutissants de ces méthodes de production, en les appliquant de l’intérieur. Je croyais naïvement pouvoir faire le tour de la question rapidement et acquérir en trois ou quatre ans seulement une connaissance suffisante, avant de voler vers d’autres horizons. Ne parlait-on pas, à l’époque, de « jeunes cadres dynamiques » pour qualifier ces ingénieurs pressés d’évoluer, à peine sortis d’école ? J’ignorais alors combien les paroles prononcées au cours de mon entretien d’embauche par le président français de la toute nouvelle filiale du groupe, résonneraient encore longtemps à mes oreilles : « Quand on entre dans un groupe japonais, disait-il, il faut raisonner sur le long terme ». Plus de trente ans après, je m’en souviens encore !
Malgré son appartenance à une firme multinationale, l’entreprise dieppoise conserve une dimension humaine, comptant à peine plus de cent salariés, et demeure gérée comme une PME locale. C’est une caractéristique des implantations japonaises en Europe que d’avoir une taille raisonnable, souvent limitée à quelques centaines d’employés. Au démarrage de leurs implantations, la main d’œuvre locale est essentiellement employée dans les activités relevant de la production ou de la vente. Les Japonais assurent les fonctions hiérarchiques les plus importantes au niveau de la direction générale ou des directions Technique et Qualité, afin de faciliter les échanges technologiques avec la maison-mère. Très fréquemment, le directeur financier est également japonais, se faisant assister par un Français maîtrisant les subtilités comptables et fiscales locales.
L’usine dieppoise n’échappe pas à la règle. Avec, toutefois, cette particularité que le nombre de Japonais présents y est relativement limité – seulement au nombre de sept au départ – contrairement à d’autres implantations en France, et qu’il le restera au fil de l’évolution du site. Ainsi, même après que l’effectif de l’entreprise aura dépassé les 300 personnes, il n’y aura jamais plus de sept résidents japonais. Un habile mélange de management franco-nippon y est pratiqué, avec un organigramme faisant plutôt penser à une sorte de big burger ou de millefeuille, alternant président français, directeur général japonais, directeurs des départements Technique et Qualité japonais, avec assistant français, et directeurs des départements Production et Achats français, avec assistants japonais ! Bien entendu, il est permis de s’interroger sur le but réellement poursuivi par une telle organisation : maîtrise du contrôle des activités, besoin de rendre compte à la maison-mère, maintien de relations étroites avec le management local, direction des opérations confiées à des responsables locaux, efficacité et meilleure intégration des échanges, etc. Quoi qu’il en soit, la maîtrise de la qualité et des savoir-faire techniques restèrent longtemps l’apanage des managers nippons, comme l’un des facteurs clés de succès de la nouvelle implantation.
Politique de « localisation »
Progressivement, une politique de développement d’achats locaux se met en place. Motivée dans un premier temps par la nécessaire soumission au quota de valeur ajoutée locale imposée par la Commission européenne, elle obéira bientôt à des impératifs strictement économiques.
Il est intéressant de noter, une fois encore, l’incidence des taux de change sur les évolutions des stratégies d’entreprises. Au début des années 1980, comme nous l’avons vu, l’appréciation du yen incite les fabricants japonais à mener une politique d’investissements directs à l’étranger, plutôt que d’exportations. Alors même que les produits manufacturés au Japon deviennent plus chers, cette stratégie remédie à la perte de compétitivité des productions domestiques, tout en répondant aux mesures protectionnistes décidées par l’Europe. Les années 1989 et 1990 sont, en revanche, marquées par une dépréciation du yen de courte durée, qui favorise dans un premier temps l’alimentation en pièces d’origine japonaise des usines-tournevis implantées précédemment. Puis le yen reprend son envolée vers les sommets jusqu’au milieu des années 1990. C’est à cette époque que sont lancées les politiques dites de « localisation », c’est-à-dire de sourcing ou d’achats en France et en Europe de la plupart des composants qui rentrent dans la fabrication des produits assemblés.
Cette politique débute par les pièces qui paraissent les plus simples, de mécanique ou d’injection plastique, pour aller vers les plus complexes, moteurs et cartes électroniques. Elle concerne également un certain nombre de pièces « catalogue » issues de distributeurs japonais implantés entre-temps en Europe. Il est en effet curieux de constater combien de sous-traitants ou de distributeurs d’origine japonaise sont venus s’implanter dans le sillage de leurs grands donneurs d’ordres. Ce fut sans doute la force économique remarquable du Japon que de savoir, durant ces deux décennies, faire remonter au pays par fournisseurs interposés une bonne part des richesses créées par l’apport de valeur ajoutée à l’étranger. Plus que de simples délocalisations du Japon vers l’Europe, il s’agissait plutôt d’une véritable attaque en règle de ce vaste marché, planifiée semble-t-il, via des accords croisés entre entreprises du même bord. Nous verrons toutefois les limites de ce modèle reposant uniquement sur la création de richesses par les exportations, lors du brutal repli causé par la crise économique de 2008.
En attendant, nous organisions progressivement un véritable réseau d’une centaine de fournisseurs « locaux ». Près de 80 % d’entre eux situés en France, dont la moitié dans un rayon de 200 kilomètres, les autres essentiellement en Allemagne et en Angleterre.
- 8 – Doris : petite barque à fond plat qui connut ses heures de gloire lors des campagnes de pêche à la morue sur les bancs de Terre-Neuve. Les doris avaient l’avantage de pouvoir être empilés sur le pont du navire.
- 9 – Monique Fouet, « Le Yen et les échanges extérieurs du Japon », Revue de l’OFCE, 1990.
- 10 – Les sôgô shôsha sont des sociétés de commerce liées aux grands groupes industriels et financiers japonais (les keiretsu) et fortement développées à l’étranger. Elles contrôlent une grande partie du commerce extérieur japonais.
- 11 – Toiture à redents : toiture constituée d’une succession de pans verticaux et obliques donnant une allure en dents de scie, couramment utilisée pour couvrir les fabriques au XIXe siècle.
- 12 – On définit l’équivalent vingt pieds (« Twenty-foot Equivalent Unit », TEU en anglais) comme l’unité de mesure approximative d’un conteneur maritime. Cette unité de mesure est basée sur les dimensions du conteneur standard, soit 8,5 pieds de haut (2,591 m), 8 pieds de large (2,438 m) et 20 pieds de long (6,096 m). Cela représente un volume d’environ 38,5 m3.
Les effets de la mondialisation moderne (faibles coûts des moyens de transports, rapidité des échanges, financiarisation de l’économie, assouplissement des barrières douanières…) se manifestent dès les années 1970.
S’exerce encore à cette époque une sorte de mondialisation horizontale, principalement entre les pays de l’hémisphère Nord, bien que les prémices de relations Nord-Sud annoncent déjà l’émergence des dragons asiatiques.
Plus particulièrement, le Japon sort de ses frontières et part à la conquête de nouveaux marchés en Amérique du Nord et en Europe, lesquels vont découvrir les méthodes organisationnelles de «Totale Productivité», qui n’étaient pas encore identifiées comme la clé du récent succès des entreprises japonaises dont Toyota est le modèle.
Les politiques monétaires interventionnistes des États et les mesures protectionnistes qui s’exercent encore localement ont une incidence forte sur les orientations prises par les grandes firmes internationales dans leurs investissements directs et implantations, le plus souvent à l’occasion d’alliances industrielles ou commerciales.
Les sôgô shôsha, sociétés de commerce liées aux grands groupes industriels et financiers japonais (les keireitsu), contrôlent une grande partie des échanges extérieurs japonais et préservent les richesses créées par l’apport de valeur ajoutée à l’étranger.
Les échanges culturels et les transferts de savoir-faire qui s’ensuivent marquent une forme de « mondialisation positive » où les États semblent garder, pour quelque temps encore, une certaine maîtrise de la régulation.
C’est dans ce contexte qu’est créée à Dieppe en 1986 une filiale de Toshiba, dédiée à la production de petits copieurs A4, puis de plus grands.
Construire une culture d’entreprise fondée sur les principes de l’amélioration continue
Tous les deux ans, vers la mi-septembre, se déroule sur les pelouses de Dieppe le festival international du cerf-volant.
C’est une fête à la fois populaire et de grande envergure, qui réunit une quarantaine de délégations de différents pays invités, en provenance de tous les continents : Brésil, États-Unis, Canada, Pakistan, Chine, Thaïlande, Indonésie, Japon, Australie, Nouvelle-Zélande…, sans oublier les principaux représentants européens.
Les huit hectares de pelouses situés sur près de deux kilomètres entre ville et mer offrent un site exceptionnel à la rencontre. D’un côté, le château-musée, édifié au XIVe siècle, domine l’espace. De l’autre, l’église Notre-Dame-de-Bonsecours, juchée sur la falaise amont, accueille bienveillante ces virtuoses venus confronter leurs talents de cerfs-volistes.
Plus passionnés les uns que les autres, grands enfants heureux de défier le ciel au bout d’un fil, lunettes de soleil sur le nez, tout en eux respire le grand air, le bien-être, la liberté !
Pendant une semaine, des dizaines de milliers de visiteurs viennent chaque jour grossir le flot continu du public circulant entre les tentes du village éphémère, dressé pour l’occasion tout au long de la plage. Chaque délégation y expose son savoir-faire particulier, ses créations, ses traditions…Les échanges se font plus chaleureux de jour en jour, mêlant les gestes à la parole quand parfois les mots manquent pour s’exprimer dans une langue inconnue. À un bout du village, le vaste chapiteau-restaurant où des amitiés sincères bien qu’improbables se nouent dans une ambiance de kermesse. À l’autre extrémité, le fabuleux « Village du vent » : tout un ensemble de machineries fantastiques faites de bric et de broc (fils de fer, boîtes de conserves, bouteilles plastiques, élastiques tendus sur des perches de bambous), y jouent une sorte de cacophonie musicale, entraînées par le souffle d’Eole. Et tout ce petit monde y va d’un joyeux tintamarre pour peu que le vent forcisse ! Où que se porte le regard, de multiples couleurs forment un étrange kaléidoscope sur le ciel, du plus traditionnel losange à voilure plane, aux plus étranges animaux souples, en passant par les cerfs-volants cellulaires, les dirigeables statiques, acrobatiques ou combattants… Toutes les longueurs de ligne se mêlent et habillent le ciel. Tout vole, tout s’élève dans les airs : libellule délicate ou immense baleine gonflée sous le vent. Du plus petit au plus grand, une magie s’opère et vous entraîne imperceptiblement dans vos rêves d’enfant !
L’entreprise elle aussi peut s’adapter, saisir le vent et se développer sous l’impulsion d’un manager-leader et de son équipe : agile, flexible, elle se cambre, relève le nez et repart à l’assaut des sommets, tout comme le font ces cerfs-volants dont on lâche la bride sous l’effet d’une brise nouvelle. Mais encore faut-il que soient partagées une culture commune et des valeurs fortes en son sein, impliquant autant le management que l’ensemble des salariés.
La valeur Travail
La philosophie économique dominante au début de l’essor industriel fait peu de cas de la condition des travailleurs. Le patronat chrétien, dans la mouvance d’Albert de Mun13, permet tout juste de limiter certains abus sociaux, puis le syndicalisme ouvrier, corporatiste ou marxiste, tente à son tour d’en tempérer les excès. La gestion des ressources humaines est inexistante et l’idée d’épanouissement personnel des salariés n’entre guère dans le champ de réflexion de l’époque, à l’exception de quelques économistes comme Frédéric Le Play14, ou de quelques entreprises paternalistes comme Michelin ou les usines Peugeot à Sochaux-Montbéliard.
Il est vrai que les contraintes sur l’emploi sont faibles : main d’œuvre abondante issue de l’agriculture, pression concurrentielle inexistante. S’ajoute à cela l’interdiction des corporations remontant à la loi Le Chapelier de 179115 – il faudra attendre la loi Waldeck-Rousseau de mars 1884 pour que les syndicats puissent officiellement voir le jour.
Les choses ont bien changé depuis lors. Aujourd’hui, l’ensemble des charges liées au personnel coûte cher (politiques sociales, budget de formation, allocations diverses) et doit donc être pris en compte avec attention dans la gestion de l’entreprise. Sous la contrainte, nombre d’entreprises sont conduites à se restructurer à grand renfort d’indemnités. Pour avoir trop longtemps ignoré la spécificité de l’homme dans l’entreprise, nos sociétés ont suscité en réaction de nombreux contre-pouvoirs (syndicaux, politiques, de solidarité). Bon gré mal gré, les dirigeants d’entreprises ne peuvent plus faire l’impasse sur le facteur humain pour assurer la bonne marche de leurs organisations.
Plus récemment, la mondialisation a montré que l’ambition, la volonté, l’envie de réussir de vastes pays comme la Chine (et le nombre de ses hommes et femmes) pouvaient compenser la supériorité technologique des pays occidentaux. Cette pression concurrentielle a paradoxalement exacerbé les différences entre les pays occidentaux eux-mêmes. Dans ce contexte, le succès d’une entreprise dépend non seulement de son secteur d’activité, de ses moyens financiers et de ses choix d’investissement ou de localisation, mais aussi de sa capacité à trouver, former, fidéliser, motiver et impliquer les travailleurs.
Bien que le chemin qui reste à parcourir vers une pleine reconnaissance de la personne au travail soit encore long, il n’est aujourd’hui plus de grande entreprise qui n’affiche une volonté et des actions spécifiques en matière de ressources humaines. Ceci se traduit par une révolution sur le plan des modes de management, jusque dans le quotidien des ateliers. Il en est ainsi du site de Dieppe, dont les valeurs ne peuvent être correctement appréhendées que si l’on comprend comment la culture de la Totale Productivité y a été progressivement déployée et comment elle s’y est enracinée. Cela nécessite de comprendre assez finement et dans le détail du terrain comment y est organisé le travail.
5S et productivité
Chez Philips, j’avais été très intrigué par les méthodes de la Totale Productivité, mais j’en avais encore à cette époque une connaissance essentiellement livresque. On peut assez aisément se référer aux nombreux ouvrages décrivant ces méthodes de travail qui vont des 5S à la Totale Productive Maintenance en passant par le Kaizen (méthode d’amélioration continue) et le Total Quality Control. Ces méthodes sont au fondement du Toyota Production System (TPS), si brillamment enseigné dans le livre Kaizen de
Masaaki Imai16. Mais c’est une toute autre affaire que de passer de la connaissance théorique à la mise en application sur le terrain…
Les 5S tirent leur nom des initiales de cinq mots japonais.
Seiri – ou ne garder que l’utile : vise à ne conserver sur son poste de travail et par extension dans un secteur d’atelier que le strict nécessaire et à se débarrasser de tout le reste. Ainsi évite-t-on l’accumulation d’objets, de pièces, d’outillages, de documents inutiles. Il convient de supprimer tout ce qui est superflu ou dangereux: pièces mauvaises, outillages défectueux, documents obsolètes… ce qui au final rend l’espace de travail plus clair, plus agréable et évite les sources d’erreurs ou les pertes de temps.
Seiton – ou le prêt à l’emploi : consiste à aménager au mieux les moyens nécessaires pour réduire les gestes inutiles, faciliter la prise des outils, éliminer les déballages ou toute opération qui ne soit pas directement source de valeur ajoutée au produit ou au service du client.
Seiso – ou assurer la propreté : entretien du poste de travail (par extension de l’espace de travail) en éliminant toute cause de salissure ou de désordre (par exemple, les fuites de liquides ou de graisses). Ce qui contribue à permettre de déceler rapidement toute source d’anomalie, dans le cadre d’inspection de machines par exemple.
Seiketsu – ou tenir en ordre : point le plus délicat de l’entretien et du maintien dans le temps de l’état de rangement et d’efficacité édicté par les trois règles précédentes. Il convient alors de définir les règles par lesquelles le poste de travail, ou le lieu de travail, restera dénué de tout objet, pièces ou matériaux inutiles, rangé et ordonné, propre ou nettoyé. Ce niveau consolide les trois premiers et précise également les moyens et procédures d’élimination des causes de désordre.
Shitsuke – ou respecter les règles: c’est la règle d’or! Chacun dans son implication à la bonne marche de l’entreprise est appelé à faire preuve de l’état d’esprit qui convient pour adopter les règles précédentes et les faire siennes. Du ressort de la hiérarchie de proximité, cet ultime niveau dans l’organisation de l’espace de travail a pour objectif le maintien des bonnes habitudes, en encourageant et en soutenant le personnel pour qu’il adhère à l’ensemble de ces règles et les observe.
Nous voyons aujourd’hui nombre d’entreprises appliquer un système de management dit Lean, qui a mauvaise presse : imposé d’en haut et trop souvent limité à une sorte de chasse aux gaspillages ou d’opérations inutiles, il peut conduire les salariés à se sentir pressurisés, aboutissant finalement à l’effet inverse de celui recherché. Les conséquences peuvent être pires encore, quand le dirigeant fuit ses responsabilités et délègue à un consultant extérieur à l’entreprise le soin de réduire ses effectifs au prétexte de faire du Lean.
La Totale Productivité, au contraire, découle d’une démarche en profondeur, visant à l’appropriation de ces méthodes de travail imprégnées de bon sens, par chacun des salariés de l’entreprise.
Quelle n’est pas notre surprise lorsqu’un beau jour de juin 1988, nous voyons débarquer sur le site d’Arques-la-Bataille, où se situait à l’origine l’activité d’assemblage des photocopieurs, un support member japonais du nom de Saka-san, dont la mission est de nous enseigner les 5S.
Mister Saka ne connait pas un seul mot d’anglais… et pour ce qui est du français, n’en parlons pas. Proche de la soixantaine et d’assez petite taille, il entreprend de déambuler les premiers jours dans nos ateliers, en observant d’un œil circonspect les opérateurs au travail. Mais comment donc va-t-il s’y prendre pour nous instruire avec cette barrière de la langue qui semble un obstacle majeur ?
Au matin du quatrième jour, quelques éclats de rire et des exclamations s’élèvent de l’atelier, tandis que M. Saka, muni de dizaines de rouleaux de scotch de couleurs, d’un mètre et de ciseaux, commence à délimiter par des bandes blanches toutes les allées de passage dans l’ensemble des bâtiments. Une fois les allées parfaitement matérialisées, c’est au tour de chaque secteur de travail de se voir défini par une couleur propre, jaune, bleue ou verte. Enfin, l’emplacement de chaque poste de travail au sein de chaque secteur est lui-même marqué dans la couleur de sa zone. L’emplacement de chaque chariot de pièces, de chaque desserte, de tout ce qui a sa place dans la zone de travail, est précisément marqué, tandis qu’il met de côté, de manière assez autoritaire, tout ce qu’il juge inutile.
Force est de constater qu’après trois semaines passées par M. Saka accroupi ou à quatre pattes par terre, l’atelier a profondément changé d’allure. Tout paraît plus clair, chaque chose a sa place. Des allées droites, laissées à la libre circulation des manutentionnaires qui approvisionnent chaque poste de travail. Aucun poste encombré de chariots inutiles, puisque sont marqués au sol les emplacements des seuls chariots nécessaires. L’alignement des postes de travail et des dessertes le long des bandes blanches délimitant les allées, contribue à l’harmonie générale et au sentiment d’organisation de l’ensemble. Les flux de pièces et de produits semi-finis qui circulent d’un poste à l’autre, paraissent eux-mêmes plus clairs et deviennent compréhensibles même pour une personne extérieure à l’usine. Il n’est jusqu’aux déchets ou pièces défectueuses qui sont ostensiblement rendus visibles à chacun, en étant déposés dans des bacs rouges, eux-mêmes positionnés sur un emplacement délimité au sol par des scotchs rouges.
M. Saka, sans dire un mot de plus que nécessaire, a parfaitement rempli sa mission : il nous a fait comprendre par l’exemple comment il convient de mettre en œuvre les règles essentielles d’organisation de la production que sont les 5S. Charge à nous désormais de maintenir l’état dans lequel il a su élever notre espace de travail.
Trente ans après, nous pratiquons toujours le marquage au sol de chaque équipement dans toute nouvelle implantation. Je ne doute pas que les plus anciens de nos opérateurs se souviennent encore de Saka-san et de son allure débonnaire.
Management de proximité
Le marquage au sol va avoir un autre effet que nous ne soupçonnions pas au départ. Progressivement, il développe parmi nos opérateurs le sentiment d’appartenance à un groupe, avec son territoire, dont il devient en quelque sorte responsable. Cette notion d’équipe, nous l’avons développée par la suite…
Tous les opérateurs travaillant dans un même secteur d’activité constituent un groupe homogène, soit au niveau du procédé technique utilisé, soit au niveau du produit ou d’une famille de produits réalisés : ainsi, le groupe d’alimentation papier (Feeder), l’optique machine (Upper unit), l’unité de nettoyage (Cleaner), ou celle de développement copie (Developer Unit), du nom des sous-ensembles qu’ils contribuent à assembler. Nous avons, d’un autre côté, les Main Line 1 et Main Line 2 pour l’assemblage final de nos produits, auprès desquelles les sous-ensembles précédents sont approvisionnés au fur et à mesure des besoins.
Dans d’autres entreprises ou organisations, ces groupes sont parfois appelés « unités élémentaires de travail » ou « groupes autonomes » ou encore « îlots de production ». Nous parlons de « groupes d’opérateurs » ou d’équipes tout simplement. Chaque groupe d’opérateurs est constitué de huit à douze personnes. Il a pour fonction la réalisation d’une tâche avec la maîtrise et la responsabilité de sa productivité, de la qualité, des délais, de la sécurité du personnel et du maintien de son environnement de travail.
Le groupe est animé par un Sub-Leader, opérateur choisi parmi ses pairs pour sa polyvalence et son esprit de recherche d’améliorations. Idéalement, celui-ci est reconnu pour son charisme personnel et sa capacité à transmettre son savoir. En particulier, il doit avoir appris à maîtriser l’ensemble des tâches ou opérations réalisées par chaque opérateur au sein de son groupe. Cette connaissance s’acquiert non seulement grâce aux instructions standards et modes opératoires disponibles aux postes de travail, mais aussi et surtout grâce à l’échange d’expériences avec les opérateurs titulaires de chaque poste : c’est ainsi que se décèle son aptitude à l’animation, sans arrogance déplacée envers ses collègues.
Le Sub-Leader doit avoir une autorité naturelle liée à ses capacités propres, car il n’a pas de pouvoir hiérarchique, même s’il bénéficie d’une « prime d’animation ». Il semble, en effet, difficile de rester proche de ses collègues pour les former, les amener à gérer leur qualité et, en même temps, être celui qui devra les évaluer ou, le cas échéant, les sanctionner en tant qu’agent de maîtrise… Il joue essentiellement un rôle de facilitateur et veille à ce que le groupe dispose de tous les moyens requis pour atteindre ses objectifs : instructions, formation, outillages… Si l’animateur est un productif au même titre que ses collègues de travail, 50 % de son temps lui est alloué pour exercer ces fonctions consistant à aider, former ses collègues et communiquer avec les autres groupes ou services supports à la production.
Les différents groupes de l’usine entretiennent entre eux une relation de « client à fournisseur » : tout groupe est fournisseur d’un ou plusieurs d’entre eux. Il est collectivement responsable du service et des produits livrés à son ou ses groupes clients.
Trois ou quatre groupes sont pilotés par un Leader, ou agent de maîtrise, lequel constitue le premier niveau hiérarchique de l’entreprise, dit « management de proximité ». Le Leader est celui qui a l’obligation de résultats, dont il rend compte régulièrement au responsable de production. Chez Toshiba Dieppe, tous nos Leaders ou presque sont issus du rang. Recrutés opérateurs, ils ont été promus en interne et sont pour la plupart passés d’abord par le rôle de Sub-Leader qu’ils ont assumé avec succès pendant plusieurs années.
L’expérience professionnelle est très importante pour exercer le rôle de Leader, puisqu’elle traduit les capacités effectives de la personne. Les compétences s’acquièrent toujours par la pratique en milieu de travail, dans l’exercice de la profession, sous la tutelle du responsable de production. Cependant, quelques aptitudes prédisposent davantage certains à exercer le leadership.
Portées à la connaissance de tous, celles-ci contribuent à l’autorité naturelle des Leaders :
• Animer ses équipes, dont il garantit les résultats,
• Être acteur de la politique qualité de l’entreprise,
• Être acteur de la politique sociale de l’entreprise,
• Piloter de manière performante un projet de son unité,
• Être promoteur de la politique de sécurité au sein de son équipe.
Morning meetings
Tous les jours, au démarrage de la journée, les Leaders sont réunis par le responsable de production pendant une quinzaine de minutes. C’est l’occasion d’échanger sur les productions de la veille, sur les problèmes rencontrés, de recevoir les informations du jour et de définir ensemble la marche de la journée par rapport à tel ou tel événement ou difficulté.
Au cours de ce rituel quotidien, les plus expérimentés jouent le rôle de coach vis-à-vis de leurs collègues plus récents, et une dynamique s’opère. L’équipe se soude autour de ces liens d’entraide. L’exemple et l’expérience du terrain des uns profitent aux autres, qui vont pouvoir aussitôt tester une attitude, un mode relationnel, une prise de position ou une explication à donner face à une situation d’inquiétude ou de conflit latent.
Dans un deuxième temps, une formation externe individuelle permet de consolider les compétences acquises et d’en appréhender de nouvelles, dans le cadre d’une formation spécifique au management ou « cycle maîtrise », avant de confirmer le postulant dans son rôle de Leader. Il est en effet nécessaire d’apporter aux agents de maîtrise des connaissances sur les modes de relations transactionnels, sur le rôle des partenaires sociaux et le cadre juridique de l’entreprise. Autant de savoirs plus faciles à appréhender et à assimiler, quand une expérience acquise sur le terrain et partagée permet de s’y référer.
Dans le même esprit, les Sub-Leaders sont invités à réunir leurs collègues opérateurs durant les cinq premières minutes de chaque prise de poste. C’est l’occasion d’échanger des salutations, d’accueillir le cas échéant un nouveau venu dans le groupe, de rappeler les résultats de la veille, ainsi que les points sur lesquels il faudra être vigilant au cours de la journée. À l’issue de ce point d’équipe, le Sub-Leader est alors en mesure de savoir si l’ensemble des postes de travail sont pourvus ou bien si le remplacement d’un absent est à prévoir rapidement, ce dont il rend aussitôt compte au Leader.
Management visuel17
Ce point d’équipe a lieu sur le secteur de travail de l’équipe, c’est-à-dire sur son « territoire ». Un territoire qui a été délimité et qui se trouve aussi identifié au moyen d’un panneau de communication visuel.
Le panneau est comme un totem planté à l’entrée du territoire et qui l’identifie. On y trouve l’ensemble des informations qui concernent l’équipe : le nom du groupe d’opérateurs, les photos des sous-ensembles ou de la gamme de produits sur lesquels ils travaillent, le nom et prénom de chacun des opérateurs du groupe.
Une matrice de polyvalence permet également de savoir d’un seul coup d’œil qui est titulaire de chaque poste de travail et quelles sont les aptitudes de chacun à tenir tel ou tel autre poste. Si on parvient à ce « dévoilement » des compétences de chacun sans trop choquer les esprits, se crée alors une émulation à l’amélioration. Lorsque chacun comprend que la finalité de la matrice de polyvalence, au-delà même de la productivité du groupe, est aussi le développement des compétences des personnes, alors le désir de s’élever dans le groupe se manifeste. Quoi de plus gratifiant, en effet, pour chacun que la reconnaissance de ses capacités, en particulier quand elle entraîne la considération de la part de ses collègues ?
Il est alors facile en cas d’absence de savoir comment réaffecter chaque personne du groupe et pallier la compétence qui fait défaut. Au besoin, le Sub-Leader pourra former un nouveau venu, intérimaire ou remplaçant prêté par un autre groupe, sur le poste le plus simple. Il pourra aussi, le cas échéant, remplacer l’un ou l’autre de ses collègues sur des tâches plus complexes et entretenir ainsi sa propre compétence.
Le panneau de communication affiche aussi sous forme de graphiques les performances de l’équipe en termes : de productivité (produits réalisés chaque jour), de qualité (produits bons du premier coup) ou de sécurité (nombre de jours consécutifs sans accident du travail).
Si des visiteurs sont attendus dans l’entreprise (représentants de la maison-mère japonaise, institutionnels ou clients), ils sont aussi mentionnés sur le tableau de chacune des équipes. Cela assure non seulement la bonne information de chacun, mais cela fait aussi plaisir aux visiteurs de voir leur nom ou celui de l’entité qu’ils représentent affichés sur chaque tableau qu’ils croisent sur leur parcours de visite.
C’est bien entendu au pied de ce tableau de communication, que chaque Sub-Leader entame sa journée de travail avec son équipe.
Indicateurs et graphes
Tout suivi d’activité implique la détermination d’indicateurs de pilotage, qui sont des outils de navigation et d’aide à la décision. Les indicateurs permettent de mesurer une situation présente, d’en suivre la tendance et de lancer une alerte, ou au contraire de signifier la bonne performance.
La plupart des entreprises sont dotées d’un tableau de bord qui reprend un certain nombre d’éléments attestant de sa bonne marche : carnet de commandes, chiffre d’affaires, niveau de trésorerie et résultat ou rendement global. Cependant, ces données restent le plus souvent au niveau des directions d’entreprises et il est rare qu’elles parviennent aux opérateurs, sauf, dans le meilleur des cas, à l’occasion d’une information mensuelle, voire semestrielle ou annuelle, avec des chiffres qui ne parlent pas au plus grand nombre.
Or, si l’on veut que les groupes d’opérateurs se sentent concernés et participent activement aux progrès de l’entreprise, au travers notamment de la bonne marche de leur propre unité, il convient de leur permettre de s’approprier ces éléments en participant à leur élaboration. Qui voudrait tenir le clou s’il n’avait lui-même la maîtrise du marteau ?18
Les effets de la mondialisation moderne (faibles coûts des moyens de transports, rapidité des échanges, financiarisation de l’économie, assouplissement des barrières douanières…) se manifestent dès les années 1970.
S’exerce encore à cette époque une sorte de mondialisation horizontale, principalement entre les pays de l’hémisphère Nord, bien que les prémices de relations Nord-Sud annoncent déjà l’émergence des dragons asiatiques.
Plus particulièrement, le Japon sort de ses frontières et part à la conquête de nouveaux marchés en Amérique du Nord et en Europe, lesquels vont découvrir les méthodes organisationnelles de «Totale Productivité», qui n’étaient pas encore identifiées comme la clé du récent succès des entreprises japonaises dont Toyota est le modèle.
Les politiques monétaires interventionnistes des États et les mesures protectionnistes qui s’exercent encore localement ont une incidence forte sur les orientations prises par les grandes firmes internationales dans leurs investissements directs et implantations, le plus souvent à l’occasion d’alliances industrielles ou commerciales.
Les sôgô shôsha, sociétés de commerce liées aux grands groupes industriels et financiers japonais (les keireitsu), contrôlent une grande partie des échanges extérieurs japonais et préservent les richesses créées par l’apport de valeur ajoutée à l’étranger.
Les échanges culturels et les transferts de savoir-faire qui s’ensuivent marquent une forme de « mondialisation positive » où les États semblent garder, pour quelque temps encore, une certaine maîtrise de la régulation.
C’est dans ce contexte qu’est créée à Dieppe en 1986 une filiale de Toshiba, dédiée à la production de petits copieurs A4, puis de plus grands.
Les premiers types d’indicateurs que nous avons instaurés sont appelés indicateurs de résultats. Ils mesurent la performance attendue de l’équipe : nombre de produits fabriqués, succès à l’audit qualité, retours clients internes (les autres équipes destinataires des produits du groupe), nombre de retards enregistrés, etc. Il peut s’agir aussi d’indicateurs de moyens, tels que le taux d’absentéisme ou le nombre d’opérateurs formés à l’entretien ou à la maintenance de premier niveau des outillages utilisés.
Dans un deuxième temps, nous nous sommes attachés à définir des indicateurs de processus ou indicateurs de progrès. Cette famille d’indicateurs, souvent plus difficile à appréhender, mesure non seulement ce qui va permettre à l’équipe de tendre vers le résultat attendu, mais aussi et surtout de stabiliser la variation du résultat, de maîtriser tout aléa qui pourrait l’affecter, en s’assurant que le processus conduisant à ce résultat est sous contrôle. Il s’agit par exemple de la pratique et de la mesure de la polyvalence évoquée précédemment. Autres exemples : sur une ligne d’assemblage, nous comptabilisons les produits « bons du premier coup », autrement dit n’ayant nécessité aucune réparation ni aucune reprise avant d’être livrés au groupe suivant, preuve de la fiabilité du niveau de qualité livré. En logistique, les magasiniers sont appelés à suivre le nombre d’adresses de stockage bloquées par suite d’anomalies, le nombre de cartes Kanban19 demandées par l’atelier en urgence ou encore le nombre de lots restés en réception plus de trois jours…
Au-delà de ces mesures d’indicateurs enregistrées ponctuellement, leur représentation sous forme de graphiques permet de visualiser la performance de chaque jour du mois et donne une tendance rendant visible les progrès de l’équipe aux yeux de tous. Un objectif atteint, symbolisé par une icône, un smiley ou un soleil radieux, fait la fierté de l’équipe. Un incident de parcours au contraire est très vite pris en compte par l’équipe (puisqu’elle en a les moyens), il est rapidement débattu au « morning meeting » suivant et donne lieu à une action corrective immédiate. L’équipe, animée par son Sub-Leader, est souveraine pour décider du correctif qu’elle est en mesure de mettre en œuvre, tout en veillant bien sûr à ce qu’il n’y ait pas d’effet indésirable. En cas de doute ou de difficulté pouvant dépasser le cadre de ses attributions, le Sub-Leader pourra faire appel aux services supports, tout en en référant à son Leader.
À l’exemple du président français de notre entreprise à l’époque20, nous avions pour habitude de dire : « Je sais qu’une équipe est devenue autonome, lorsqu’elle est capable de déterminer à quel moment elle a besoin de faire appel à une aide extérieure ».
Formation en quatre points
Nous l’avons vu précédemment, la polyvalence est un de nos indicateurs de processus clé. Outre que la pratique d’une certaine polyvalence au sein d’un groupe permet aisément de réorganiser l’ensemble des attributions de tâches en cas d’absence de l’un des titulaires de poste, cet objectif de polyvalence a indirectement plusieurs autres vertus. Nous demandons en temps normal à chaque opérateur de connaître au moins trois postes de travail au sein de son groupe.
Le dynamisme et l’efficacité des équipes ne peuvent qu’être accrus si chacun connaît exactement ce qu’on attend de lui. Mais c’est encore bien plus le cas si chacun connaît également la teneur des instructions des postes qui le précèdent, ainsi que de ceux qui le suivent. L’œil exercé pourra rapidement déceler toute anomalie éventuelle. Dans un processus où la relation client-fournisseur est comprise par tous, il est aisé de prendre l’initiative de faire mention de cette anomalie à son collègue sans perturber le reste de l’organisation.
Il arrive que la polyvalence soit tellement appréciée par l’équipe que les opérateurs décident par eux-mêmes de tourner toutes les deux heures, afin d’augmenter la variété et donc l’intérêt au travail. Une telle diversification des tâches permet également d’éviter les opérations pénibles et répétitives qui, à la longue, pourraient être sources de tendinopathies ou autres troubles musculo-squelettiques (TMS).
Après avoir discuté de l’appréciation de leur polyvalence avec chacun, une définition simple est établie avec des seuils d’acquisition précis pour chaque opération :
• 25%, l’opérateur connaît les instructions du poste sans en avoir la pratique,
• 50%, il sait réaliser les opérations de manière autonome,
• 75%, il garantit la qualité de l’opération par auto-contrôle,
• 100%, il assure l’opération juste avec efficacité dans le temps requis.
Un carré divisé en quatre, dont chaque case est colorée au fur et à mesure de l’acquisition de ces différents niveaux, permet alors, pour chaque nom affiché sur le panneau de communication de l’équipe, de connaître en un coup d’œil les niveaux d’acquisition de chacun pour chaque poste.
Une méthodologie toute aussi simple de formation a été conçue afin d’assurer efficacement le transfert de compétence entre le Sub-Leader, formateur de son équipe, ou l’opérateur titulaire d’un poste, et les nouveaux membres accueillis au sein du groupe. Cette méthode de formation (que nous aurions presque pu faire déposer) repose sur quatre étapes, chacune faisant appel à un degré de compréhension et d’assimilation des instructions enseignées.
Étape 1 – je te montre ce qu’il y a à faire sans un mot
Étape 2 – je t’explique ce que je viens de te montrer
Étape 3 – tu fais à ton tour ce que tu as compris
Étape 4 – tu m’expliques ce que tu viens de faire
Cette méthode pédagogique permet à l’opérateur en formation d’acquérir parfaitement les opérations du poste de travail. Il parvient ainsi à repérer les bons gestes liés à l’expérience du formateur. Il assimile également les pratiques intelligentes, les raisons d’être de chaque geste qui lui sont explicitées. Cette méthode repose sur l’usage de tous les sens, la vue, l’ouïe, le geste et la parole, pour une meilleure connaissance du quoi, du pourquoi et du comment. Elle associe l’action à la compréhension.21
Les quatre étapes d’apprentissage sont répétées autant de fois que nécessaire jusqu’à totale assimilation de l’ensemble du processus, laquelle est facilement contrôlable par l’aisance de l’opérateur à expliquer chaque détail de l’opération en fin de cycle. On notera également que la méthode requiert de la part du formateur un effort non négligeable de pédagogie, d’analyse de son geste et de synthèse pour l’expliquer… Ce qui est formateur pour le « formateur » !
Standard Training Manuel
L’ensemble des opérations et des activités de l’équipe, pour chaque produit et chaque poste de travail, sont consignées dans un manuel que nous appelons le « Standard Training Manuel », mélangeant comme à notre habitude anglicismes et mots français, rebaptisé par nos opérateurs « Manuel tout savoir » !
Différents éléments composent ce manuel :
• Les instructions standards, émises par le service Manufacturing Engineering ou méthodes de production. Elles décrivent la décomposition ordonnée des opérations issues de la nomenclature du produit, ainsi que les points de vigilance nécessaires à la garantie qualité. Par exemple, les couples de vissage ou l’utilisation d’outillages ou de gabarits de montage…
• Les modes opératoires écrits par le groupe concerné, généralement le Sub-Leader et l’opérateur titulaire de chaque poste de travail, lors de sa formation initiale. Une telle retranscription permet à chacun d’insister sur les points essentiels qu’il ou elle aura peut-être eu du mal à assimiler. C’est aussi à cette occasion que chacun peut apporter son retour d’expérience personnel pour signaler une astuce, un piège à éviter ou une difficulté…
• Les modes opératoires visuels constituent un complément essentiel au mode opératoire précédent. Ce sont des fiches de synthèse affichées sur chaque poste de travail et mises au point pour signaler à l’aide d’une logothèque commune les points clés à respecter : point de graissage, point de contrôle visuel, couple de serrage,…
• Les fiches d’actions correctives du groupe, réalisées et enrichies au fur et à mesure de l’expérience acquise. Ce sont des instructions qui viennent compléter le mode opératoire pour décrire les idées ou les propositions des opérateurs afin de remédier à un problème rencontré,
• Les fiches techniques, enfin, réalisées dans le même esprit par le service Manufacturing Engineering dans le cas de modifications techniques issues du Bureau d’études, mais parfois également à la suite d’un problème rencontré en clientèle.
Ainsi le « Manuel tout savoir » rassemble dans un seul et même classeur (qui plus tard sera numérisé) l’ensemble des connaissances requises et acquises pour assurer les opérations de travail dont l’équipe a la charge. Il est la richesse de l’équipe, son savoir-faire tiré de l’expérience accumulée au fil des jours, et dont le partage permet un progrès permanent dans les indicateurs de performance, qualité et efficacité. Chaque opérateur titulaire doit connaître l’ensemble des instructions qui le concerne à son poste. Le Sub-Leader, quant à lui, connaît l’ensemble des opérations.
Tout nouvel opérateur, formé dans un premier temps par la méthode en quatre points décrite ci-dessus, complètera sa connaissance du poste par une lecture de toutes les instructions du STM (Standard Training Manuel) qui concernent ce poste, avant de voir sa formation validée par le Sub-Leader et de pouvoir occuper le poste de manière autonome.
Enfin, il est important de préciser que le STM est disponible au sein de chaque groupe, disposé en permanence de façon visible sur un pupitre à proximité du panneau de communication de l’équipe, c’est-à-dire sur son territoire. Il est la propriété de l’équipe. Chacun, en cas de doute sur une opération, peut s’y référer et y parfaire sa connaissance.
Totale Productive Maintenance22
La Totale Productivité s’est imposée en France à partir des années 1980 à travers sa variante la TPM ou « Maintenance Productive Totale ».
La TPM vise le « zéro panne » et l’accroissement des gains de productivité par l’amélioration de la disponibilité et du rendement des équipements de production. Préconisée par le Japan Institute of Plant Maintenance à partir de 1971, son principe repose sur la participation de tout le personnel à la maintenance industrielle, depuis l’engagement des dirigeants jusqu’à l’implication volontaire des opérateurs. Inspirée de la pratique américaine d’une maintenance organisée autour d’équipes de maintenance spécialisées, la TPM s’est rapidement développée dans les entreprises japonaises comme une philosophie de management par laquelle les opérateurs exploitant une machine ou un équipement, se sentent concernés au premier chef par l’entretien de leur outil de travail. C’est cette philosophie qui sera à l’origine du célèbre Système de Production Toyota, basé sur l’élimination des gaspillages. La pratique de la TPM viendra peu à peu supplanter, tout en les complétant, les modes de surveillance et de calcul du Taux de Rendement Synthétique (TRS), alors pratiqués dans les grandes entreprises européennes telles que Renault dans l’industrie automobile ou Philips dans les biens d’équipements.
Des bonnes pratiques de surveillance quotidienne sont définies comme premier niveau d’opérations d’entretien réalisées par les utilisateurs eux-mêmes : nettoyage, graissage, contrôle de fuites, de vibrations, permettent de déceler et d’anticiper les anomalies de fonctionnement avant qu’elles ne viennent perturber la bonne marche de la production ou le niveau de qualité requis.
Un deuxième niveau de maintenance, également pris en charge par les personnels opérant sur les machines, peut nécessiter quelques outillages et notions simples : resserrages, contrôles de couples de visseuses ou vérification d’étalonnages par exemple. Afin que ces opérations soient bien comprises et réalisées avec intérêt, un minimum de formation et d’accompagnement est souvent nécessaire. Chacun peut alors bien appréhender les conséquences que pourrait impliquer toute négligence : pannes, difficultés de réglages, arrêts de production, ralentissements, défauts de qualité et rebuts au redémarrage.
Nous sentons bien que, dans un tel système, la mentalité du personnel, son état d’esprit et sa volonté d’implication sont des facteurs essentiels que le management se doit de cultiver. Aussi n’est-il pas rare que la réussite de la mise en place d’un programme TPM dépende avant tout de l’engagement et de l’enthousiasme des dirigeants. Car, souvent, passer du temps à la définition d’objectifs et à la mise à disposition de moyens, peut sembler contradictoire avec l’objectif premier de production. Ainsi avions-nous décidé, pour déployer la TPM au sein de nos équipes, de consacrer cinq minutes par jour et par personne aux opérations de TPM niveau 1, ainsi que quinze minutes par semaine aux opérations de TPM niveau 2.
Toutes les anomalies constatées qui ne peuvent pas être immédiatement prises en charge par les opérateurs, font l’objet de demandes d’interventions de maintenance programmées. Celles-ci s’inscrivent alors dans les tâches des équipes spécialisées du service Maintenance : ce sont les opérations de troisième niveau, qui doivent être exécutées rapidement en éliminant d’abord les causes premières des dégradations constatées. Puis, une analyse des pannes est menée, afin d’élucider les points faibles et de prolonger la durée de fonctionnement entre deux interventions. De nouvelles instructions de contrôles préventifs peuvent alors être établies, pour compléter la surveillance de premier niveau assurée par les utilisateurs.
Un quatrième niveau consiste en organisation d’opérations de maintenance périodique plus complexes, dites préventives. Ces dernières sont le plus souvent planifiées sur des arrêts de production avec l’intervention de techniciens de maintenance spécialisés.
Il existe parfois des opérations de niveau 5, lorsque l’intervention d’entreprises professionnelles extérieures est nécessaire. Mais il importe toutefois que les équipes de techniciens internes possèdent une bonne connaissance de l’ensemble des équipements de production. Ils sont ainsi en mesure d’en améliorer les performances et de savoir prédire, par exemple, les stocks de pièces détachées nécessaires à de premières interventions.
Il arrive, lorsque l’esprit de la Totale Productivité est parfaitement intégré, que de véritables équipes projets associant plusieurs compétences se mettent en place. Elles établissent des plans d’améliorations, voire même contribuent à l’installation de nouveaux équipements entièrement conçus en interne. C’est ce que, des années plus tard, nous aurons l’occasion de réaliser au sein de notre usine de production d’encres toners, en associant opérateurs de production, techniciens de maintenance, automaticiens et ingénieurs techniques.
La visite TP
Je me souviens comme si c’était hier, de ce jour de 1989 où nos collègues japonais, peu après l’introduction des bases des 5S, nous ont suggéré de mettre en place des « TP patrols ».
Les 5S ne sont, en effet, que le début d’une démarche bien plus profonde de progrès dans l’entreprise, qui consiste à impliquer, sous l’impulsion de la direction, l’ensemble des salariés dans la conduite de l’amélioration continue. Démarche à laquelle est donné le nom de « Totale Productivité ».
Pour ce faire, nous disent-ils, il faut que la direction veille en permanence à ce que les règles 5S soient toujours appliquées. Raison pour laquelle il convient de prévoir régulièrement une sorte de patrouille d’inspection des ateliers par les équipes de direction. Toute anomalie constatée par la patrouille sera pointée du doigt et matérialisée par le positionnement d’un post-it jaune sur l’objet du délit… Un outil pas à sa place, post-it ! Un poste de travail mal ordonné, post-it ! Des en-cours de pièces trop importants, re-post-it !
Quel n’est pas notre étonnement initial face à ce qui nous paraît être une incongruité absolue ! Nous imaginons les salariés japonais s’excuser en courbant l’échine et s’empresser de remédier aux causes des remontrances qui leur sont ainsi faites aux yeux de tous, au risque de perdre la face devant leurs collègues et leurs supérieurs… Nous allons devoir expliquer à nos zélés amis japonais que ce mode de fonctionnement n’est pas envisageable chez nous et qu’il leur faudra sans doute renoncer à cette idée.
Mais face à l’insistance courtoise mais ferme de nos collègues, il nous a vite fallu reconsidérer notre position et inventer quelque chose qui puisse les satisfaire. Quelques semaines plus tard, nous leur proposons, non sans fierté, le concept de « visites TP ».
La visite TP, c’est dans notre jargon une visite planifiée de l’équipe de direction dans les ateliers, durant laquelle des opérateurs exposent les améliorations dont ils ont eu l’idée ou qu’ils ont contribué à mettre en place. Ainsi avons-nous totalement retourné le principe de la « patrouille japonaise », faite de reproches et de vexations, pour une mise en avant des démarches de progrès exposées avec fierté par leurs auteurs.
Progressivement, nous mettons sur pied toute une organisation autour de ces visites. Une équipe dite de « secrétaires TP », est constituée de personnels d’horizons divers, opérateurs, Sub-Leaders, Leaders ou membres des bureaux.
Elle est chargée de planifier les dates de visites sur un rythme mensuel et de recenser les idées qui y seront exposées. Progressivement un accompagnement est mis en place pour aider ceux qui sont moins à l’aise dans l’exposé de leurs idées : comment présenter sur un paperboard, avec photos à l’appui, la situation avant-après, puis quantifier les résultats obtenus grâce à l’amélioration mise en place.
Au fil des mois et des années, les présentations s’étoffent, les idées prolifèrent et les visites font l’objet de thématiques : productivité, qualité, gestes et postures, sécurité au travail, environnement… Un logo est dessiné par les secrétaires TP pour promouvoir leur activité. Chaque visite fait l’objet d’un compte-rendu diffusé à l’ensemble du personnel. Les meilleures idées de chaque mois sont affichées sur un grand tableau à l’entrée de chaque bâtiment, avec un plan du site où sont montrées les localisations de chaque idée, brièvement présentée par une photo. Enfin, une fois par an, une grande réunion avec l’ensemble du personnel permet de passer en revue les meilleures idées de l’année, qui font l’objet de remise de trophées, soit individuels, soit par groupe. Ce « TP show » est aussi l’occasion de découvrir le slogan de l’année suivante qui guidera la vision de la démarche Qualité et Productivité Totale : par exemple, « Ensemble, bien du premier coup, c’est un atout ».
Un « rôle » à chacun
Au fil du temps, nous parvenons ainsi à instaurer une véritable culture d’entreprise autour de ces quelques principes forts que constituent l’organisation en équipes autonomes, le déploiement des 5S et de la Totale Productivité, le management visuel à l’aide d’indicateurs et de graphes…
Mais pour que chacun apporte sa propre contribution à la démarche de progrès de l’entreprise, nous avons encore à cette époque beaucoup à faire. En 1996, nos résultats qualité restent piètres au regard de ceux affichés par notre usine-mère, située à Kawasaki, ville proche de Tokyo. Aussi lançons-nous un plan de progrès baptisé « Objectif 99 », pour 99 % de produits bons du premier coup à l’horizon 1999. L’esprit de ce type de slogan est de fournir un but à atteindre, facilement compréhensible par tous, avec une échéance précise.
C’est à la même période que nous structurons effectivement l’ensemble de notre démarche de progrès autour de quelques outils d’analyse et de résolution de problèmes, par exemple la méthode QQOQCP.
Quoi : permet de mieux caractériser le problème ou la difficulté à résoudre. De quoi s’agit-il ? Quel est l’état de la situation ? Quelles sont les caractéristiques attendues? Quelles sont les conséquences probables? Quel est le risque?
Quand : permet de caractériser l’occurrence. Depuis quand avez- vous ce problème ? Quand le problème est-il apparu pour la première fois? Quelle est sa fréquence? Quand se produit le risque?
Où: caractérise la description des lieux. Où cela se produit-il et s’applique-t-il? Où le problème apparaît-il? Dans quel secteur d’activité ? Sur quel poste de travail ? Sur quelle machine ?
Qui: permet de mieux identifier les acteurs concernés. Qui a le problème? Qui est intéressé par le résultat? Qui est concerné par la mise en œuvre?
Comment : permet une meilleure compréhension du processus. Comment se manifeste le problème ? Dans quelles conditions ou circonstances? Comment procède-t-on? Avec quelles méthodes, quels moyens ? Comment mettre en œuvre les moyens nécessaires? Avec quelles procédures?
Pourquoi : cette question peut se poser à la suite des autres mais il convient aussi de se la poser pour toutes les questions précédentes. Afin de mener une analyse critique, à chaque question, se demander encore « Pourquoi ? », c’est-à-dire rechercher les root causes ou causes racines du mal.
Il convient à chaque étape de procéder à un « questionnement par le vide » jusqu’à ce que plus aucune réponse ne vienne à l’esprit… Ce que d’aucuns appellent aussi les 5 Why ? ou les cinq niveaux de Pourquoi ? Alors seulement on peut prétendre avoir fait le tour de la question et passer à la suivante.
Il peut être intéressant aussi d’aborder chacune des questions avec l’approche dite du « Est / N’est pas ». C’est-à-dire de chercher à identifier là où apparaît le problème et là où il n’apparaît pas, quand il apparaît ou non, etc. Cette méthode comparative permet souvent de mieux cerner les circonstances et donc les causes possibles du problème.
La pratique répétée de cette approche nous amène alors à identifier plusieurs lacunes dans notre organisation portant sur : la formation des nouveaux entrants ; la compétence au poste des non-titulaires ; la clarté des instructions et des modes opératoires ; la visibilité sur les situations anormales ; la compréhension des objectifs poursuivis ; l’adhésion aux intérêts de l’entreprise, etc. Il en est découlé une mise en œuvre plus systématique des « Manuels tout-savoir », des méthodes de formations en quatre points, des affichages quotidiens des résultats de production et qualité, ainsi que des matrices de polyvalence par groupe…
Un dernier point enfin, a permis de sublimer tous les autres. Il réside dans la définition d’un « rôle à chacun » au sein de son équipe.
En effet, quoi de plus naturel que d’intéresser chacun au bon fonctionnement de l’équipe en lui attribuant un rôle au-delà de sa seule fonction d’opérateur d’assemblage ?
Nous offrons alors la possibilité à chaque membre de l’équipe d’apporter sa contribution au bon fonctionnement du groupe et ce, selon ses propres aspirations, compétences ou centres d’intérêt. L’un peut être en charge de la maintenance de niveau 2 pour l’ensemble du groupe ; un autre, en charge de la mise à jour des tableaux d’affichage ; un troisième, assurer la promotion du tri sélectif des déchets et en faciliter le recyclage ; un autre enfin, bricoleur à ses heures, mettre au point les petits gabarits et outillages contribuant à améliorer la reproductibilité des opérations ou à en réduire la pénibilité.
Outre le fait d’apporter une contribution active au bon fonctionnement du groupe, ce dispositif permet de découvrir des talents cachés. La reconnaissance de chacun aux yeux de ses collègues s’en trouve facilitée. La mobilisation de tous à l’atteinte des objectifs en découle naturellement… Objectifs que le groupe finit par se donner lui-même, au-delà parfois de ce que la direction peut imposer !
Tout est alors en place pour que nous obtenions en 18 mois un résultat proche de 100 % de produits bons du premier coup – ce que nous n’aurions jamais osé imaginer.
Work Self-Improvement
L’initiative est libérée ! L’amélioration continue est en route, dans une démarche de progrès comprise et acceptée par tous. D’autres outils ou méthodes de travail peuvent alors voir le jour.
C’est le cas, par exemple, de la méthode dite WSI, pour Work Self-Improvement ou amélioration de son poste de travail par soi-même.
J’avais connu, dans ma toute première expérience professionnelle chez Philips, la pratique du chronométrage des opérations d’assemblage par un technicien du service « pré-calcul ». Ce dernier, armé d’un chronomètre d’une main et d’une planchette en bois de l’autre, remplissait une feuille quadrillée où figurait la décomposition, geste par geste, de l’opération à contrôler. Il se postait alors derrière l’opérateur et mesurait l’agilité avec laquelle était exécuté chacun des gestes. Puis, de retour à son bureau, il enregistrait une synthèse de ses constats. Il pouvait alors suggérer au service méthodes d’envisager un réaménagement du poste dans le cas où le chrono n’était pas suffisamment bon, ou bien valider tout bonnement le coût estimé pour l’assemblage du produit.
Il va sans dire qu’une telle pratique issue d’une décomposition taylorienne des tâches, pour peu qu’elle puisse être efficace un temps, ne considère pas l’opérateur comme une personne responsable. Elle ne laisse aucune place à l’initiative de ce dernier pour proposer des améliorations sur son opération. Au fil des ans, quelques entreprises ont fini par remplacer le chronomètre par une caméra vidéo, mais là encore peu de participation est sollicitée de la part des « exécutants ».
Il est pourtant nécessaire de mesurer les temps passés sur chaque opération de manière à résoudre les problèmes d’équilibrage d’un poste de travail à l’autre, lesquels peuvent affecter lourdement l’efficacité globale de l’assemblage d’un produit…
C’est dans ce contexte que nous avons mis au point la méthode WSI, permettant à chacun de participer activement à l’amélioration de ses propres opérations.
Une personne, désignée dans son équipe ou assignée à cette tâche pour l’ensemble de l’atelier, filme par trois fois chacune des opérations du groupe. Une fois que les six à huit postes de travail d’un même groupe ont été filmés, l’ensemble de l’équipe est réunie en salle pour visionner les vidéos de tous les postes. Chacun est alors invité à réagir à ce qu’il voit, qu’il s’agisse de noter une habileté ou une maladresse, une mauvaise posture, un geste inutile.
Au-delà de l’aspect ludique de la méthode proposée à nos opérateurs, nous avons obtenu des résultats inespérés, grâce au fait qu’ils étaient invités à participer eux-mêmes à l’analyse de leurs opérations.
En effet, qui pourrait être mieux placé que les personnes exécutant elles-mêmes une opération pour en comprendre les contraintes et les difficultés ? L’œil affûté des uns et des autres ne laisse rien passer :
« Tiens ? Tu t’y prends comme ça toi ? Pourquoi ?
– Regarde, si tu places tes pièces ainsi, tu n’auras pas à te pencher autant et en approchant ton gabarit, tu pourrais travailler à deux mains.
– Ah super, ta façon d’accrocher ce ressort ! Je n’y avais pas pensé : bien plus facile ! »
En découle alors, en fonction des astuces et savoir-faire de chacun, une amélioration immédiate du mode opératoire, des instructions de travail, voire même fréquemment un nouvel aménagement des postes de travail. Le tout permettant de gagner en efficacité ou de réduire la pénibilité des opérations les plus répétitives.
En 1998, soit 10 ans après avoir commencé, nous touchions un certain sommet dans la maîtrise de nos méthodes de management. Une véritable culture d’entreprise en découlait : mélange de méthodes d’organisation enseignées par nos collègues japonais et d’une véritable appropriation de ces méthodes. Souvent même, nous avions su transposer avec succès ce qui semblait ne pas pouvoir fonctionner au regard des différences culturelles entre nos deux pays.
L’ensemble de nos outils formait un tout cohérent, comme autant de pièces d’un puzzle ajustées l’une à l’autre… comme le kaléidoscope étonnant de cerfs-volants dans un ciel d’été ! Convaincus par les résultats que nous avions réussi à atteindre, nous avons décidé de partager désormais cette expérience avec nos fournisseurs.
- 13 – Homme politique, militaire et dirigeant français, puis parlementaire et académicien, Albert de Mun (1841-1914) fonde avec René de La Tour du Pin (1834-1924) les cercles ouvriers catholiques.
- 14 – Anthropologue et économiste aux fortes convictions chrétiennes, Frédéric Le Play (1806- 1882) s’est penché parmi les premiers sur la condition ouvrière.
- 15 – Loi révolutionnaire qui met fin aux dérives corporatistes de l’Ancien Régime. Mais au XIXe siècle, par un effet pervers, elle entravera la création de syndicats et sera pour cette raison abolie en 1884, sous la IIIe République.
- 16 – Masaaki Imai, Kaizen, the Key to Japan’s Competitive Success, McGraw-Hill, 1986.
- 17 – Voir à ce sujet Michel Greif, L’Usine s’affiche, la communication visuelle au service du progrès, Editions d’Organisation, 2000, dont les préceptes furent appliqués sur le site de Toshiba à Dieppe, pris ensuite comme exemple dans la seconde édition de l’ouvrage.
- 18 – Antoine Tafani et Kang (illustrateur), Responsable !, CEE Management, 2007.
- 19 – Kanban est un terme d’origine japonaise pouvant être traduit par «étiquette». Dans le domaine de la logistique, il désigne une méthode visuelle de gestion en flux tirés par la demande. Introduit par l’ingénieur japonais Taiichi Ohno, le kanban est utilisé par Toyota dès les années 1950.
- 20 – Philippe Delahaye fut Président-Directeur Général du site de 1990 à 2008.
- 21 – Nous parlons aujourd’hui d’AFEST (Action de Formation En Situation de Travail), dont la pédagogie est articulée selon le constat que l’expérience de travail ne suffit pas à produire des compétences susceptibles d’être réutilisées, mais qu’un temps réflexif accompagné par un formateur est nécessaire pour tirer les enseignements de ce qui s’est passé, analyser les écarts entre les attendus, les réalisations et les acquis, et ainsi consolider et expliciter les apprentissages (www.anact.fr).
- 22 – Nous renvoyons le lecteur à l’excellent livre de Seiichi Nakajima, La Maintenance Productive Totale (TPM), mise en œuvre, Afnor, 1989.
Toute éthique de travail mettant l’accent sur «l’équipe» s’appuie sur une sensibilité forte aux facteurs humains, faite de confiance réciproque: valeur qui repose essentiellement sur un engagement sans faille de la direction et sur l’implication des personnes.
Les méthodes japonaises dites de «Totale Productivité» viennent alors avantageusement appuyer le déploiement d’une culture du progrès, qu’il convient d’impulser simplement en rendant d’abord visible les zones de travail, la succession des opérations et les anomalies, par la pratique des 5S au quotidien.
Le manager de proximité joue un rôle essentiel dans l’animation de terrain et la transmission des compétences. Choisi pour ses aptitudes et son charisme, il favorise l’appropriation par les équipes de l’espace de travail et des savoirs.
Les rituels de prise de poste doivent être un temps d’échanges privilégié qui ne se résume pas à suivre des indicateurs techniques et impersonnels, mais permet aussi de relater les succès, les bonnes nouvelles du jour, dans une relation soucieuse de l’humain.
L’appropriation d’indicateurs de progrès repose sur leur compréhension et sur la maîtrise par l’équipe elle-même des facteurs qui influent sur ceux-ci.
Formation-action, attribution de « rôles à chacun », concertation des personnes sur l’aménagement de leur zone de travail etc., sont autant de moyens de rendre leur autonomie aux équipes, dans le cadre de standards déterminés au préalable mais constamment revisités par ceux qui réalisent le travail.
Il ne faut pas hésiter à renverser un processus mental communément admis pour mettre en valeur les idées et les contributions, plutôt que pour dénoncer les erreurs et mauvaises exécutions… Responsabiliser plutôt que culpabiliser!
Bâtir une communauté de fournisseurs
Bénéficiant d’une situation géographique privilégiée sur le littoral de la Manche, à proximité de Paris et de l’Ile-de-France, la Normandie a longtemps disposé de tous les ingrédients nécessaires au développement d’une industrie florissante : réseau hydraulique dense, matières premières facilement exploitables et importantes ressources en combustibles… Ainsi à l’image de la région, le territoire de Dieppe et de ses environs a-t-il vu se développer de nombreuses activités manufacturières dès le Moyen Âge. À partir de la fin du XVIIe siècle, les usines apparaissent et se développent, en remplaçant peu à peu l’usage de la force hydraulique par des machines thermiques. Les filatures et les usines textiles dominent un temps, mais la verrerie est également bien implantée à proximité d’importants massifs forestiers.
La grande forêt d’Eu apporte le bois nécessaire à la fusion de la silice venue des plages et des carrières de sable rouge du Tréport, tandis que la mer proche rejette les varechs dont est issue la soude nécessaire à la composition du verre, contribuant à en faire baisser le point de fusion. Le métier du verre, matière élégante, transparente et lumineuse, se développe alors avec passion dans des techniques sans cesse réinventées et transmises de génération en génération. Le Musée de la verrerie de Blangy-sur-Bresle en retrace l’histoire. L’industrie du verre accompagne dans la vallée de la Bresle et dans le Vimeu le développement d’outilleurs, de moulistes et d’ateliers d’injection plastique, pour réaliser les flaconnages et bouchons des plus grandes marques de parfums et cosmétiques françaises… Au point que se concentre aujourd’hui sur ce territoire au naturel discret plus de 70 % de la production mondiale du flaconnage de luxe23.
La serrurerie est un autre art, né des travaux de la forge et de la fabrique d’armes au XVIe siècle. Elle s’installe en Picardie, dans le Vimeu, à Friville-Escarbotin et à Feuquière. De très nombreux ateliers sont alors disséminés sur tout le territoire, occupant ordinairement jusqu’à près de deux mille ouvriers saisonniers en dehors des périodes de moisson, pour alimenter le développement urbain tentaculaire de Paris. Une tradition artisanale, combinée à l’attachement à la terre et permettant de vivre replié chez soi, indépendant et sans contrainte : autant de conditions qui conviennent plutôt bien au caractère de la population locale. Dans la seconde moitié du XIXe siècle, avec l’apparition du cuivre importé du Chili et de la première machine à vapeur, les familles Decayeux, Debaurain et Bricard, signent le développement de la serrurerie du Vimeu en France et à l’international.
Autre haut lieu de l’industrie locale, Saint-Nicolas-d’Aliermont accueille l’aventure horlogère aliermontaise, qui s’y est développée à partir de 1725 pendant plus de deux cent cinquante ans. Ainsi les pendules de cheminées signées Honoré Pons et les chronomètres de marine Onésime Dumas et Fournier entretiennent-ils la tradition et le savoir-faire local. Vers 1950, on ne dénombre pas moins d’une cinquantaine de fabriques de pièces sur Saint-Nicolas-d’Aliermont, qu’une centaine d’horlogers indépendants assemblent, pour la plupart d’entre eux à domicile, de façon tout à fait artisanale. Une tradition horlogère que perpétue la société Bayard de 1867 à 1989, en produisant en série le fameux réveil de cuivre ventru, avec son marteau central oscillant entre deux cloches symétriques à son sommet. L’industrialisation du pays accompagne la reconversion du site dans la fabrication d’horodateurs, de pointeuses d’usines et de contrôleurs de vitesse. Puis avec l’avènement de l’électronique, les productions horlogères ferment progressivement leurs portes ou sont rachetées successivement par Ericsson et Alcatel. Saint-Nicolas-d’Aliermont conserve encore une activité de mécanique de précision, directement héritée des productions horlogères d’antan.
La construction automobile prend bientôt le relais et de nombreux fabricants d’outillages ou entreprises d’emboutissage, de découpe et tôlerie fine, font le trajet de la région parisienne vers Dieppe et l’aliermontais, pour y installer leurs ateliers, pas loin des usines de Renault à Cléon et Flins.
La création à Dieppe de l’Alpine A106 en 1955 par Jean Rédélé, un amoureux de mécanique automobile, est suivie de près en 1962 par la fameuse Berlinette A110, qui va assurer la notoriété de la marque en s’imposant dans de multiples rallyes en France et à l’international. Associée au groupe Renault à partir de 1966 pour commercialiser ses modèles, l’usine Alpine s’installe à Dieppe en 1969, scellant ainsi définitivement la destinée industrielle de la ville au passé maritime glorieux.
Pas étonnant dès lors que notre groupe japonais se soit intéressé à l’ensemble de ces savoir-faire locaux, lorsqu’il souhaita implanter son usine d’assemblage de photocopieurs en 1986.
Nous l’avons vu, les taxes anti-dumping appliquées par la CEE sur les produits d’importation imposent d’atteindre au moins 40 % de valeur ajoutée locale pour y échapper. Dès lors, assembler les produits destinés à la vente en Europe sur le sol européen dans des usines dites « tournevis » ne suffit plus ; il convient désormais de le faire à partir de pièces sous-traitées localement. Dieppe et ses environs disposent de tous les atouts nécessaires…
Toutefois, nombreuses sont les exigences qui vont s’imposer à notre tout nouveau réseau de sous-traitants locaux. Grandes également seront les difficultés à faire accepter et comprendre les spécifications japonaises en matière de qualité et de reproductibilité entre différents lots de fabrication d’une même pièce.
Parts Engineering et cahiers des charges
Pour construire le réseau de sous-traitants et répondre aux exigences japonaises, un nouveau service est créé au sein de l’entreprise, que nous appelons le « Parts Engineering » ou Méthodes sous-traitance.
Le travail du Parts Engineering consiste à spécifier le niveau de qualité requis, puis à qualifier les pièces échantillons fournies par chacun de nos fournisseurs, avant d’autoriser le passage en production locale. Tant que la pièce locale correspondante n’est pas qualifiée, nous restons avec les pièces d’origine japonaise.
Un véritable laboratoire de métrologie est installé avec un banc de mesures tridimensionnel, sur lequel sont vérifiés tous les échantillons de pré-séries. Rapports de mesures à l’appui, les pièces échantillons passent alors entre les mains d’un technicien, chacun dans sa spécialité, qui les analyse. Il arbitre alors, non sans avoir testé fonctionnellement quelques échantillons dans des machines d’essai prévues à cet effet. Les rapports d’évaluation jugés bons sont soumis à l’œil exercé du responsable qualité japonais qui, fort de son expérience et de sa connaissance du produit à assembler, exige très souvent des tests complémentaires.
L’acheteur négocie un prix et passe une commande de pré-série (généralement de cent pièces afin de valider les conditions de fabrication des productions à suivre). Cinq pièces échantillons choisies au hasard font l’objet d’un rapport de mesure. Le technicien évalue et qualifie la pièce (ou la refuse). Le collègue japonais contrôle que les tests et mesures pris en compte soient suffisamment exhaustifs pour autoriser la substitution de la pièce locale à la pièce originale… L’opération se répète ainsi, pour chacune des centaines de pièces pouvant intervenir dans un assemblage de photocopieur. Sans parler de la barrière du contrôle à l’entrée que doit encore subir par prélèvement chaque lot de production, une fois que les lancements séries ont été approuvés !
Très vite apparaissent un certain nombre de conflits d’intérêts entre le prix négocié avec le fournisseur et le niveau de qualité requis, parfois mal exprimé… ou mal compris. Des discussions sans fin s’ensuivent avant que ne puissent être engagées les productions séries, voire même encore après.
Aussi se fait sentir le besoin de retranscrire les plans d’origine japonaise, en les complétant avec un certain nombre d’indications techniques. Celles-ci peuvent avoir trait à la famille de pièces dont il s’agit, ou viennent préciser la fonction même de la pièce en question dans le sous-ensemble qu’elle doit intégrer à l’assemblage.
À partir de 1992, nous décidons donc d’introduire une notion de cahiers des charges en complément des plans de pièces issus du Japon, jugés très largement insuffisants pour assurer la bonne compréhension de nos besoins par les fournisseurs.
Nous avons subdivisé les catégories de pièces en une vingtaine de familles selon leur typologie et processus de fabrication. Par exemple : pièces de découpe emboutissage, de décolletage, d’injection plastique, cartes électroniques, faisceaux de câbles, ressorts, mousses, cartonnage, etc.
Pour chaque catégorie est rédigé un cahier des charges dit « général », lequel décrit la famille concernée (ex. plastique) et les spécifications techniques générales de cette famille de pièces. Sont ensuite décrites les procédures d’homologation des pré-séries et les critères de contrôle d’entrée pratiqués sur chaque lot de fabrication en production de série. Les typologies de défauts recensés et leurs critères d’acceptation y sont également précisés. Enfin, les conditions d’emballage et de palettisation requises pour chaque livraison de pièces sont elles aussi mentionnées : en particulier lorsque des emballages « navettes » ou réutilisables sont requis, ou s’il s’agit de limiter le poids acceptable de chaque contenant au regard de la pénibilité à manutentionner des colis lourds.
Des cahiers des charges spécifiques précisent, quant à eux, en complément du plan de chaque pièce individuelle, la localisation de celle-ci au sein du produit fini, ses fonctions attendues et les caractéristiques clés qui en dé-
coulent.
Le « syndrome du cube »
Une fois clarifiées nos exigences techniques vis-à-vis des fournisseurs, il convenait encore d’aplanir les divergences d’intérêts qui s’exprimaient inévitablement entre nos différents services internes. Le prix négocié par l’acheteur n’était pas toujours en rapport avec la difficulté de réalisation de telle ou telle caractéristique technique. Le trait parfois forcé sur l’une ou l’autre des spécifications ne cadrait pas non plus toujours avec l’accord de prix conclu.
Ainsi, selon que l’on se place du point de vue de l’acheteur ou de celui de l’ingénieur ou du qualiticien, il peut être aisé de reprocher à l’un de faire de la « sur-qualité » ou bien à l’autre de n’acheter qu’un prix : chacun pensant avoir raison et faire au mieux dans la poursuite de ses objectifs propres…
C’est comme si vous preniez un groupe de personnes et que vous le sépariez en trois équipes : à l’une, vous remettez sans que les autres la voient une feuille sur laquelle figure un carré, à la seconde, une autre feuille sur laquelle sont dessinés deux rectangles juxtaposés sur leur face la plus longue, à la troisième enfin, une dernière feuille représentant un hexagone avec trois demi-diagonales se rejoignant en leur centre. Vous demandez alors à chacune des équipes de vous décrire ce qu’elle voit. Ce à quoi les uns et les autres répondent naturellement : « un carré », « deux rectangles », ou encore « un hexagone ». Tant que chacun regarde sa propre feuille, il y a peu de chance que les réponses varient.
J’introduisis ce petit test au cours d’un séminaire où j’avais réuni les trois services Achats, Engineering et Qualité. Il s’agissait de leur faire prendre conscience à quel point le fait de ne pas tenir compte du point de vue de l’autre pouvait tous les entraîner dans l’erreur ou l’approximation. N’avoir qu’une vue parcellaire des choses ne permettait pas de sortir du paradoxe dans lequel ils s’enfermaient de plus en plus… Alors qu’il suffisait en fait de réunir les trois vues, pour comprendre qu’elles n’étaient toutes que la représentation à plat d’un seul et même objet volumique, un même cube, selon qu’il soit regardé sur une face, sur l’une de ses arêtes ou bien sur un de ses sommets.
Ce que j’avais baptisé « le syndrome du cube » devait alors leur rester durablement en tête. Considérer le point de vue de l’autre et y confronter le sien, allait devenir à partir de ce jour une habitude courante, avant de conclure une négociation, d’exprimer une nouvelle exigence, ou de convenir d’un point de contrôle supplémentaire avec un fournisseur.
Du partenariat à l’entreprise étendue
Mais il ne nous suffisait pas d’avoir affûté nos savoir-faire et savoir-être en interne. Nous comptions désormais près d’une centaine de fournisseurs et devions mieux structurer notre relation avec chacun d’entre eux.
Nous pouvions d’ores et déjà classer ces nombreux fournisseurs en trois catégories :
• Ceux de pièces dites « catalogues », qui étaient le plus souvent des distributeurs implantés en Europe, de produits standards asiatiques, tels que moteurs, roulements à billes, électro-aimants… Le chiffre d’affaires que nous faisions avec chacun d’eux représentait une faible part de leur activité. L’acheteur n’avait que très peu d’influence et de pouvoir de négociation, si ce n’est de faire appel à la concurrence, à supposer qu’une source alternative soit validée par les services techniques.
• Les sous-traitants, qui travaillaient sur des pièces à plans, c’est-à-dire spécifiques à notre propre besoin. C’étaient le plus généralement des pièces de fabrication mécanique, découpage fin, injection plastique, décolletage d’axes ou de rouleaux, faisceaux de câbles et cartes électroniques… La relation s’inscrivait alors dans la durée, les échanges étaient importants quant à la bonne compréhension mutuelle des exigences qualité, des contraintes de fabrication et des enjeux de coûts respectifs.
• Enfin, il y avait les partenaires, avec lesquels une Charte décrivait les domaines de relations privilégiées que nous souhaitions développer ensemble. Une relation durable, inscrite dans le long terme avec une véritable démarche de progrès conjoint. Nous parlons aujourd’hui « d’entreprise étendue » : c’est cette notion que nous avions commencé à mettre en œuvre avec nos principaux sous-traitants dès 1992 !
La Charte engageait non seulement les dirigeants et les responsables achats et commerciaux, mais aussi les responsables de la Qualité, de la Production et des Ressources Humaines. Autrement dit, toutes les forces opérationnelles des deux entreprises signataires, engagées dans une même direction, un même objectif de progression, dans un souci de confiance et de transparence mutuelles.
Une quinzaine de Chartes de partenariat seront signées entre 1992 et 1994 avec nos principaux sous-traitants en mécanique de précision, découpage fin, injection plastique, décolletage et électronique… Autant de spécialités qui nous permettront de réaliser localement près de 75 % de la valeur de nos achats.
La signature d’une Charte avec un nouveau partenaire faisait l’objet d’une célébration officielle marquée par la visite de son entreprise. Tous les responsables impliqués se joignaient à cette journée et cosignaient avec leurs homologues de l’entreprise hôte l’engagement les concernant.
Un trophée était remis à chacune des deux entités symbolisant ce partenariat : trophée qui avait été conçu par l’un de nos partenaires, décolleteur dans la Vallée de l’Arve. Il représente une sphère en inox poli, symbole de la perfection, posée sur un socle de marbre des Alpes, signifiant la solidité et la longévité de la relation ainsi établie. La sphère s’ouvre en deux demi-coques, pour dévoiler en son sein une autre sphère, plus petite et dorée. Parfaitement protégée, cette dernière symbolise les fruits partagés de la relation entre les deux entreprises partenaires. La sphère extérieure, ouverte ainsi sur son noyau, peut alors s’apparenter à une fleur de lotus, signe de fertilité et de prospérité commune.
« La Sphère »
C’est donc assez logiquement qu’il est décidé, en avril 1994, de réunir l’ensemble de nos partenaires pour envisager avec eux la création d’une association ayant pour but de concrétiser nos échanges et partages d’expériences. L’idée est unanimement jugée séduisante tant elle est porteuse d’une image de marque solide pour ses membres.
Il reste à en préciser les modalités et l’influence que cela aura sur le devenir de nos entreprises. Comment en assurer le fonctionnement ? Quels seront ses objectifs et finalités ? Quelle éthique mettre en place pour préserver les intérêts de chacun ?
Après en avoir débattu, nous convenons que les activités essentielles reposeront sur :
• des travaux de groupes ou réflexions sur les sujets d’actualité, règlementations ou normes telles que l’ISO 9000, l’évolution de nos marchés, l’environnement, le surcoût de la qualité versus la compétitivité (sujet sur lequel nous pouvions nous sentir visés !) ;
• la mise en commun d’objectifs de productivité, d’idées d’économies, d’achats consolidés, de logistique commune ;
• le parrainage de l’action de collaborateurs ;
• l’échange de services ou d’informations techniques visant à nous faire progresser mutuellement ;
• l’organisation de visites d’entreprises, de voyages d’études ou de missions à l’étranger, ou encore de séminaires ou de conférences-débats avec des invités experts en leur domaine ;
• le support à des actions liées aux milieux universitaires et professionnels…
Les statuts de l’association sont déposés dès le mois de juin : elle s’appellera naturellement « La Sphère ».
Un règlement intérieur précise les modalités de non-concurrence et d’éthique entre membres. Une représentation équilibrée entre quatre métiers (découpe-emboutissage, décolletage, injection plastiques et électronique) est retenue pour la constitution du Bureau, complété de deux représentants de Toshiba, le donneur d’ordres. Un rythme trimestriel de réunion est adopté. Enfin, pour ce qui concerne les ressources, nous convenons que le donneur d’ordres les abondera à part égale du montant total des cotisations des autres membres, doublant ainsi la mise.
Trois groupes de travail sont engagés dès la première réunion. Ils portent sur la logistique des flux physiques, la logistique des flux administratifs et l’échange des données techniques24. Assez rapidement, les échanges formulés au sein de ces instances nous amènent à mettre en place un plan d’action concerté pour gagner en efficacité sur l’ensemble de ces trois domaines.
Sont ainsi mis à l’étude tout à la fois les questions d’échange de données informatiques (EDI), la compatibilité de nos systèmes d’informations, l’évolution de nos carnets de commandes, l’émission des bordereaux de livraison et des factures, les besoins en emballages navettes, bacs ou chariots, l’idée d’une navette de ramassage pour optimiser les coûts de transport, etc.
À chaque réunion, nous faisons un point d’avancement de ces groupes de réflexion, ainsi qu’un échange d’informations sur les activités des uns et des autres, nos nouveaux projets intéressant bien évidemment chacun au plus haut point.
Tournée Grand-Ouest
Optimiser nos flux physiques butait sur deux difficultés essentielles : d’une part, la suppression souhaitée des coûts d’emballages cartons par la mise en œuvre de bacs plastiques ou de chariots navettes, mais qui nécessitait alors le retour des contenants vides ; d’autre part, la mise à disposition, à la date d’enlèvement fixée, des quantités de pièces nécessaires à nos besoins en assemblage.
En ce qui concerne le premier point, la solution qui vient assez vite à l’esprit est d’organiser une navette de ramassage, sur le principe de la tournée du laitier, consistant à remettre des bacs ou chariots vides en échange de contenants correspondants remplis de pièces à livrer. Une première tournée de ramassage est ainsi mise en place avec les entreprises situées à proximité immédiate de notre site dans un premier temps, étendue ensuite à l’ensemble de la région Normandie, puis Bretagne, avec cinq à six de nos principaux sous-traitants implantés dans ces deux régions limitrophes.
Dans le même temps, il convenait de résoudre la difficulté consistant à organiser les flux de livraisons destinés à la navette de ramassage. Ce qui dépendait, d’une part, de la planification des lots de fabrication des pièces chez nos fournisseurs et, de l’autre, des besoins en production sur nos lignes d’assemblage… La coordination et la synchronisation de l’ensemble de ces informations, depuis la prévision jusqu’à la mise à disposition, semblait insurmontable ! Une étude s’imposait. Allaient ainsi être abordés à partir d’entretiens approfondis, les contraintes et besoins respectifs du client que nous étions, aussi bien que ceux de nos principaux fournisseurs dans les différents corps de métiers concernés.
Chez nos fournisseurs, l’étude couvrait le système d’informations utilisé par chaque entité, les types de conditionnements et d’emballages et les tailles de lots de fabrication liées aux contraintes de matières à transformer ou de réglages d’outillages. De même, notre propre système d’informations était concerné. Notamment, comment s’organisaient nos prévisions et la programmation de la production, le mode d’approvisionnement et de mise à disposition sur les chaînes d’assemblage, ainsi que la variabilité supposée des besoins pour chaque référence de produit fini à assembler. Enfin, au niveau du transport, les moyens utilisés et le positionnement des stocks de part et d’autre importaient également.
Nous ne nous doutions pas alors que nous étions en train de jeter les bases d’un système d’expression des besoins et des approvisionnements ultramoderne. Nous l’utilisons encore au quotidien vingt ans plus tard, et il est capable de rivaliser avec des systèmes bien plus complexes de DDMRP25 ou d’expression des besoins pilotés par la demande, tels qu’ils sont prônés de nos jours et gérés par des logiciels sophistiqués. Or, à l’époque, internet n’en était encore qu’à ses balbutiements.
Nous venions de refondre en 1999 notre système d’informations complet sous Oracle Applications : depuis la gestion des commandes clients, des nomenclatures, des achats et des approvisionnements, jusqu’au contrôle des réceptions, de la facturation et du reporting financier de l’entreprise. Chaque semaine, le calcul MRP ou Materials Requirements Planning, suggérait à nos approvisionneurs les commandes à repositionner à des dates précises auprès de nos fournisseurs. Ce qui nécessitait de ressaisir souvent des avenants de commandes pour chaque référence de pièce (il peut y en avoir près de mille dans un produit à assembler !), afin de rectifier la quantité ferme à livrer pour une date fixée.
Un tel calcul, qui doit prendre en compte la mise à jour de nos plannings de production, les nomenclatures produits, les stocks disponibles dans nos murs, ainsi que les carnets de commandes en cours, ne pouvait se faire que de nuit, lorsque tous les mouvements matières sont figés. Lancé le lundi soir, ce n’est que le lendemain matin que tombait le résultat des manquants, rendant parfois nécessaire de réajuster le planning de production et de refaire tourner toute la simulation.
Impensable de nos jours, bien que souvent encore pratiquée dans nombre d’entreprises, une telle machinerie est fort consommatrice de temps et s’appuie sur des tonnes de listings papier sur lesquels le service approvisionnement s’arrache les cheveux…
« PriSme »
Le principe fort simple sur lequel allait désormais s’appuyer toute notre chaîne d’approvisionnement était celui du passage en stocks consignés.
La consignation de stock consiste en ce que un lot de pièces, bien que livrées chez le client, reste la propriété du fournisseur jusqu’à son utilisation sur les lignes de montage de celui-là.
Nous avons mis à profit ce principe, en décidant de substituer à nos commandes fermées (soit une quantité ferme à livrer à une date fixe) un système de commandes dites ouvertes, avec appels de commandes à six mois. Nous prendrions désormais un simple engagement de commande sur une quantité globale qui serait plus ou moins consommée dans les six mois à venir, sans engagement précis de délais.
Ainsi, nous n’aurions plus à saisir et à corriger maintes fois les dizaines d’appels de commandes échelonnés sur le semestre pour chaque référence de pièce. Nous nous engageons seulement à consommer par exemple un volume de 5000 pièces sur une échelle de temps qui peut être estimée à six mois plus ou moins deux mois, selon les fluctuations de nos commandes clients et donc de nos plannings de production.
Chaque appel de commande à six mois peut alors faire l’objet de renégociation du contrat d’achat, en quantité et prix. La subtilité consiste ensuite à laisser le soin à nos fournisseurs de nous livrer les pièces en question au rythme qui leur convient, en fonction de leurs propres contraintes de production : quantité économique de lancement, disponibilité d’une machine, priorité dans leur propre planning de fabrication, disponibilité matière, aléas de fabrication, etc. La seule contrainte est de ne pas mettre en rupture nos lignes d’assemblage.
Et c’est là qu’intervient le système que nous avons baptisé PriSme pour Programmation des Ressources Industrielles en Sous-traitance Mécanique et Electrique.
PriSme consiste à partager en toute transparence avec l’ensemble de nos partenaires les informations de stocks disponibles dans nos murs, ainsi que nos besoins en consommations à venir. Des colonnes successives permettent de visualiser, semaine par semaine, puis mois par mois, nos plans de productions déclinés ligne à ligne pour chaque référence de pièce à fournir.
Chacun des partenaires engagés dans la démarche peut alors consulter directement en ligne sur un lien internet dit « web fournisseurs », le tableau résultant de nos déclarations de productions quotidiennes. Pour chaque référence de pièces, sont affichés le stock restant, les besoins hebdomadaires pour le mois en cours, puis une prévision pour les trois mois suivants. La quantité positionnée en commande en-cours sur les six mois est également rappelée, suivie au besoin de la quantité indicative pour les six mois suivants.
Les cases hebdomadaires peuvent clignoter en rouge ou en orange selon que la quantité en stock arrive à épuisement à ce moment-là ou sur la semaine suivante. Le fournisseur sait alors à quelle date au plus tard il lui faudra livrer à nouveau un lot de pièces – dans la quantité qui lui convient, mais au moins suffisante pour couvrir les besoins exprimés et éteindre les cases clignotantes.
Les pièces livrées sont alors payées non plus à la réception comme cela se passe usuellement, mais à la consommation sur nos lignes de production. Ce qui, soit dit en passant, aurait été tout aussi bien le cas si le fournisseur avait produit et stocké chez lui un lot de fabrication d’avance pour profiter d’une capacité disponible… À la différence près que le lot de pièces livrées sitôt produites ne lui mobilise pas de surface de stockage, et qu’il peut alors mettre celle-ci à profit pour un usage productif. Il n’a pas non plus à se préoccuper d’investir dans un système de gestion des stocks de pièces prêtes à partir…
De notre côté, nous réceptionnons les pièces livrées dans un emplacement magasin dit de « stock consigné », sur lequel nous venons prélever au fur et à mesure de nos besoins en production. Un état récapitulatif de l’ensemble des sorties effectuées est alors issu à la fin de chaque mois à l’intention de chacun des fournisseurs. Celui-ci reprend pour chaque référence de pièces le stock en début de mois, les quantités livrées, les quantités consommées et, par voie de conséquence, le stock en fin de mois.
Cet état vaut avis de facturation mensuelle à émettre par le fournisseur, qui sera payée dans les 30 jours. Tout litige pouvant être émis par l’une ou l’autre des parties doit alors être résolu avant l’émission du prochain relevé à la fin du mois suivant.
PriSme a véritablement révolutionné nos façons de travailler. Répondant tout à la fois aux questions de simplification des flux administratifs et des flux logistiques physiques, il allait être étendu à partir de 2001 à plus d’une trentaine de nos fournisseurs représentant la grande majorité de nos achats.
Véritable lien entre une planification en flux poussés résultant d’un calcul MRP26 classique et une organisation en flux tirés issus d’une expression de besoins mise à jour au quotidien par les déclarations de production vraiment réalisées, cet outil fait encore ses preuves de nos jours et nous ne saurions nous en passer.
Quant à nos fournisseurs, parfois dubitatifs, voire réticents au départ, ils furent très vite convaincus par la souplesse et l’intérêt qu’un tel système apportait à leur propre organisation : libération de surface de stockage dans les zones d’expédition, visibilité des plannings de production client, possibilité d’anticiper sur des quantités économiques d’approvisionnement en matières premières, réservation le cas échéant des allocations de composants électroniques à délais longs, échelonnement des productions en fonction de leurs propres contraintes de fabrication, gestion des stocks et des relevés de consommations assurés par le client, possibilité d’interfacer et de télécharger nos besoins dans leur propre système de GPAO27.
Transparence des informations et confiance réciproque sont à l’origine de cette véritable révolution que nous avons mise en œuvre dès les toutes premières réflexions entre les membres de La Sphère. Nous ne cesserons de capitaliser par la suite sur cette relation privilégiée établie avec le cercle rapproché de nos partenaires.
Formations « PARI »
Nous avons vu précédemment comment ont été déployés les 5S, la Totale Productivité, la communication visuelle et l’implication de tous au sein du site de production de Dieppe.
Il nous paraissait désormais évident que notre propre performance passerait aussi par celle de nos sous-traitants partenaires. Aussi nous décidâmes de mettre en place une formation spécifique afin d’amener ceux-ci à découvrir ces principes d’organisation.
L’essence même de ces principes de management réside dans l’appropriation des outils pour en tirer le meilleur parti. Il nous semblait donc inadapté de vouloir en imposer la démarche. La question était plutôt de savoir comment s’y prendre pour qu’ils l’adoptent d’eux-mêmes.
La réponse, ou un embryon de réponse, allait nous être donnée par l’un des salariés de nos sous-traitants qui, en visite dans nos ateliers, marqua son intérêt pour les panneaux de communication où se trouvaient affichés les indicateurs de performance et la matrice de polyvalence d’un groupe de montage. Alors qu’il commençait à questionner le Leader et les opérateurs du groupe, l’intuition nous vint que la meilleure manière de transmettre ces savoirs et méthodes était de passer par ceux qui les mettaient en œuvre au quotidien sur le terrain.
L’idée des formations PARI pour Programme d’Amélioration de nos Ressources Industrielles était née. Le principe serait donc de constituer cinq modules de formation de deux jours chacun, soit dix jours de formation pour chaque promotion, à raison de deux jours par mois.
Chacun des modules allait porter sur les thématiques qui nous paraissaient les plus à même de contribuer à la performance de l’entreprise, à savoir : les 5S et la Totale Productive Maintenance, la mesure de la qualité par les indicateurs et les plans d’actions correctives, les activités de groupes (résolution de problème et amélioration continue), la formation sur poste et la polyvalence, ainsi que la communication visuelle. Ces modules seraient préparés et dispensés par des opérateurs, assistés dans leur préparation par des agents de maîtrise ou l’encadrement.
Du côté des sous-traitants, nous demandions la participation de deux membres par entreprise : un opérateur accompagné d’un agent de maîtrise ou d’une personne responsable méthodes ou qualité. Il était important pour nous de faire en sorte que ce soit bien les personnes de terrain qui pratiquent au quotidien (ce que les Japonais appellent Gemba28), qui puissent dialoguer entre elles, de façon à mettre immédiatement l’accent sur leurs besoins concrets.
Pour faciliter encore plus l’échange et l’acquisition des bonnes pratiques, chaque journée était décomposée en module explicatif le matin et en mise en situation l’après-midi, sur le principe même de notre méthode de formation en quatre points (je te montre / je t’explique / tu fais à ton tour / puis tu m’expliques ce que tu viens de faire). Chaque exemple était toujours illustré par une visite ou une démonstration en atelier sur le poste de travail de nos équipes.
Pour compléter l’ensemble, un module « Mise en place d’une démarche de progrès » consistait alors à demander aux deux apprenants de chaque entreprise d’élaborer avec le conseil de nos équipes un plan d’amélioration, une idée, un aménagement de poste, qu’ils souhaitaient mettre en place chez eux, comme atelier pilote d’expérimentation des méthodes et outils acquis. La validation de la formation de chaque promotion PARI était marquée par une journée plénière, durant laquelle étaient réunis à la fois les formateurs et les apprenants de la promotion en cours, ainsi que les dirigeants des entreprises participantes. Chaque binôme témoignait de ce qu’il avait reçu et présentait son projet : il était important que ces projets soient entendus et adoubés par les chefs d’entreprises respectifs, qui devaient alors prendre l’engagement de donner à leurs collaborateurs les moyens de mise en œuvre des actions planifiées.
Tous les six mois, il était proposé à l’ensemble des entreprises d’une même session, de visiter l’une d’entre elles. C’était une excellente occasion de valoriser les initiatives mises en œuvre au sein de cette dernière, dans une formule qui pouvait s’apparenter à nos visites TP.
Il y eut trois promotions PARI et une vingtaine d’entreprises formées, dans le cadre de ces échanges entre 1992 et 1996, tant dans les domaines du décolletage, du découpage fin, de l’injection plastique ou de l’électronique. Les résultats furent disparates, dépendant souvent de l’historique de l’entreprise. Nous avons constaté qu’il était souvent plus facile d’instaurer ces démarches dans des entreprises aux métiers relativement récents, tels que l’injection plastique ou l’électronique. Les réticences pouvaient être plus fortes dans des branches d’activité plus traditionnelles, telles que la mécanique, usinage, emboutissage ou découpage fin. Toutefois nous avons enregistré de grands succès auprès de la moitié des entreprises participantes ; certaines pratiquent encore plus de dix ans après ce qu’elles ont acquis à cette occasion. Souvent, c’est l’engagement sans faille de la direction et sa capacité à prendre du recul sur les urgences du quotidien qui ont fait la différence.
Les échanges culturels jouaient à plein. Autant nous avions pu bénéficier de transferts technologiques et organisationnels de la part du Japon, autant à notre tour nous en faisions bénéficier la sphère proche de nos principaux sous-traitants. Force était de constater les effets positifs de cette forme de mondialisation « horizontale » entre pays développés de l’hémisphère nord.29
- 23 – Source https://www.la-glass-vallee.com/
- 24 – On entend par données techniques l’ensemble des données de définition d’un ensemble ou produit : nomenclature, spécifications, plans et dessins issus de la Conception Assistée par Ordinateur, etc. Nous avions déjà dans l’idée d’échanger ces données sur une plate-forme partagée.
- 25 – Le Demand Driven Materials Requirements Planning ou DDMRP est une méthodologie de flux tiré multi-niveaux pour la planification et la gestion de stock.
- 26 – MRP : Materials Requirements Planning, méthode de gestion et de planification de production en flux poussé, basée sur les nomenclatures des produits et les prévisions de ventes pour calculer les besoins en approvisionnements.
- 27 – Gestion de Production Assistée par Ordinateur.
- 28 – Le Gemba est le principe fondateur de l’excellence opérationnelle : le terme japonais Gemba se rapporte à là où se déroule l’action, le terrain. Dans une usine, on pense bien évidement à l’atelier de production, mais les bureaux où sont traités les achats, la planification, le design, les ventes, sont également des Gemba.
- 29 – Charles-Albert Michalet, Mondialisation, la grande rupture, La Découverte, 2007.
Le «syndrome du cube» illustre la vanité des situations de blocage pouvant découler de l’attribution d’objectifs individualisés ou de missions exprimées de façon parcellaire, au détriment d’un dialogue constructif en vue du but commun à atteindre.
Qu’il s’agisse des difficultés liées à l’interculturel, d’écarts entre les exigences d’un donneur d’ordre et les capacités de son sous-traitant, ou encore de contradictions apparentes entre les intérêts de différents services au sein d’une même entreprise, l’écoute, la prise en compte du point de vue de l’autre et la reformulation des attentes sont primordiales pour lever les incompréhensions et progresser.
Plus généralement, la performance d’une entreprise est très dépendante de la composante essentielle que sont ses fournisseurs, sous-traitants ou partenaires. Il convient de s’enquérir de leurs besoins et il est utile de les accompagner dans une relation structurée selon leur importance, fabricants de pièces à plan versus distributeurs de pièces catalogues, ou l’interdépendance des chiffres d’affaire.
Des relations de cet ordre se construisent durablement sur des engagements mutuels, qui doivent être pris pour ainsi dire intuitu personae entre responsables opérationnels, engagés sur un même objectif de développement.
Alors, peuvent être lancés des chantiers portant sur une approche systémique et décloisonnée de l’entreprise : optimisation des flux physiques, planification des productions et des approvisionnements, simplification des flux administratifs, échange de données informatiques, etc.
Encourager le partage «d’expérience travailleur» entre les collaborateurs du donneur d’ordre et ceux de ses sous-traitants enrichit les liens entre les partenaires et démultiplie les résultats.
Dans tous les cas, transparence et fiabilité des informations échangées, confiance réciproque et conviction des dirigeants, sont les facteurs clés de réussite d’une telle politique.
Il s’agit là de faire de l’entreprise (ou de l’usine) un lien entre les personnes, tant en interne que vis-à-vis de ses parties prenantes.
Mondialisalisation du sourcing : l’entrée en jeu de la Chine
Le troisième jeudi de novembre est l’occasion de célébrer la sortie du beaujolais nouveau. Une tradition qui s’est largement répandue au fil des ans, tout particulièrement au Japon. Le pays du Soleil Levant est, en effet, le premier pays au monde à découvrir, chaque année, les arômes de fruits rouges et la saveur bananée du tout nouveau jus de la treille. Un privilège qui justifie à lui seul des vols de charters complets, chargés de palettes de beaujolais vers cette destination, dans les jours qui précèdent le lancement.
Les effets de marketing démesurés liés au beaujolais nouveau ont fini par dénaturer ce sympathique événement. Le propriétaire de l’une des plus grandes brasseries dieppoises me disait n’avoir cette année commandé que six bouteilles pour sa clientèle ! Mais il est vrai qu’ici, le beaujolais est supplanté par une autre fête populaire : c’est en effet le troisième week-end de novembre, soit seulement deux jours après la sortie du vin nouveau, que se tient à Dieppe la grande foire aux harengs et à la coquille Saint-Jacques.
Dès le Moyen Âge, la pêche au hareng apporte une grande prospérité à toute la côte. Vers l’an 1300, Dieppe approvisionne Paris en poissons frais par un service régulier de voitures qui sera ensuite connu sous le nom de « chasse-marée ». On raconte que la tradition de la foire aux harengs remonterait au XVe siècle. Au fur et à mesure que les bancs de poissons descendent du Nord le long des côtes à la recherche d’eaux plus chaudes, les foires aux harengs se succèdent tout au long du mois de novembre, du Tréport à Dieppe, puis de Saint-Valéry-en-Caux à Fécamp et Etretat. Dieppe est de loin la plus suivie de ces foires populaires, avec pas loin de cent mille visiteurs chaque année.
Cette tradition a été remise au goût du jour à partir de 1971 par quelques commerçants. Au départ simple fête entre voisins, la foire occupe désormais tous les pourtours des bassins portuaires, depuis l’extrémité du quai Henry IV jusqu’au quartier du Pollet qui lui fait face. Un quartier historique où se côtoient tous les métiers de la pêche autour de la criée. Tout le long des quais, prolongeant les devantures des bars et des restaurants, sont dressés des tentes, des chapiteaux, des terrasses avec tables et bancs pour accueillir les passants. Les barbecues sont de sortie et fument généreusement. Pour huit ou dix euros, vous pouvez déguster une paire de poissons grillés avec une ou deux pommes de terre et un bon verre de vin, blanc ou rouge ; il peut être de bon ton de déguster à cette occasion un petit verre de beaujolais !
Après s’être rassasié, il ne saurait être question de rentrer chez soi sans passer par « Les Barrières », le marché aux poissons. Il faut voir avec quelle dextérité les marins-pêcheurs et leurs équipages s’affairent à énucléer des pleins bacs de coquilles Saint-Jacques de première fraîcheur, vendues aussitôt à l’étalage, même si les prix pour l’occasion s’envolent un peu.
Le samedi soir, la foire bat son plein. Les bars s’animent, les feux de bois crépitent, les rues ne désemplissent pas. Dieppe, premier port coquillard de France, entend bien le rester et sa foire aux harengs et à la coquille Saint-Jacques y contribue. Dans un monde où les soubresauts économiques se font de plus en plus ressentir, rien ne saurait en perturber le cours… pas même le Brexit ! Le temps d’un week-end, les tensions avec les pêcheurs britanniques au sujet de la pêche à la coquille en Baie de Seine se font oublier. Ces derniers, en effet, faisant fi de la réglementation en vigueur sur nos côtes, avaient voulu devancer de plus d’un mois la date d’ouverture de la pêche au précieux coquillage, prévue au 1er octobre pour les pêcheurs du littoral de Dieppe, et pas avant le 1er décembre pour les abondants gisements de la Baie de Seine… La concurrence déloyale ayant été dénoncée sur fond d’affrontements maritimes violents, il fallait qu’un accord soit trouvé.
Yen fort et politique d’investissement
La période postérieure à 1990 a été propice à une politique d’investissements à l’étranger de la part de l’Empire du Soleil Levant vis-à-vis des États-Unis et de l’Europe. Jusque-là, il fallait compter plus de deux cents yens pour un dollar. À partir de 1990, la politique de monnaie forte menée par le Japon maintient durablement le taux de change entre 100 et 130 yens par dollar américain. La même tendance générale sera constatée plus tard vis-à-vis de l’euro. C’est donc à compter de cette période que les entreprises japonaises investissent massivement en Europe, tirant parti de cette politique monétaire agressive.
Sur le plan commercial s’opèrent coup sur coup les acquisitions d’Olivetti par Canon, de Gestetner par Ricoh-Nashuatec ou d’Océ par Minolta… Il n’y aura bientôt plus de fabricant européen de photocopieurs, ce qui finira par rendre totalement inopérantes les taxes anti-dumping.
À cette époque, Toshiba décide de renforcer son tout récent site d’assemblage, en lui adjoignant la production des encres toner en 1993 et un centre de distribution logistique pour ses produits et consommables en 1997.
Or, la production d’encres est une activité capitalistique qui s’appuie sur des investissements lourds en équipements, car le processus est complexe. L’investissement porte sur 100 millions de francs à l’époque (soit 15 millions d’euros) pour une première ligne de production. L’apport de nouvelles compétences va être nécessaire pour apprendre à industrialiser ces produits entièrement nouveaux pour notre site.
S’ensuivent de nombreuses créations d’emplois : nous passons progressivement de 120 salariés à plus de 300. Des recrutements de techniciens en mesures physiques, maintenance, conduite de machines, et d’ingénieurs généralistes ou qualité, renforcent nos compétences et expertises. Deux docteurs ingénieurs spécialisés en physique des poudres vont même nous rejoindre à cette occasion ! Entre 1995 et 1998, la capacité de l’unité toner triple pour atteindre une production supérieure à 1000 tonnes par an.
Les échanges culturels s’intensifient. À chaque démarrage d’une gamme de produits, copieur ou toner, nous recevons de nouveaux support members japonais. Issus du bureau de la R&D ou des services Méthodes de Production ou Qualité de notre usine-mère au Japon, ils viennent nous former aux nouvelles évolutions technologiques. En retour, nous envoyons certains de nos personnels de Production ou des Services Engineering et Qualité au Japon se former aux spécificités de chaque produit, pour qu’ils transmettent à leur tour ces connaissances à nos opérateurs.
Global Sourcing Localisation
Qui dit yen fort, dit aussi que les pièces qui restent d’origine japonaise dans nos produits et qui sont achetées sur une base yen, coûtent de plus en plus cher en monnaie locale.
Il faut donc que nous cherchions à optimiser nos achats en « localisant » le plus possible de pièces… C’est alors que nous lançons un nouveau programme, baptisé Parts Full Localisation (PFL) avec nos partenaires. Celui-ci se donne pour objectif d’atteindre un niveau de 85 % de part locale dans nos produits, bien au-delà des 40 % requis initialement par la Communauté Européenne.
Pour y parvenir, nous convenons de nous impliquer le plus en amont possible dans les phases de mise au point des produits par les services de développement au Japon. Il faut aussi que nous nous lancions dans la sous-traitance, non seulement des pièces mécaniques outillées telles que découpe-emboutissage ou injection plastique, mais aussi dans la réalisation de modules à plus forte valeur, tels que les cartes mères des photocopieurs, cartes d’alimentation ou moteurs pas à pas … Or ces derniers sont pour l’essentiel déjà produits en Asie du Sud-Est, Thaïlande, Malaisie et Chine, avant d’être importés en Europe. Très vite nous ne parlons plus de Parts Full Localisation mais de Global Sourcing Localisation (GSL).
En 1996, nous organisons un voyage d’étude en Chine avec nos partenaires de La Sphère. Ce voyage, qui durera huit à dix jours aux environ de Shanghai et des provinces limitrophes (régions de Anhui, Jangsu et Zhejiang) doit nous permettre de visiter plusieurs sites industriels et de trouver au besoin une trading company, qui se chargera d’être notre intermédiaire dans les prises de contacts avec des fabricants de faisceaux de câbles ou de moteurs en Chine pour nous approvisionner en Europe. Nous nous intéresserons aussi aux fabricants d’outillages pour l’injection de pièces plastiques.
Nombreuses sont déjà les sociétés à capitaux mixtes ou joint-ventures qui s’implantent en Chine pour bénéficier d’un coût de main d’œuvre très bas. La Chine a, en effet, commencé à mettre en œuvre sa nouvelle politique économique d’ouverture aux capitaux étrangers dès 1979, dans le but de développer et de moderniser le pays. Un pas décisif est franchi en ce sens avec la publication d’un code de réglementation sur les sociétés mixtes à capitaux chinois et étrangers. Dans le même temps, la création de quatre premières Zones Economiques Spéciales (ZES) est engagée, lesquelles sont destinées à accueillir dans des conditions privilégiées les investisseurs étrangers. C’est d’abord le cas dans les provinces du Fujian à Xiamen, du Guangdong à Shantou, puis à Shenzhen30 et Zhuhai, respectivement proches de Hong-Kong et de Macao.
Bénéficiant d’un taux d’imposition réduit, d’une exemption de droits de douane à l’import et à l’export et pouvant accueillir des entreprises à capitaux 100% étrangers, les ZES ont clairement une vocation d’exportation. Les terrains sont attribués à travers des concessions d’une durée de 25 à 50 ans à des prix plutôt attractifs. Les provinces qui les accueillent jouissent théoriquement d’une relative autonomie, mais le gouvernement central de Pékin reprend assez vite la main et constitue en 1982 le Bureau des ZES présidé directement par le Premier ministre. Celui-ci s’appuie bien évidemment sur les appareils et l’organisation du parti central.
Rapidement, la zone de Shenzhen s’impose comme la plus dynamique et la plus importante, grâce notamment aux importants travaux d’infrastructures entrepris de part et d’autre de la ligne ferroviaire menant de Hong-Kong à Canton. La proximité de Hong-Kong va également jouer un rôle primordial dans l’accès aux capitaux occidentaux, d’une part, et japonais, d’autre part. Mais un enjeu politique de taille pèse aussi dans la balance, puisqu’il s’agit pour la Chine de préparer rapidement la future intégration économique de l’ancienne colonie britannique, dont le bail conclu avec la Grande-Bretagne expire en 1997.
Premiers contacts en Chine
Pendant les dix jours que nous passons en Chine en 1996, nous visitons une quinzaine d’entreprises : fabricants de moules pour injection plastique, de connecteurs et de moteurs pas à pas, de décolletage ou d’emboutissage, de cartes électroniques, d’ordinateurs (déjà présents à Shanghai qui deviendra le centre de production mondial d’ordinateurs portables), de téléphones et de lecteurs vidéo…
Nous pouvons distinguer trois types d’entreprises :
• les entreprises d’État encore sous le joug d’une économie centrale planifiée, sans objectif réel de rentabilité,
• celles placées sous la tutelle des autorités régionales ou locales,
• les entreprises privées, le plus souvent issues de joint-ventures avec des groupes japonais, taïwanais ou occidentaux.
D’une manière générale, quand il n’y a pas un encadrement occidental ou japonais, les usines sont sales et peu efficientes, bien que suréquipées, et les travailleurs se sentent apparemment peu concernés par leur entreprise. Beaucoup de femmes, à la dextérité remarquable, sont présentes sur les machines ou sur les postes d’assemblage. Pas de circuits de flux de matières identifiés. Il semble évident que les Chinois cherchent avant tout à accéder au savoir-faire des entreprises étrangères. Peu inventifs à cette époque, ils se plient docilement à l’organisation de la production amenée par l’entreprise associée. Pour ce qui est du calcul de prix de revient, la démarche semble rudimentaire. Il faut compter quatre parts plus ou moins égales : une pour la matière, une pour la main d’œuvre, une pour la marge et la dernière en taxes.
Sept de nos partenaires de La Sphère nous ont accompagnés au cours de ce premier voyage de découverte. Aucun, à cette époque, ne se serait lancé seul dans une quelconque coopération avec une entreprise chinoise. Les contrats de joint-ventures sont, en effet, compliqués à monter et tous leurs aspects doivent être parfaitement bordés si l’on veut éviter de mauvaises surprises. Pour autant, les prix de revient des outillages importés de Chine sont 30 à 40 % meilleur marché que ceux fabriqués en France, même en y incluant les charges d’assurance, de transport et les taxes douanières. Toutefois, la qualité est encore très inégale, ce qui nous amènera dans un premier temps à choisir de travailler plutôt avec Taïwan et la Malaisie.
Voyages d’études en Europe de l’Est
La libéralisation de l’Union Soviétique entamée en 1985 par Mikhaïl Gorbatchev s’est étendue progressivement à tous les pays du bloc de l’Est. C’est le régime est-allemand qui s’effondre le premier à l’automne 1989. La réunion des deux Allemagnes est entérinée moins d’un an plus tard, le 3 octobre 1990.
L’Autriche, la Finlande et la Suède rejoignent l’Union Européenne en 1995, portant alors à quinze le nombre des pays de l’Union. Le 31 mars 1998, des négociations en vue de l’adhésion sont entreprises avec six nouveaux pays : Chypre, Estonie, Hongrie, Pologne, République Tchèque et Slovénie. Six autres suivront le 15 février 2000 : Lettonie, Lituanie, Malte et Slovaquie, ainsi que la Roumanie et la Bulgarie. L’élargissement est ratifié successivement en 2003 pour les dix premiers pays, puis en 2005 pour la Roumanie et la Bulgarie. Enfin, la Croatie les rejoint, avant la récente sortie du Royaume-Uni. En 2020, l’Union européenne compte 27 États membres.
L’ouverture de l’Europe de l’Est a entraîné de nouveaux investissements industriels vers ces destinations, alliant proximité géographique et croissance relativement forte. Au fur et à mesure des entrées respectives de ces pays dans l’Union Européenne, les formalités douanières se simplifient.
C’est donc tout naturellement que nous décidons dès 1997 de préparer un nouveau voyage d’étude avec les membres de La Sphère à destination de l’Europe de l’Est, afin de comparer les possibilités offertes par ces pays au regard de la Chine, Taïwan ou la Malaisie.
Certains de nos partenaires ont déjà entrepris des expériences en Pologne, Hongrie et République Tchèque, avec des résultats assez mitigés… Si les prix sont compétitifs, les délais de réalisation sont plutôt longs et le niveau technique moyen. En réalité, les Allemands utilisent à leur profit la majeure partie de la capacité de production de ces pays : on compte en 1998 plus de 2000 entreprises allemandes en Hongrie, pour moins de 350 françaises. Si bien qu’il est assez difficile pour un nouveau donneur d’ordre d’y pénétrer, à moins de proposer un volume de sous-traitance important ou d’être introduit par une autre entreprise déjà présente dans le pays.
Il est néanmoins possible de trouver des sous-traitants capables d’assurer le niveau de qualité requis, mais à condition de se déplacer souvent sur place. Le suivi par un chef de projet est obligatoire si l’on veut que les choses avancent normalement. L’un de nos partenaires nous rapporta par exemple avoir eu à subir un retard de quinze semaines sur la date de livraison d’un outil !
Notre voyage d’étude couvre quatre destinations : Hongrie, Tchéquie, Slovaquie et Pologne. Nous emmenons avec nous pas moins de onze participants, tous membres de La Sphère.
En Hongrie dominent l’électronique grand public, sous l’impulsion de grands groupes tels que Philips, ainsi que l’industrie automobile entraînée par Opel dès 1990, puis par Audi en 1991 et par le groupe japonais Suzuki en 1993. Nous visitons de très grandes implantations, telles que Videoton à Szekesfehervar, fabricant de cartes électroniques et de produits assemblés complets, ou Ecoplast à Sarvar. Toutefois, les découvertes les plus intéressantes concernent de petites PME de sous-traitance mécanique et plastique, privées et familiales, dotées d’une culture mécanique forte et d’une bonne technicité.
En Slovaquie cohabitent nombre d’entreprises résultant d’investisseurs autrichiens à la recherche de bas coûts de main d’œuvre et certains conglomérats issus de la domination soviétique. Ces derniers possèdent des ateliers suréquipés en machines, mais vétustes et sans activité. Le contraste est saisissant.
En Tchéquie et en Pologne, il apparaît clairement que la transition vers le libéralisme se fait dans la douleur. Nombre d’entreprises n’y sont pas préparées et semblent attendre passivement l’investisseur privé salvateur qui redonnera de l’activité et une part d’enthousiasme à des ouvriers visiblement désabusés.
Forts de ce premier tour d’horizon et profitant de l’avantage qu’offre la proximité de ces destinations par rapport à l’Asie, nous entreprenons un second voyage moins de six mois plus tard. Celui-ci est orienté vers la réalisation d’outillages et de pièces, avec remises de plans et demandes de chiffrage à l’appui. Nous débouchons dès lors très rapidement sur des coopérations en Slovaquie et en République Tchèque. Pas moins de cinq fournisseurs compétitifs en comparaison de Taïwan y sont identifiés. Nous engageons auprès d’eux l’usinage d’outillages de découpe et de moules d’injection plastique, ainsi que la production en sous-traitance de quelques références de pièces mécaniques.
Du « Global Sourcing » au « Global Low Cost »
Durant près de dix ans, entre 1998 et 2007, nous allons multiplier les missions de coordination vers ces nouvelles destinations, au fur et à mesure des lancements de nouveaux modèles.
L’un de nos techniciens est affecté à plein temps à ces missions. Il joue le rôle de coordinateur technique pour assurer le suivi de réalisation des outillages, principalement à Taïwan et en Slovaquie. Il convient en effet d’être très précis sur les spécifications requises, plus encore qu’avec nos partenaires en France. En particulier, nous devons spécifier les nuances d’aciers demandées pour les outillages, car toutes les qualités sont possibles, jusqu’à la pire qui soit et que nos sous-traitants ont pris l’habitude de qualifier d’acier « à ferrer les ânes ». La défiance de nos partenaires français reste toutefois tangible et la plupart ne souhaite pas risquer de transmettre leurs propres savoir-faire à cette nouvelle concurrence venue de l’Est. Une fois l’outil importé, certaines finitions ou ajustements restent à faire. Cela nous convient, puisque nous souhaitons confier à nos sous-traitants partenaires, essentiellement français, l’entière responsabilité des pièces à fabriquer avec ces outillages, tant sur un plan économique que qualitatif. Ainsi impliqués, les sous-traitants récipiendaires des outils nous accompagnent-ils le plus souvent lors de leur réception en Asie, non sans avoir été largement associés en amont à la définition des spécifications requises.
En définitive, nous réussissons à convertir nos partenaires à cette nouvelle approche, consistant à délocaliser nos outillages, afin d’en réduire les coûts d’investissement, tout en localisant de plus en plus la fabrication de pièces mécaniques en découpage fin ou injection plastique. La plupart des pièces de châssis métallique, la grande majorité des assemblages de pièces plastiques et la totalité des capotages sont désormais de fabrication locale. Les cartes électroniques, carte mère, carte d’alimentation ou tableau de bord, sont également fabriquées localement en France. L’usinage des rouleaux de passage papier est réalisé dans la vallée de l’Arve en Savoie, haut lieu du décolletage français. Les pièces d’optique et d’autres pièces techniques, telles que les tambours de reproduction copies ou les rouleaux chauffants de sortie papier, sont fabriqués en Allemagne.
Il n’est guère que les faisceaux de câbles électriques et les moteurs pas à pas qui restent encore approvisionnés depuis l’Asie, plus particulièrement de Chine du fait de l’important taux de main d’œuvre requis dans ces fabrications. En 2002, nous atteignons 87 % de part dite locale sur notre nouvelle gamme de photocopieurs.
Nous avons désormais l’ambition de nous impliquer de plus en plus en amont dans la phase d’industrialisation des produits faite au Japon. Le défi consiste à anticiper des demandes de modifications techniques avant même que le développement d’une nouvelle gamme ne soit finalisé, afin d’adapter certains détails de conception à nos processus de fabrication locaux. C’est par exemple le cas pour certaines épaisseurs de tôles, dont le standard est de 1,5 millimètre en France contre 1,6 au Japon. D’autres suggestions peuvent porter sur des rayons de courbure, des tolérances de formes, ou encore des équivalences de matières pour certains plastiques.
Nous instaurons, dans ce but, des revues de conception périodiques au démarrage de chaque nouveau modèle avec nos partenaires de La Sphère. Chacun décrit le processus qu’il pense adopter pour fabriquer une pièce. Les contraintes que lui impose telle ou telle spécification inscrite sur les plans japonais, sont passées en revue. Les adaptations souhaitées afin de réduire d’inutiles surcoûts de fabrication sont alors énumérées. De telles revues offrent l’occasion d’échanges enrichissants. Elles permettent aux uns d’appréhender la fonction attendue de chaque pièce et de ses interfaces dans l’assemblage d’un sous-ensemble. Elles apportent aux autres une meilleure connaissance des procédés de fabrication à mettre en œuvre.
Une telle ouverture d’esprit nous a conduit à des propositions innovantes sur la conception proprement dite, aussi bien que sur les processus de fabrication retenus.
Un bon exemple fut l’adaptation de la conception des touches bicolores des claviers pour qu’elles puissent être fabriquées en bi-injection. Les touches étaient en effet jusque-là constituées d’une embase, généralement de couleur écrue, à l’intérieur de laquelle un insert était rapporté manuellement pour les chiffres en gris. Pour les touches « print » et « clear-stop », les embases étaient respectivement de couleur verte et jaune avec des insertions blanches. Compte-tenu du coût de main d’œuvre impliqué par ces insertions manuelles pour chaque pièce, nous avions pris l’habitude d’approvisionner nos touches en Chine. Or, notre sous-traitant de pièces plastiques situé en Bretagne conçut un jeu d’outils permettant de réaliser ces touches automatiquement, en deux passes instantanées sur la même presse à injecter : plus aucune reprise manuelle ! Ce fut un cas unique où nous sommes parvenus à exporter en Chine nos touches de clavier locales, devenues alors moins chères qu’une production chinoise.
Nos partenaires comprenaient de mieux en mieux l’intérêt de s’impliquer en amont dans les étapes d’industrialisation des produits. Nous allions progressivement adopter une plateforme électronique d’échanges de documents techniques (nomenclatures, plans de pièces, propositions de modifications, comptes rendus de réunions, etc.) pour mieux coordonner nos travaux.
Durant toute cette période, nous avions convenu avec le Japon d’échanger nos compétences réciproques. Tous les trois mois, nous recevions un ingénieur du bureau d’études japonais. Auparavant, nous avions envoyé pendant deux ans l’un de nos techniciens au Japon pour travailler sur l’analyse de la valeur, tout en étant formé aux règles de développement rigoureuses qui y sont pratiquées. Mondialisation positive et échanges de connaissances allaient encore jouer à fond pendant quelques années.
Journées fournisseurs
En 2003, l’entreprise compte 330 salariés et emploie près d’une centaine d’intérimaires.
La production des encres toners ajoutée à l’activité d’assemblage des photocopieurs a été l’occasion d’une soixantaine de recrutements. Chaque fois que cela est possible, nous pratiquons le transfert de personnels d’assemblage vers des compétences techniques nouvelles en conduite de lignes de production, laboratoire de mesures physiques ou tests copies. De nouveaux fournisseurs viennent allonger la liste déjà longue de nos sous-traitants européens. C’est le cas de producteurs ou de distributeurs de matières premières allemands, espagnols et irlandais. D’autres matières plus fondamentales peuvent, quant à elles, être approvisionnées du Japon auprès du fournisseur d’origine ou encore des États-Unis. L’autre usine de production d’encres toner du groupe y est en effet implantée dans le Sud Dakota, un État où il peut faire plus de 40° Celsius l’été et -40° l’hiver.
Nos partenaires de La Sphère demeurent les membres d’un cercle désormais stratégique. Certains des autres sous-traitants fabriquent des pièces à plans, spécifiques, plus communes ou représentant des chiffres d’affaires moins significatifs. D’autres, enfin, sont fournisseurs de pièces catalogues, voire même distributeurs de pièces standards importées d’Asie… Mais, dans tous les cas, il nous semble important de partager avec tous, au moins une fois par an, notre perception des évolutions du marché, l’esprit de notre politique d’achats, nos changements de processus internes… Dans ce but nous instaurons un grand rendez-vous annuel : la Journée fournisseurs.
Cette journée s’articule en deux parties : la matinée, consacrée à nos fournisseurs, et l’après-midi, entièrement dédié au personnel, à l’occasion de ce que nous baptisons entre nous le « Show TP ».
Au cours de la matinée, l’accueil de nos invités et l’organisation sont assurés par l’ensemble du staff : acheteurs, approvisionneurs, qualité, engineering, production, finances et ressources humaines… Ceux-là mêmes qui sont engagés, à leurs niveaux respectifs de responsabilités, dans nos Chartes de partenariat.
Tout est matière à partage et retours d’expériences. Tous, partenaires de La Sphère, sous-traitants, fournisseurs ou distributeurs font désormais partie de la même entreprise étendue, avec un même objectif commun : faire fructifier les échanges issus d’une relation qui dépasse largement le cadre du seul intérêt économique de chacune de nos entreprises respectives. L’après-midi, le « Show TP » permet d’associer tout le personnel, staffs et opérateurs, à la démarche d’amélioration continue de l’entreprise. Un « Secrétariat TP » pluridisciplinaire d’une dizaine de membres en assure l’organisation, dans la continuité des « visites TP » qu’ils ont coordonnées tout au long de l’année (voir chapitre 3). Sont mis en valeur des groupes de travail exemplaires ainsi que les idées TP mises en œuvre dans différents secteurs d’activité. La meilleure idée de l’année est alors récompensée, contribuant ainsi à encourager cet esprit participatif.
Les 10 ans de La Sphère
Créée en 1994, l’association La Sphère réunissant nos principaux partenaires a poursuivi ses activités pendant plus de dix ans. Ses actions ont ponctué le déploiement d’une stratégie unique, presque expérimentale, mais en tous les cas exemplaire à plus d’un titre, de la consolidation des liens dans la relation d’un client avec ses fournisseurs.
Cette relation durable a été fondée sur la confiance mutuelle et sur une transparence fondamentale dans la recherche de compétitivité globale. Ainsi, nous connaissions dans le détail la décomposition de prix des pièces de chacun de nos partenaires. Cette connaissance permettait alors de mieux comprendre les difficultés qu’ils pouvaient avoir à atteindre nos objectifs de prix. La négociation devenait alors, non une épreuve de force, mais une recherche raisonnée de solutions alternatives. Certes, à cette époque, notre compétitivité commence à être chahutée sous l’effet de la concurrence venue de Chine. Cependant, nous avons su, pendant quelques années encore, tirer parti de cette « mondialisation ». Nous sommes montés en gamme, en basculant de la fabrication de copieurs analogiques vers des produits multifonctions digitaux. Nous nous sommes dotés d’un savoir-faire reconnu dans la production d’encres toner. Nous avons également réussi à multiplier la localisation de pièces en France, tout en investissant dans des outillages réalisés à moindre coûts en Asie ou en Europe de l’Est… Ce sont les valeurs d’engagement, de respect mutuel et de confiance incarnées par les dirigeants d’entreprises eux-mêmes, qui ont permis tout cela.
Je me souviens encore de l’exemple de ce grand donneur d’ordre de l’industrie automobile qui avait décidé de développer une politique d’achats agressive en pays low-cost. Il avait mis en place un programme de primes sur objectif, afin de récompenser les acheteurs qui atteignaient le meilleur ratio d’achats d’origine low-cost (Europe de l’Est, en l’occurrence). Que croyez-vous qu’il arrivât ? Des acheteurs « mercenaires », venus rejoindre l’entreprise pour s’y faire les dents, entérinèrent aisément les prix excessifs de telle ou telle pièce en provenance de Slovaquie ou de République Tchèque. Car plus le prix était élevé, plus leur ratio d’origine pays low-cost (donc leur bonus) augmentait !
À l’inverse, aucun membre de La Sphère, ni aucun de nos partenaires, n’eut jamais à se plaindre de notre relation. Le pourcentage de profit inscrit en bas de page de chacune des décompositions de prix était toujours respecté et ne faisait pas l’objet de discussion. Les économies issues d’idées d’améliorations proposées sur tel ou tel coût de fabrication étaient, quant à elles, divisées à parts égales. Cela suffisait à traduire concrètement les engagements de partage des fruits issus de notre relation contractuelle.
C’est dans cet esprit de collaboration étroite que nous avons célébré en 2004 les dix ans de notre association. Un anniversaire que l’un de nos partenaires membre de La Sphère et décolleteur dans la vallée de l’Arve – celui-là même qui avait conçu notre trophée – proposa de célébrer par une visite de deux jours en Haute-Savoie. Entre descente vertigineuse en tyrolienne au-dessus de 200 mètres de vide et dîner sur les bords du lac d’Annecy sous l’œil bienveillant du grand chef étoilé Marc Veyrat, ce fut un événement mémorable, clôturé par une visite sur le plateau des Glières, haut lieu de la Résistance, où quelques centaines d’hommes sous la conduite du lieutenant Morel furent bloqués durant l’hiver 1944 et dont la plupart y laissèrent la vie.
Cette riche expérience a contribué à renforcer plus encore l’esprit de corps qui nous unissait déjà. Et nous allions en avoir besoin ! Toshiba venait en effet de décider, à la suite de nombreuses autres entreprises japonaises, de se tourner vers l’immense et prometteur marché chinois pour y créer une toute nouvelle usine de production de photocopieurs, localisée dans la zone d’expansion économique de Shenzhen. Le site de Dieppe allait-il réussir à passer ce cap ?
- 30 – Michel Roy, «Shenzhen: une zone économique spéciale en Chine populaire», Revue d’études comparatives Est-Ouest, 1983.
De par leur dimension et leurs activités, certaines sociétés ou filiales de grands groupes évoluent naturellement dans un contexte international où la concurrence est d’emblée mondiale.
Face à l’abaissement des barrières douanières et au libre échange des biens et des capitaux, les politiques protectionnistes menées par les États deviennent inopérantes et les marges de manœuvre se resserrent : ce mouvement interpelle autant les stratégies des firmes globales que celles des entreprises locales ou des organisations publiques nationales et territoriales.
L’avènement du Marché unique européen peut offrir une alternative face à la concurrence exacerbée provoquée par le développement des Zones d’expansion Economique Spéciales en Chine. C’est le cas notamment, grâce à la proximité géographique et aux disparités de coûts qui existent encore, avec les Pays d’Europe Centrale et Orientale (PECO) ; d’autant que ces derniers disposent de compétences en outillages et fabrications mécaniques, particulièrement appréciées de nos voisins allemands.
L’investissement offensif dans des procédés de fabrication technologiques plutôt que de main d’œuvre, l’internationalisation de ses marchés, la montée en compétence des métiers, la participation en amont à l’innovation produit de ses clients et le global sourcing, sont autant de leviers à activer pour résister à l’inéluctable montée en puissance de la Chine et préserver une activité locale, le temps de se repositionner sur un nouveau business model.
Là encore, la loyauté des personnes et la solidité de l’engagement réciproque avec les parties prenantes sont essentielles pour réussir la construction d’une stratégie conjointe: plus que d’opportunisme, c’est bel et bien de résilience dont il est question !
Mondialisation, attention danger !
Philippe Ragault est l’un des tout derniers ivoiriers de France, si ce n’est le dernier. Son expérience pourrait être qualifiée de millénaire !
De son atelier situé rue Ango, en arrière du Quai Henry IV à Dieppe, se dégage une atmosphère quasiment irréelle. C’est un capharnaüm, une caverne d’Ali Baba. De multiples pièces sculptées s’y côtoient, de toutes tailles, de toutes époques. Le profane ne peut en saisir ni l’histoire ni le sens, mais Philippe les déchiffre pour vous. Il se saisit d’une statuette et la tourne sous vos yeux, entre ses doigts longs et fins, plus noueux que certaines de ces œuvres en ivoire.
Par exemple, celle-ci, d’origine allemande. Elle aurait été offerte en cadeau à un haut dignitaire d’ambassade. Exposée à côté d’Okimonos31 plus petits, cette autre pièce d’une quarantaine de centimètre de hauteur est japonaise. Quelques caractères kanji sont gravés sous le socle : Eternité, Maison, Sagesse. « Seul un proche de l’Empereur a pu oser ces mots », nous révèle Philippe. La Maison, Nihon, c’est le Japon. Le Japon, symbolisé également par trois Kamis, divinités ou esprits, représentés à la base de la statuette et qui soutiennent le reste du monde asiatique et ses dragons.
Philippe est un puits de connaissances, intarissable. Brillant autodidacte, il a accumulé son savoir au cours de soixante ans de pratique et de passion pour ce matériau fascinant. Il sillonne les plus grandes places européennes, sollicité par des musées ou quelques riches collectionneurs. Dans son antre, de nombreux livres côtoient autant de maquettes de bateaux en ivoire. Il sait y retrouver la page où figure la pièce qu’il vous décrivait à l’instant.
Depuis l’âge de sept ans, il a tout sculpté, mais dit apprendre encore. Il pèse désormais le moindre gramme de la noble matière qu’il travaille, du moindre copeau jusqu’à la moindre poussière. Car, depuis 1975, une réglementation drastique, encore renforcée en 2016, relative à l’usage de l’ivoire, risque fort de mettre fin à son art admirable.
Pourtant, Dieppe fut un temps la capitale française de l’importation et du travail de l’ivoire. Les artisans ivoiriers s’y comptaient alors par centaines, œuvrant dans une quarantaine d’ateliers
différents… Le château de Dieppe est riche de plusieurs milliers de pièces en ivoire. Qui saura à l’avenir les restaurer, les déchiffrer, les interpréter ? Philippe, dernier des Mohicans, a même interdiction de transmettre et d’enseigner son art. Les Chinois, quant à eux, pourront continuer à exporter leurs ivoires de moins bonne qualité, sans encourir de sanction efficace.
La Chine entre à l’OMC
Dès 1986, la Chine sollicite un agrément du GATT (General Agreement on Tarifs and Trade), qui fixe les politiques douanières des parties signataires. Elle souhaite devenir partie contractante des accords tarifaires mondiaux. Des négociations s’ouvrent alors pour obtenir l’engagement de la Chine à lever ses barrières commerciales spécifiques et à ouvrir son marché à un plus grand nombre de marchandises et de services étrangers. Non seulement elle doit réduire ses droits de douane mais s’engager aussi à réformer son système monétaire et à développer son système juridique.
Cependant, l’entrée de la Chine dans ce qui est entre-temps devenu l’OMC32 est loin de faire l’unanimité, tant parmi les dirigeants politiques que dans l’opinion publique chinoise. Pour les partisans de l’adhésion, celle-ci apparaît comme un moyen d’accélérer les restructurations et les réformes économiques, et donc comme une condition de la modernisation du pays et de sa croissance à long terme. Pour ses adversaires, prévaut le risque de voir exposer à la concurrence étrangère des secteurs étatiques jusqu’ici très protégés (commerce et distribution, télécommunications, banques et assurances). L’obligation de respecter les droits de propriété intellectuelle pourrait également mettre certains secteurs en difficulté.
Un accord sino-américain, signé en novembre 1999, marque un pas décisif dans le processus d’adhésion. Celui-ci porte sur la baisse des droits de douanes relatifs à un certain nombre de produits industriels. Dans les services, les banques étrangères sont par ailleurs autorisées à faire des opérations avec les entreprises et les particuliers. Les entreprises étrangères sont désormais autorisées à exporter, importer et vendre directement sur le marché intérieur. Cet accord bilatéral est suivi par un accord sino-européen en mai 2000. C’est enfin la conférence ministérielle de l’OMC à Doha au Qatar, en novembre 2001, qui entérinera l’adhésion de la Chine à compter du 11 décembre de la même année. Ce faisant, l’Europe et les États-Unis pensent s’ouvrir un marché de plus d’un milliard de consommateurs. Mais depuis son intégration, la Chine joue son propre jeu et prend une trajectoire différente de ce que les Occidentaux avaient imaginé.
L’erreur est d’avoir pensé qu’en Chine, le capitalisme d’État pourrait céder le pas au capitalisme de marché. La Chine garde en réalité le contrôle sur son économie. Grâce à la puissance financière publique accumulée depuis des décennies, l’État ne se préoccupe pas de rentabilité à court terme, si ses intérêts stratégiques y sont contraires. Ainsi se multiplient les distorsions économiques mondiales et les problèmes de surcapacité de productions, elles-mêmes soutenues par d’importants programmes de subventions publiques, à l’instar de ce qui se passe dans l’acier ou le verre.
Au bout du compte, après une première phase de restructuration et de modernisation importante, la Chine s’est désengagée assez facilement des principes du libre-échange qu’elle prétendait adopter. Si un effort de libéralisation de l’économie chinoise a bien été conduit, force est de constater que, depuis la crise financière de 2008, le poids des entreprises d’État n’a fait que se renforcer. La Chine a su, en outre, mettre à profit les transferts de technologies auxquels étaient soumises les entreprises occidentales qui souhaitaient s’y développer. Progressivement, les exportations vers les pays industrialisés de produits manufacturiers sophistiqués (électronique en tête) sont venues se substituer aux biens de consommation courants comme le textile et les chaussures. Saluant les accords qui, en 2000, devaient amener la Chine à rejoindre l’OMC, Bill Clinton déclarait qu’ils permettraient aux États-Unis « d’exporter leurs produits sans délocaliser les emplois ». Aujourd’hui, le ton a complètement changé et le président des États-Unis dénonce ce qui apparaît rétrospectivement comme un jeu de dupes. Ce qui semblait une si bonne affaire se révèle de plus en plus une dangereuse impasse.
Les centres de décision s’éloignent
À la fin des années 1990, et plus encore au début des années 2000, chacun tente de saisir l’opportunité que représente l’ouverture de ce qui s’annonce comme le plus grand marché mondial jamais connu.
De même qu’elles ont répondu vingt ans plus tôt aux taxes anti-dumping européennes, les entreprises japonaises se tournent comme un seul homme vers ce pays-continent pour y implanter leurs usines. Jusque-là, les implantations japonaises en Chine étaient plutôt orchestrées autour de plateformes de réexportation vers l’Europe et les États-Unis, en complément des capacités de production de l’archipel. Désormais, c’est l’éveil de la Chine à la consommation qui devient l’objet de la majorité des investissements japonais.
Toshiba ne déroge pas à la tendance générale. Dans un premier temps, comme cela avait été le cas en France, le groupe avait ouvert un bureau d’achats à Hong-Kong. Celui-ci servait de base avancée pour fournir les deux usines (japonaise aussi bien que française) en composants-clés, tels que moteurs ou faisceaux de câbles. Mais il était également chargé d’identifier un partenaire avec lequel contractualiser une joint-venture dans le but de s’implanter durablement.
C’est la Zone d’expansion Economique Spéciale (ZES) de Shenzhen qui est tout naturellement choisie pour accueillir un premier établissement à partir de 1993, sous le nom de Toshiba Copy Machines Shenzhen, qui passera ensuite sous le contrôle de la maison-mère en 1996. Modeste entité au départ, installée dans des locaux en location – ça ne vous rappelle rien ? – l’entreprise se développe alors rapidement.
Entre-temps, en Europe, l’ensemble des fabricants de photocopieurs européens sont déjà passés sous contrôle de grandes firmes internationales japonaises. L’année 2001 voit l’introduction des copieurs digitaux, où le transfert d’image optique à l’aide d’une lentille et d’un jeu de miroirs est remplacé par un laser. Malgré ces évolutions technologiques, le marché européen est progressivement saturé. Il devient désormais un marché de remplacement dont le potentiel de croissance est faible.
La conjonction de ces deux facteurs ne milite guère en faveur du développement d’entités européennes. C’est vers la Chine que se tournent les yeux des investisseurs du monde entier. Des capacités nouvelles de production y sont créées à tour de bras, à tel point que la moitié des exportations chinoises est le fait d’entreprises à capitaux étrangers. Bien qu’initiées plus tardivement qu’avec les États-Unis et l’Europe, les relations commerciales entre le Japon et la Chine s’amplifient rapidement à leur tour et chacun devient le premier fournisseur de l’autre.
L’usine du monde
Suite aux attentats du 11 septembre, les États-Unis laissent filer le dollar pour financer un effort de guerre pas comme les autres. La Chine devient le principal réservoir de croissance mondiale, tout en bénéficiant dans le même temps de la baisse du dollar qui rend encore plus attractifs ses coûts de production.
Poursuivant sa logique d’investissements en Chine, Toshiba développe entre 2001 et 2003 son propre site de production de copieurs à Fu Yong dans le district de Bao An au nord-ouest de Shenzhen. Celui-ci n’occupe pas moins de 50 000 m2 couverts sur trois étages.
J’ai eu plusieurs fois l’occasion de me rendre en Chine, et à Shenzhen en particulier, à partir de 2002. J’étais sidéré de constater, d’un voyage à l’autre, la vitesse à laquelle s’industrialisait la région.
À proximité de logements miséreux se dressent des hôtels et des centres commerciaux luxueux. À côté de quartiers hors d’âge sont implantées des zones de bureaux et de gratte-ciels, à l’image des plus grandes villes américaines. Pour se rendre à Fu Yong, il faut prendre le ferry de Kowloon à Shekou. Puis, du débarcadère, un taxi ou un minibus, selon le nombre de personnes, nous conduit sur près de 30 kilomètres au travers d’une ville champignon, alors en pleine expansion. Les double-voies goudronnées, bordées de trottoirs arborés et fleuris, laissent place à une route défoncée, pour finir bientôt par traverser ce qui n’est plus qu’un immense chantier en construction. Aux immeubles de la ville succède une file continue de petits commerces, ouverts côte à côte sur la rue. Sous leurs rideaux de fer et leurs enseignes frontales à grands caractères chinois, ils sont tous plus disparates les uns que les autres : ateliers de réparation de vélos ou de scooters, boutiques de vêtements, mais aussi de pièces mécaniques, de métaux en tous genres, d’électronique… Puis une succession d’aires de stockage de briques et de matériaux de construction. Bientôt, ce ne sont plus qu’échafaudages en bambou entourant des bâtiments en cours de construction. Une effervescence incroyable domine partout : véhicules disparates, vélos triporteurs ou motorisés, tous chargés à bloc, coups de klaxons, foule… Puis à nouveau défilent des routes et des usines. Des usines immenses, flambant neuves. Leurs grands murs sont tantôt recouverts de céramiques blanches, tantôt bétonnés et fraîchement peints, et leurs vitres bleutées s’étalent sur trois ou quatre étages. Tous les grands noms de l’électronique mondiale sont représentés. Des groupes d’ouvrières et d’ouvriers s’y pressent, chacun dans une tenue à la couleur de l’entreprise, grise, beige, bleue ou rose. C’est l’atelier du monde qui est en marche !
Une production très encadrée33
L’usine de Toshiba à Shenzhen est impressionnante. On accède à l’entrée centrale par un escalier de quelques marches, couvertes d’un large auvent de protection en demi-cercle, lui-même surmonté sur toute la hauteur du bâtiment par une grande baie entièrement vitrée. Pour renforcer encore le sentiment de fierté qui se dégage de cet ensemble, trois hauts mâts se dressent en avant de l’entrée, où flottent côte à côte les drapeaux du Japon, de la Chine et de la province du Guandong (anciennement Canton), là où se développe désormais la célèbre ZES de Shenzhen.
En arrière du bâtiment principal qui abrite la production, s’en trouve un autre plus petit, raccordé au premier par un large tunnel, dédié au stockage des matières premières et des produits finis. À l’autre extrémité du site se tiennent deux autres constructions, l’une servant de cafétéria, l’autre, sur sept étages, entièrement consacrée à l’hébergement des salariés. Loger sur place les salariés, au plus près du lieu de travail, est un service couramment proposé par les grandes firmes internationales, pour tenter de les fidéliser, en limitant leurs coûts de transport, d’hébergement et de restauration.
Dès sa création, près de 1000 employés sont embauchés sur le site et encadrés par une douzaine de managers japonais. Une forte proportion de femmes, majoritairement très jeunes, probablement proches de vingt ans… Ils seront près de 3000 quelques années plus tard.
L’usine tourne 24 heures sur 24 et six jours sur sept… en deux rotations de douze heures chacune ! On comprend mieux, dès lors, pourquoi il est appréciable de vivre sur place dans ces immenses dormitori qui jouxtent la plupart des usines. Après un rapide déjeuner, une marée humaine défile devant les éviers qui longent la cafétéria pour laver son bol métallique et ses baguettes avant de retourner travailler…
Le coût de la main d’œuvre est l’atout majeur en Chine : les salaires y sont alors de l’ordre de cent dollars par mois pour un opérateur, auxquels s’ajoutent les charges. Celles-ci varient, selon les entreprises et leur localisation, entre 30 et 60 %. Certains avantages annexes sont octroyés aux salariés tels que le transport, la présence d’une cantine ou d’un dortoir sur place. Ces services peuvent encore multiplier par deux ou trois
le coût effectif du travail pour l’entreprise, mais l’écart demeure encore énorme avec celui pratiqué en France ou au Japon.
La législation du travail est elle-même peu contraignante. Par exemple, une semaine de préavis suffit pour un licenciement, sans qu’il soit question de prime de départ ou de précarité.
La main d’œuvre n’est pas seulement bon marché, elle est aussi habile, jeune et appliquée. Les Chinois savent parfaitement (en apparence du moins) se soumettre à une organisation imposée par des investisseurs étrangers : longues lignes d’assemblage, temps de cycles courts, opérations répétitives… Très souvent, un agent d’encadrement suit un groupe d’une dizaine d’opérateurs penchés sur la ligne en blouse bleue ciel et calot. Il surveille les opérations en cours : cadence, qualité, concentration, bavardages, tentatives de vol de composants.
La plus grosse difficulté des entreprises implantées dans la ZES de Shenzhen réside dans le turnover important du personnel. Partis chaque année en congés à l’occasion des fêtes du Nouvel An chinois, nombre de salariés formés pendant plusieurs semaines, voire plusieurs mois, se laissent séduire pour quelques dollars de plus par l’entreprise voisine. Il est alors nécessaire de tout reprendre à zéro avec de nouveaux recrutements.
Bientôt, sous la conduite d’un nombre toujours croissant de managers japonais, la production s’organise :
• mise en place d’un système informatisé de déclarations en douanes, permettant de traiter en quelques heures ce qui auparavant pouvait nécessiter plusieurs jours,
• gains de 30 % de productivité par réaménagement des lignes d’assemblage,
• approvisionnement des pièces, rotation des livraisons et réduction des stocks,
• fabrication en interne des composants les plus volumineux ou les plus critiques,…
La machine japonaise est en marche, même si la méthode s’avère beaucoup plus directive que celle que nous avions connue dans notre usine européenne. Très rapidement, les volumes de production augmentent, passant de 80 000 copieurs assemblés sur le site initial en 1996 à plus de 200 000 en 2002.
Restructuration au Japon
Dans le même temps, à partir de 1999, la maison-mère regroupe au Japon sa division impression bureautique qui comprend les lignes de produits d’impression code à barre, fax et imprimantes laser, dans une filiale à parts égales entre Toshiba et TEC Corporation.
Le site historique japonais de Yanagicho Works, situé à Kawazaki, entre Tokyo et la baie de Yokohama, vient de célébrer ses soixante ans. Presque autant que la ville de Kawazaki, fondée en 1927, qui a bien du mal à se trouver une identité propre, tant elle est fondue dans l’agglomération toujours plus dense de Tokyo-Yokohama.
Le site de Yanagicho Works n’est pas seulement dédié aux productions de copieurs à papier ordinaire, d’imprimantes laser ou de lecteurs de disques
optiques. Il assure aussi la fabrication de différents équipements d’automation, tels que des systèmes de tri automatique du courrier ou de distributeurs et composteurs automatiques de tickets de train. Ce n’est pas qu’un site de production, il regroupe également les fonctions de R&D, conception, industrialisation, maîtrise de la qualité, marketing et prévision de la demande. Une telle pluralité de compétences associée à des stratégies d’innovation permanente ont longtemps permis d’assurer le succès industriel du Japon. Face à la concurrence accrue dans les métiers de l’électronique, la proximité du marketing, du développement et de la fabrication autorise une réactivité plus grande qu’un découpage plus conventionnel des tâches entre différents sites.
Plus récent, le site de Mishima, fondé en 1962, produisait à l’origine des lampes et équipements d’éclairage. Dans les années 1970, il s’engage dans la fabrication de terminaux de paiement et de systèmes d’impression matricielle, puis d’impression codes-barres et laser à la fin des années 1980. Le développement et l’assemblage de télécopieurs complètent ensuite cette gamme de produits.
La ville de Mishima est située dans l’environnement très agréable de la préfecture de Shizuoka, à l’entrée du parc national de Fuji-Hakone-Izu. Elle bénéficie de sources aux eaux pures provenant de la fonte des neiges du mont Fuji, et jouit également d’une végétation abondante, depuis les contreforts du mont Hakone jusqu’à son centre-ville. Fière d’une longue histoire, Mishima prospère depuis la création de la ligne de Shinkansen Tokaido, qui relie Tokyo à Kyoto.
Pour des raisons de coûts, il est décidé de céder le site de Yanagicho Works et de regrouper l’ensemble des activités à Mishima. Cette restructuration à partir de janvier 2002 dans le nouveau Mishima Business Center de Toshiba-TEC va provoquer un véritable séisme au sein du groupe.
Progressivement, les productions de photocopieurs multifonctions ne cesseront plus d’être transférées de l’usine japonaise vers le site chinois de Shenzhen, au fur et à mesure des nouveaux lancements de gammes. En 2005, il ne reste plus à Mishima que l’assemblage des équipements destinés au seul marché domestique japonais…
Mishima reste toutefois le principal centre de R&D du groupe, rassemblant en un seul lieu toutes les équipes de conception et de qualification des équipements d’impression. Le site va même développer de nouvelles compétences dans la fabrication de têtes d’imprimantes à jet d’encre de très haute technologie.
Pendant ce temps-là, en France…
Après avoir investi dans la production d’encres toner pour l’ensemble du marché européen, notre site poursuit son développement en Normandie avec la construction en 1997 d’un Centre Logistique à vocation européenne.
L’ensemble s’étend sur quinze hectares de terrain situés sur les hauteurs de Dieppe et est composé de trois bâtiments totalisant 40 000 m2 couverts. Un site avec une vue imprenable sur la mer, dont l’architecture moderne se fond parfaitement dans le paysage du littoral normand : façade blanche très largement vitrée, huisseries métalliques fines de couleur rouge, bandeau noir en devanture, toiture en bac acier, menuiseries aluminium sur les flancs, eux-mêmes vitrés. L’effet est d’autant plus plaisant qu’en avant du bâtiment principal de 18 000 m2, une cafétéria lumineuse ouvre sur un petit jardin japonais agrémenté de bancs.
L’activité d’assemblage de photocopieurs multifonctions s’est développée jusqu’à concurrence de 60 000 machines par an, sans toutefois atteindre l’objectif de 100 000 équipements pour lequel le site avait, à l’origine, été dimensionné. Nous produisons, pour l’ensemble du marché européen, la quasi-totalité de la gamme d’équipements bureautiques de la marque.
La production s’organise autour de deux grandes lignes d’assemblage final, pour une capacité moyenne de 130 à 160 machines par jour chacune. Chaque ligne comporte deux longs convoyeurs parallèles d’une vingtaine de postes de travail. Sur un bras est réalisé l’assemblage proprement dit, sur l’autre les réglages électriques, réglages copies et l’inspection finale, avant emballage individuel automatique dans des caisses cartonnées. En amont de ces deux lignes, se trouve la zone de préparation des différents sous-ensembles organisée en petits îlots de cinq à dix opérateurs.
De l’autre côté du grand mur coupe-feu, qui sépare le bâtiment en deux, s’étend la zone de stockage des quelques 2000 références de pièces détachées, pour la plupart achetées localement auprès de la soixantaine de sous-traitants ou partenaires de La Sphère. Toutes les opérations de stockage et de déstockage sont enregistrées en temps réel par lecture de codes à barres afin de tenir le stock à jour. Certaines pièces sont regroupées sur un poste avancé appelé Marshalling34, avant que les kits ne soient eux-mêmes acheminés par chariots vers les zones d’assemblage. Chaque zone est identifiée par un code de couleur et chaque poste de travail numéroté. Les chariots portent un panneau permettant d’identifier les postes de travail d’origine et de destination par leurs codes couleur et numéros respectifs. Ainsi même un novice sait immédiatement acheminer correctement les pièces d’un poste à l’autre.
Tous les services connexes à la production sont regroupés dans des bureaux en open space en avant du bâtiment : d’un côté Engineering, Qualité,
Achats et Approvisionnement, de l’autre Ressources Humaines, Finances et Service Informatique. L’ensemble de ces services est mutualisé entre les différentes activités du site : assemblage copieurs, production toners et distribution logistique. Ce qui permet non seulement d’en limiter les coûts fixes mais de favoriser les synergies.
La production des encres toner est aménagée dans un deuxième bâtiment de 12 500 m2. Les lignes de production sont constituées de différents modules : pesée, mélange, broyage et classification des tailles de particules. Le tout est alimenté par une imposante centrale d’air comprimé. La première de ces lignes avait été importée clés en main du Japon. Nous avons ensuite progressivement acquis les compétences nécessaires pour industrialiser nous-mêmes la conception, le choix des équipements et le montage des lignes suivantes.
Du fait des importants moyens industriels qu’elle requière, la production des toners est organisée en trois équipes et fonctionne en continu du lundi matin six heures au samedi matin. Un important travail de laboratoire, tests copies et mesures physiques, est requis pour qualifier les lots de production. Nous avons donc recruté deux ingénieurs, docteurs en physique des poudres, l’un pour la partie processus, l’autre pour la surveillance qualité. Cette spécialité encore rare en France s’est développée notamment à l’UTC de Compiègne et à l’École des Mines d’Albi, pour les besoins croissants de l’industrie pharmaceutique et des peintures en poudre. Nous avons acquis ainsi une forte reconnaissance d’expertise dans ce domaine, aussi bien
de la part de notre usine-mère japonaise que de l’unique autre usine de production toner du groupe située aux États-Unis.
Pour ce qui est de la logistique, nous assurons la distribution de nos produits copieurs et toners directement sur l’ensemble du marché français. Nous réapprovisionnons, selon leurs besoins, les magasins régionaux des distributeurs, filialisés ou non, sur l’ensemble du pays. C’est la filiale commerciale France, basée initialement à Puteaux dans les Hauts-de-Seine, puis à Rueil-Malmaison, qui détient le stock et en gère le niveau, en nous passant ses commandes prévisionnelles. Nous sommes donc prestataire logistique pour son compte.
Sur le plan européen, la question de la logistique fera longtemps l’objet de débats entre les partisans d’un Centre de Distribution Européen (EDC) centralisé et les adeptes d’un rattachement de la distribution à la production.
Ainsi, hors marché français, nous organisons une navette quasi quotidienne pour approvisionner en copieurs et en toners un autre centre logistique situé en Allemagne. Celui-ci est opéré par un prestataire d’origine japonaise. Ce stock est la propriété du siège européen situé à Neuss en Allemagne, à proximité de Düsseldorf. Dès le milieu des années 1950, la ville de Düsseldorf est devenue une véritable base d’accueil pour les sièges d’entreprises japonaises en Europe. Pas moins de 500 entreprises y ont élu domicile, attirées au départ par la forte capacité industrielle de la vallée de la Ruhr. La ville a su par la suite se doter d’infrastructures d’accueil : Chambre de commerce japonaise, écoles, centre bouddhiste et soutien à la communauté japonaise grandissante. Des vols directs depuis Tokyo y sont accessibles et la ville organise désormais chaque année une « journée du Japon » pour entretenir ce lien.
Il a fallu batailler fort pour faire admettre que la distribution sur le marché français reste assurée par nos soins. Devoir transiter par le Centre de Distribution allemand pour revenir en France était pourtant irrationnel… même si, vu du Japon, le centre de l’Europe se situe Allemagne !
Passage d’une production CKD à SKD
À partir de 2003, nous allons subir l’impact du développement de l’usine de Shenzhen. Tous nos efforts avaient jusque-là été tournés vers le développement des approvisionnements locaux de pièces nécessaires à l’assemblage de nos produits. Nous parlions d’assemblage en Completely Knocked Down ou CKD35. Une nomenclature de photocopieur au format A3 ne compte pas moins de 1000 pièces détachées de références différentes, qu’il faut constituer en sous-ensembles fonctionnels. Lesquels sont ensuite assemblés en produits finis sur les deux lignes d’assemblage principales, comme vu précédemment.
Nous comptions une centaine de fournisseurs, sous-traitants et partenaires membres de La Sphère. Nous avions lancé successivement plusieurs groupes de travail avec ces derniers pour faire monter notre part d’achats locaux à plus de 85 %, tout en minimisant les investissements dans les outillages. Diverses missions en Chine, puis en Europe de l’Est, nous avaient permis de rester compétitifs dans ce domaine (voir chapitre 5).
Las, avec la suppression des taxes anti-dumping, c’est désormais le prix des pièces elles-mêmes qu’il s’agit de rendre compétitif vis-à-vis de la concurrence chinoise. L’enjeu est de taille ! Nous allons alors jouer la carte de la globalisation et constituer un groupe de travail conjoint avec les deux usines de Mishima et de Shenzhen. Avec Mishima, une étude comparative est entreprise sur les approvisionnements de composants électroniques et pièces catalogues ou consommables entrant dans la conception des produits. Avec Shenzhen, ou plus précisément avec le bureau d’achats situé à Hong Kong, nous diligentons une prospection plus large auprès de fournisseurs chinois pouvant être consultés en commun sur des volumes globaux.
Le contexte mondial, lié successivement à l’entrée de la Chine dans l’OMC, puis à la suppression des taxes anti-dumping européennes et pour finir à une évolution défavorable du taux de change dollar-euro, nous contraint à partir de 2004 à envisager une production de nos futurs modèles en SKD (Semi Knocked Down). La montée en gamme vers des copieurs de 35 à 45 pages par minute, mais dont les volumes de production sont moindres, ne laisse que peu de possibilités d’investir dans des outillages locaux. Pour les produits intermédiaires, dont les productions sont encore partagées pendant un temps entre nous et l’usine de Shenzhen, nous devons impérativement minimiser les coûts de production des pièces. Les produits d’entrée de gamme, quant à eux, seront inéluctablement fabriqués en Chine…
Ces incertitudes nous conduisent aussi à veiller à ne pas peser trop lourd dans le chiffre d’affaires de nos principaux sous-traitants. Il en va de notre responsabilité de donneur d’ordre, devenu historique pour un grand nombre d’entre eux. Comme nous les avons aidés à s’ouvrir à l’international, ils ont gagné en compétitivité et en visibilité, et sont désormais mieux armés pour partir à la conquête de nouveaux marchés et de nouveaux clients.
Concernant les outillages, nous avons été amenés à dupliquer certains d’entre eux chez le même outilleur chinois que l’usine de Shenzhen, afin de bénéficier d’économies d’échelle. Dans de nombreux cas, la solution consistait de plus en plus à faire venir de Chine des sous-ensembles fonctionnels entièrement assemblés. Ce qui nous permettait de bénéficier à la fois du faible coût de main d’œuvre et du faible cours du dollar par rapport à l’euro. Dollar, sur lequel était indexé à parité quasiment fixe le yuan, ou renminbi (monnaie du peuple), entre 1994 et 200536.
Ce passage du CKD en SKD a eu pour conséquence de réduire nos besoins en achats et approvisionnements locaux. Il abaissait aussi directement chez nous le temps d’assemblage de ces sous-ensembles, qui seraient désormais achetés en Chine. Fin 2003, vit donc l’unique plan social de notre histoire, par lequel 32 salariés furent licenciés ou reclassés. Nos acheteurs et approvisionneurs furent concernés, aussi bien que des opérateurs en atelier. Ce faisant, nous avions pris de court nos actionnaires japonais, qui, sans cela, auraient pu nous imposer par la suite une saignée plus importante.
Les relations tissées entre les membres de La Sphère ont donc peu à peu évolué, du fait de l’environnement mondial qui pesait sur nous. Nos efforts étaient désormais concentrés sur les objectifs économiques à court terme de l’usine de Dieppe.
- 31 – L’okimono et le netsuke sont des statuettes réalisées le plus souvent en ivoire. Tous deux puisent au répertoire des déesses et des dieux nippons, du bestiaire animalier et des petits métiers japonais.
- 32 – Organisation Mondiale du Commerce – Source : Nicolas Occis, « Les enjeux de l’adhésion de la Chine à l’OMC », Politique étrangère, 2001.
- 33 – Voir à ce sujet, Marc Humbert (dir.), « Implantation des firmes japonaises en Chine. Des enseignements pour les entreprises françaises », Centre de Recherches sur la Culture japonaise de Rennes, Observatoire des Stratégies Industrielles, Direction Générale des Entreprises.
- 34 – Marshalling : terme anglais désignant une gare de triage. En processus d’assemblage, il désigne un poste de travail avancé en magasin permettant de prélever directement des pièces en stock et de les constituer en kits pour approvisionner une ligne d’assemblage.
- 35 – CKD. Le terme trouve son origine dans l’industrie automobile et fait référence à une forme de production de véhicules où le constructeur exporte ou approvisionne des pièces détachées, qui sont assemblées en un véhicule fini dans le pays d’importation pour y être vendu. En plus des pièces individuelles, des véhicules partiellement préfabriqués peuvent être réalisés en Semi Knocked Down (SKD), dans le cas où l’assemblage final est réalisé à partir de sous-ensembles importés.
- 36 – En juillet 2005, le régime chinois fait passer l’ancrage du yuan sur un panier de devises composé de dollars, d’euros, de yens, et de wons coréen, avec une légère réévaluation du yuan de 2,5 %. Ce sont toutefois toujours les autorités qui définissent le taux de change officiel, ce qui laisse subsister une interrogation sur la composition du panier de devises.
«L’usine Monde» se développe rapidement en Chine sous l’effet d’une politique favorisant les investissements à capitaux étrangers dans des Zone d’Expansion économique Spéciales, dont la plus dynamique est située à Shenzhen, au nord de Hong-Kong.
À des coûts de main d’œuvre avantageux s’ajoutent une législation du travail peu contraignante et des distorsions monétaires induites par la forte chute du dollar US suite aux attentats du 11 septembre.
La mondialisation et les délocalisations qui en découlent sont accélérées par les distorsions qu’entraîne le capitalisme d’État pratiqué par la Chine à compter de son entrée dans l’OMC en décembre 2001, et plus encore avec la crise de 2008 qui met définitivement fin à un pseudo effort de libéralisation de l’économie chinoise!
La moitié des exportations chinoises est le fait d’entreprises à capitaux étrangers, et les transferts de technologie auxquels sont soumises les entreprises occidentales alimentent la réexportation massive vers les pays industrialisés de produits manufacturés à plus forte valeur ajoutée.
Les centres de décisions s’éloignent, les grands groupes se restructurent sous la pression d’une économie de plus en plus financiarisée et réorganisent leurs chaînes logistiques devenues mondiales autour des plus grandes places portuaires et maritimes.
De ce point de vue, l’Allemagne tire son épingle du jeu du fait de sa situation géographique centrale à proximité du port de Rotterdam et grâce à une politique longtemps favorable à l’accueil des sièges sociaux d’entreprises japonaises en Europe.
Avec la fin des taxes anti-dumping européennes, la résistance initiée sur le plan des outillages ne suffit plus et doit se déplacer vers les achats de pièces low cost, voire de sous- ensembles complets (SKD) en provenance de Chine, pour préserver un temps encore l’assemblage final, et les compétences qui y sont associées, en France.
Ce faisant, plus qu’une logique mortifère de réduction des coûts, c’est la notion de valeur ajoutée produite qui doit prévaloir pour défendre les implantations locales face au risque de délocalisation.
Agilité et résilience
Abritée par de hautes falaises, Dieppe s’étend sur les deux rives de l’Arques, qui a creusé son lit dans le plateau crayeux du pays de Caux. Le nom de Dieppe proviendrait, dit-on, de l’anglais « Deep », qui signifie profond : l’emplacement deviendra, très tôt dans son histoire, un port maritime de première importance, car accessible à toute heure de la marée.
Durant plusieurs siècles, Dieppe fut un port de pêche et de commerce investi par les Normands ; il devint à partir de 1364 le lieu de départ d’expéditions vers les côtes africaines du Cap-Vert et jusqu’aux mers les plus lointaines du globe. Des marins d’exception s’y sont illustrés sous tous les horizons : Jean de Béthencourt fonde en 1402 le royaume des Canaries ; en 1488, Jean Cousin découvre le Brésil ; Jean Ribaud explore la Floride en 1562 ; Gabriel de Clieu introduit la culture du caféier aux Antilles… Mais le plus célèbre de tous reste Jehan Ango.
Jehan Ango naît en 1480, d’une famille de marins, d’armateurs et de marchands rouennais, venus s’installer à Dieppe au milieu du XVe siècle. Son père lui apprend très tôt la maîtrise des vents et des courants, ainsi que le tracé des cartes. Adolescent, il accompagne Jean Cousin vers les côtes d’Amérique du Nord et de Terre-Neuve. Au décès de son père, il hérite de sa fortune, qui lui permet d’entrer dans le cercle des plus grands armateurs de France. Esprit frondeur et fervent partisan de la liberté de naviguer sur les océans, Jehan Ango défend par les armes le droit fait à la France de commercer. Il s’illustre tout particulièrement dans la lutte contre la position de monopole de l’Espagne et du Portugal, lesquels considèrent propriété de leurs royaumes respectifs toute nouvelle terre découverte par eux à travers le monde.
Il fonde avec d’autres pairs et commerçants rouennais une compagnie marchande dont la flotte imposante va sillonner les mers : de Terre-Neuve au Brésil, des côtes de Guinée jusqu’à Sumatra, où naviguèrent les frères Parmentier à bord de son navire La Pensée.
Le roi François Ier lui accorde une lettre de marque qui l’autorise en toute légalité à attaquer et piller les navires espagnols et portugais. Ango décuple notamment sa fortune en 1522, lorsque l’un de ses capitaines, Jean Fleury, met la main sur les trois galions espagnols de Hernan Cortès, transportant le somptueux trésor de Cuauhtémoc, dernier empereur aztèque. Puis, il finance en 1523, deux Florentins, les frères Verrazano, qui à bord de leur navire La Dauphine découvrent la côte est de l’Amérique et fondent un comptoir sur le site même qui deviendra plus tard New-York.
Sa fortune lui permet d’apporter sa contribution à la rançon astronomique exigée par Charles Quint en échange de la libération de François Ier vaincu à Pavie. Il fait construire un hôtel particulier à Dieppe, remarquable par sa façade de chêne sculpté, puis un magnifique manoir sur les terres de Varengeville-sur-Mer. Humaniste et grand amateur d’arts, Jehan Ango se fait aussi mécène. Il accueille volontiers poètes, sculpteurs, artistes et musiciens en son domaine. Il convie même un certain Léonard de Vinci pour agrémenter de fresques la grande galerie et la loggia de sa résidence d’été à Varengeville. Il décide encore d’agrandir le château de Dieppe, devenu musée de collections d’ivoires sculptées. Il orne enfin la nef de l’église Saint-Jacques de chapelles à l’italienne. Il devient le protecteur de l’abbé Desceliers, cartographe et fondateur de l’hydrographie française. Gouverneur et Vicomte de Dieppe, c’est encore Ango qui propose au roi la construction d’un port à l’embouchure de la Seine, qui deviendra Le Havre. Il contribue également au développement des ports de Rouen et Honfleur.
C’est malheureusement à tort qu’il choisit de financer à fonds perdus la guerre de François Ier contre Henry VIII d’Angleterre. Cette guerre de trop voit sa flotte décimée par les Anglais en 1545. Il meurt six ans plus tard, ruiné et attaqué de toutes parts par ses associés, ne bénéficiant plus dès lors du soutien infaillible du roi lui-même décédé quelques années plus tôt.
Le corps de Jehan Ango repose aujourd’hui en l’église Saint-Jacques de Dieppe. Encore de nos jours, on nomme la ville de Dieppe la « Cité d’Ango ».
À partir de 2003, l’heure de la résistance a sonné : il s’agit désormais pour le site de Dieppe de durer le plus longtemps possible face à l’inexorable montée en puissance de la capacité de production de l’usine de Shenzhen.
Pour préserver le site européen, notre politique s’articule sur trois axes :
• maintenir aussi longtemps que possible une force d’achats locaux en Europe, reposant sur de faibles besoins en investissements d’outillages,
• développer une plus grande flexibilité pour nous adapter aux variations des demandes du marché, dans un cycle de production hebdomadaire basé sur la réduction des délais d’approvisionnements,
• proposer une offre de services de proximité aux clients européens, français en particulier, tels que la configuration de produits à la demande et la réparation, sur lesquels la Chine ne puisse pas nous concurrencer…
Il s’agit de s’opposer à la fois au diktat de la mondialisation financière, tout en se pliant aux règles économiques de la division internationale du travail, pour en tirer parti aussi longtemps que possible… Nous devons gagner le temps nécessaire à la transformation de notre modèle de production courant, désormais compromis par la nouvelle donne mondiale.
J’ai dû m’impliquer personnellement dans cet enjeu vital pour notre site de production. Ce qui, je dois bien l’avouer, n’était pas pour me déplaire, étant d’un esprit plutôt combatif, relativement indépendant, voire parfois même quelque peu frondeur !
Méthode Heijunka
Jusqu’en 2003, nos assemblages de copieurs aussi bien que nos productions de toner, font l’objet d’une planification établie sur un horizon de six mois, avec trois mois de commandes fermes de la part des filiales commerciales du groupe en Europe. Nos productions sont donc plus ou moins lissées à longueur de mois, car basées sur des demandes relativement stables à nos yeux… Mais alors même que nous avons, par la mise en œuvre de PriSme, organisé nos approvisionnements en flux tirés avec nos sous-traitants, force est de constater que bien peu de souplesse est offerte à nos clients ! Ils doivent amortir eux-mêmes, sur leurs propres stocks respectifs, les inévitables variations des ventes. Quel peut bien être, dans ces conditions, l’avantage d’un site de production local par rapport à une usine chinoise capable de tenir des délais similaires sur trois mois de commandes fermes ?
L’usine de Shenzhen augmentait régulièrement ses volumes de production, jusqu’à atteindre trois à quatre fois les nôtres. Or, après avoir comparé nos structures de coûts variables liés aux achats de pièces, puis à ceux de la main d’œuvre directe que nous pouvions encore compenser par les frais d’approche, droits de douanes et transport, nos collègues japonais se mirent à raisonner en coûts fixes par machine ! Nous avions beau faire tous les efforts possibles pour réduire nos coûts de structure, plus les volumes de production chinois continuaient d’augmenter, plus la comparaison jouait en notre défaveur. C’est avec ce genre de raisonnement que nombre d’usines en sont venues à être délocalisées au prix de lourds plans sociaux.
Il nous fallait donc choisir un autre terrain pour résister : ce serait celui de la flexibilité !
Nous avons alors suggéré d’inverser le processus de planification du groupe, dit PSI (pour Production/Sales/Inventory), jusque-là basé sur les contraintes de production, en un système articulé autour des besoins de chaque entité commerciale.
Afin que les ventes tirent la production et non l’inverse, nous devions impérativement réduire les cycles du PSI et passer d’une planification mensualisée à des expéditions (et par voie de conséquence des mises en production) à la semaine. Nous pouvions bénéficier de l’immense avantage d’avoir déjà mis en place les outils permettant de gérer nos approvisionnements locaux de façon hebdomadaire avec PriSme. Il nous fallait maintenant être en plus capables de recevoir et de prendre en compte efficacement chaque semaine les besoins clients.
Une base de données partagée intra-groupe devait permettre assez facilement d’y parvenir. Il nous suffisait pour cela que :
• l’expression des besoins soit reçue chaque mercredi,
• une application en lien avec notre système informatique planifie dès le lendemain ces besoins au regard de nos capacités de production,
• la mise à jour, à travers PriSme, des modifications du plan de production soit alors transmise à nos fournisseurs chaque vendredi pour la semaine suivante.
Il restait cependant encore deux difficultés majeures à surmonter. À savoir, d’une part, gérer les variations des approvisionnements à délais longs en provenance d’Asie, et d’autre part, pouvoir produire et expédier chaque équipement demandé dans la semaine et non plus dans le mois.
Pour ce qui est du premier point, nous avons convenu de ramener nos commandes fermes en Asie, d’un délai de trois mois à six semaines. C’était en effet à peu de chose près le délai nécessaire pour préparer l’expédition, l’acheminer par bateau et réceptionner les composants commandés. Une vue sur la base de données partagée avec les filiales de ventes permettrait de faire état de l’évolution des demandes au Japon. De même, nous avons donné un accès à notre outil PriSme, avec six semaines glissantes, à l’usine de Shenzhen, où nous approvisionnions désormais un certain nombre de pièces et de sous-ensembles en SKD.
Nous avions déterminé par une rapide analyse que les variations sur trois mois d’un modèle en production ne dépassait guère plus ou moins 10 à 15 %. Il nous suffisait alors de maintenir un stock de sécurité de deux semaines maximum sur les pièces et composants spécifiques ou sensibles. Ce stock de sécurité serait mécaniquement réévalué et ajusté chaque semaine en fonction des consommations réelles… Ce faisant, compte tenu de la réduction des cycles, nous pouvions mieux maîtriser et réduire de façon sensible les stocks par rapport à ce qui se pratiquait auparavant.
Toutefois pour ce qui est des productions, la gestion des changements de modèles sur nos deux lignes d’assemblage pouvait vite devenir un casse-tête. Notamment lorsqu’il s’agissait de fabriquer et de livrer chaque type de produit dans une même semaine plutôt que sur le mois.
Or, la tendance naturelle consiste habituellement à privilégier les produits faisant l’objet des plus grandes quantités en commande pour en satisfaire la demande. Ce qui, la plupart du temps, ne permet pas de fabriquer dans la même semaine les autres produits. Il fallait donc là encore inverser la pratique courante et choisir d’assembler d’abord les petits lots, pour finir par les plus importants, en répétant de façon hebdomadaire le même cycle de production par lot A, B ou C… Ainsi une quantité suffisante de chaque produit pouvait être livrée à temps chaque semaine, pour peu qu’un stock de produits finis minimum soit maintenu pour ceux demandés couramment.
Pour nos clients, les délais de commandes fermes furent ramenés à trois semaines glissantes au lieu de trois mois, avec révision possible chaque mercredi de la troisième semaine. Cela leur apportait une adaptabilité et une réactivité face à leurs propres variations de demandes que jamais l’usine chinoise n’aurait pu égaler. Nous avions ainsi mis en pratique, sans le savoir, la méthode Heijunka38, qui sera enseignée plus tard dans les écoles d’ordonnancement et supply chain.
Lignes flexibles en U
La flexibilité et le juste-à-temps deviennent alors notre obsession.
Puisque les processus de la chaîne de montage ont pour but d’assembler des pièces en un produit fini, toutes les autres opérations réalisées sur la ligne, qui ne procèdent pas de l’assemblage proprement dit, doivent être considérées comme des temps perdus n’apportant aucune valeur ajoutée au produit.
D’autre part, il apparaît évident que notre organisation de travail pensée autour de deux grandes lignes d’assemblage n’est désormais plus adaptée à l’objectif recherché, puisqu’elle ne permet pas de réaliser simultanément plus de deux produits à la fois.
Nous devons donc repenser complètement cette organisation et remettre en cause profondément les processus d’assemblage ainsi que les équipements utilisés depuis près de quinze ans.
Plusieurs impératifs s’imposent, il nous faut à la fois :
• créer une organisation du travail capable d’assembler plus ou moins en même temps toutes les familles de produits demandées,
• faire en sorte que la capacité de production soit elle-même facilement adaptable à la demande en cours, à la hausse comme à la baisse,
• plus particulièrement en cas de hausse, pouvoir accueillir rapidement de nouveaux opérateurs,
• accélérer la formation de ces opérateurs, fussent-ils nouveaux venus, dans un plus grand objectif de polyvalence et de flexibilité,
… et tout cela sans pour autant sacrifier l’efficacité de notre outil de production, désormais bien rodé, avec des temps de cycle précis et parfaitement équilibrés d’un poste de travail à l’autre.
Après maintes hésitations, nous avons finalement opté en 2001 pour la transformation de nos deux lignes d’assemblage en plusieurs U-Shaped Lines, ou cellules flexibles en U.
En repliant en deux nos grandes lignes de convoyeurs, longues de près de vingt mètres, nous pouvions bénéficier d’un gain de place non négligeable. Il devenait alors possible de mettre ce gain de surface à profit pour multiplier le nombre de lignes. Six lignes en U de huit à dix postes de travail chacune, correspondant à six familles génériques de produits, devraient pouvoir s’y substituer… Cette décision était cependant lourde de conséquences. Transférer des systèmes lourds de convoyeurs motorisés vers un ensemble de cellules d’assemblage sur rouleaux libres en forme de U était un choix irréversible à la fois pour l’aménagement, mais également pour l’organisation du travail.
L’aménagement d’une cellule de production en U doit prendre en compte non seulement l’ordre dans lequel les opérations de production sont effectuées mais également veiller à l’approvisionnement efficace de chaque poste de travail à la demande. Par ailleurs, l’ajustement rendu possible du nombre de postes d’assemblage et la reconfiguration rapide de ces postes de travail doit permettre une réponse immédiate aux variations de la demande. Pour ce faire, les opérateurs vont désormais travailler à l’intérieur de la ligne en U, ce qui représente un bouleversement par rapport à la situation antérieure. Ainsi, un même opérateur positionné à l’extrémité des deux branches du U supervise l’ensemble de la ligne en engageant la première opération à l’entrée du U et en déchargeant les produits assemblés à la sortie. En tant qu’opérateur expérimenté, c’est lui qui impose la cadence à l’équipe et garantit la production réalisée heure par heure. Ses collègues, répartis à l’intérieur, travaillent tous debout afin de se déplacer aisément entre deux postes adjacents sans qu’il soit nécessaire d’interrompre l’opération en cours. L’assemblage est réalisé directement sur un plateau mobile avec lequel ils avancent au fur et à mesure de leur progression le long de la ligne. Cela nécessite des opérateurs polyvalents capables d’exploiter plusieurs postes de travail successifs.
Nos lignes en U respectent un principe de fabrication en flux continu. Étant donné qu’un opérateur peut gérer plusieurs postes de travail en ne se déplaçant que de quelques pas, ce type de ligne est bien adapté pour pouvoir s’ajuster à la demande en augmentant ou en réduisant le nombre d’opérateurs. Si la demande est élevée, nous affectons une personne à chaque poste de travail et la production totale augmente. Si la demande est plus faible, nous réduisons le nombre d’opérateurs de la ligne. Il n’est alors nul besoin de rééquilibrer les lignes en U lorsque les exigences de production changent. Il suffit d’ajuster le nombre d’opérateurs à l’intérieur de la cellule selon le besoin. Tous les opérateurs sont positionnés dans le U, tandis que le matériel est approvisionné par l’extérieur. Il n’y a alors pas de gêne entre le manutentionnaire qui vient disposer les chariots de pièces ou de matières en face de chaque poste de travail et les opérateurs d’assemblage qui se déplacent à l’intérieur. Des glissières sont utilisées pour amener les matériaux au plus près sur la ligne afin de limiter les gestes de préhension. Des petits contenants sont également placés sous les rouleaux du convoyeur pour les plus petites pièces, qui se trouvent alors juste à portée de main, un rouleau ayant été préalablement enlevé pour en faciliter l’accès.
Les distances étant raccourcies, les opérateurs peuvent s’entraider et communiquer plus facilement. Formant un groupe limité à moins de dix personnes pour une cellule d’assemblage, l’esprit d’équipe y est encore renforcé. Pour compléter le dispositif, un écran d’affichage disposé à la sortie de la ligne permet de visualiser automatiquement à chaque assemblage de produit la quantité réalisée par rapport à l’objectif de production. Ainsi l’ensemble de l’équipe peut adapter son rythme en connaissance de cause. L’équipe d’assemblage gagne en autonomie. Pouvant plus facilement acquérir la connaissance de l’ensemble des postes de travail d’une même ligne, l’ensemble des opérateurs participe collectivement à l’amélioration de chacun de ces postes, que ce soit sur un plan ergonomique, d’efficacité ou de qualité.
L’emprise au sol des lignes en U étant moindre, leur reconfiguration est largement facilitée. Avec une organisation juste-à-temps bien pensée, il n’est pas rare, lors d’un changement de version, de pouvoir reconfigurer les premiers postes de travail de la cellule au fur et à mesure de l’avancement du dernier produit de la série précédente, et ce jusqu’à sa sortie, sans qu’un seul temps de cycle ne soit perdu.
C’est à cette même époque que nous avons fait la connaissance de l’entreprise Favi39, fonderie d’alliages cuivreux spécialisée dans la fabrication de fourchettes de boîtes de vitesse automobiles. L’entreprise avait déjà mis en place ce concept de ligne en U. Son très charismatique dirigeant, Jean François Zobrist, avait accepté de nous recevoir avec quelques-uns de nos Leaders, afin d’échanger sur l’organisation de ses ateliers de production et ses pratiques de management hors du commun : il était déjà le gourou de la première génération d’« entreprise libérée » en France.
Assemblage à la commande
Six lignes d’assemblage final en U, elles-mêmes alimentées en sous-ensembles par d’autres cellules plus petites disposées à proximité immédiates, nous permettent dès lors de réaliser pratiquement toutes les familles de produits en même temps. L’organisation complexe de planification mensuelle et d’ordonnancement des productions sur nos deux grandes lignes de convoyeurs linéaires n’a plus de raison d’être.
La porte est alors ouverte à un autre grand changement dans notre organisation. Non seulement nous pouvons passer d’une planification mensualisée à un plan de livraison hebdomadaire, mais en poussant le concept à l’extrême, nous devenons pour ainsi dire en capacité d’honorer chaque commande individuelle au jour le jour.
La plus grande contrainte ne réside plus en effet que dans l’optimisation des coûts logistiques.
Il est évident qu’un regroupement minimum de commandes doit être conservé pour optimiser les coûts de livraison en camions complets vers le centre logistique allemand qui redistribue vers toute l’Europe, à l’exception du marché français, desservi par nos soins. Mais nous disposons d’une navette quasi quotidienne vers l’Allemagne et il devient alors facile d’organiser chaque semaine la production, en donnant d’abord la priorité aux plus petites commandes de chaque version de produit. Puis, au fur et à mesure de l’avancement de la semaine, nous engageons les commandes de plus grandes quantités. Le remplissage des camions se fait en suivant le feu vert des audits réalisés par le département Qualité, lesquels sont assurés quotidiennement sur chaque production journalière… Pour simplifier ce processus, la notion de lot de fabrication est alors définie par la quantité d’une version d’un produit donné, fabriquée en un jour sur une même ligne en U.
Nous sommes en passe de repousser le principe du juste-à-temps dans ses derniers retranchements : exit le stock tampon de produits finis, qui peut alors être réduit de deux semaines à un ou deux jours maximum, dans l’attente éventuelle d’un résultat d’audit ou de consolidation d’un camion complet pour le lendemain.
Mieux encore, concernant le marché français, nous sommes réellement en capacité de planifier un ordre de fabrication sur une ligne de production en connaissant par avance le client destinataire !
Nous ne comptions alors pas moins d’une douzaine de distributeurs filialisés à servir en France. Chacun des groupes filialisés continuait alors à fonctionner selon son habitude, avec un stock (parfois conséquent !) de photocopieurs, d’options et de consommables. Le tout était entreposé tantôt dans un local en propre, tantôt dans un magasin externe, chez un tiers logisticien de proximité régionale. Ce qui souvent occasionnait un vrai casse-tête pour les personnes chargées des opérations en filiale : craignant toujours de ne pas avoir l’option demandée, elles s’obligeaient à en multiplier les quantités en stock, au risque de rester avec des invendus lors du prochain changement de gamme.
Les choses se compliquaient encore lorsqu’il s’agissait de réaliser rapidement un déploiement de plusieurs dizaines d’équipements chez un client grand compte. Il convenait alors de disposer à la fois des machines et de chaque lot correspondant d’options, qu’il fallait déballer, assembler, tester… Tout cela très souvent dans des conditions peu confortables, à même le sol dans un entrepôt glacial, ou sur le site du client lui-même.
Configuration à la demande
L’idée est alors de proposer une prestation complète de configuration des machines, prélevées au fil de l’eau sur nos lignes d’assemblage, pour satisfaire directement chaque commande individuelle passée par les filiales.
En matière d’approvisionnements il convient dans un premier temps de traiter le cycle désynchronisé des commandes mensuelles de chaque modèle pour toute l’Europe. Les options, quant à elles, doivent faire l’objet de commandes prévisionnelles, de la part de la direction commerciale auprès des usines au Japon et en Chine, sur la base de taux d’attachement machines / options présumés.
Dans un deuxième temps, nous devons planifier les quantités de machines à produire sur nos lignes, semaine par semaine et quotidiennement, au fur et à mesure de l’avancement du calendrier.
Ensuite de quoi, nous pouvons nous connecter sur le flux synchronisé au jour le jour des commandes clients individuelles passées par les filiales françaises et validées par l’administration des ventes. Une commande validée ne descend en ordre de prélèvement à notre centre logistique que si tous les éléments constitutifs de la commande client sont présents en stock. Il suffit alors d’assurer le picking de toutes les options nécessaires à chaque commande et de les constituer en ce que nous appelons des « palettes directionnelles », abstraction faite de la machine elle-même, qui provient de nos lignes d’assemblage.
Quelques opérateurs parmi les plus entraînés sont ensuite dédiés à l’attachement de toutes les options requises sur chaque machine et en testent le parfait fonctionnement. Les équipes logistiques prennent alors à nouveau le relais pour confier ces ensembles à un prestataire capable d’assurer la distribution directement chez les clients dans toute la France.
La mise en place d’une base de données partagée entre nous-mêmes, la direction commerciale France et la division en charge de la supply chain Europe, située en Allemagne, permet à chacun de connaître l’état d’avancement de nos opérations successives. Ce partage des informations concerne aussi bien nos productions pour l’Europe, que les préparations et la distribution sur le marché national.
Beaucoup de travail a néanmoins dû se faire en amont pour la compréhension et l’interfaçage des systèmes informatiques depuis l’ordonnancement jusqu’à la notification des livraisons.
Un effort non moins important de formation de nos équipes a aussi été nécessaire. Chacun découvre la complexité du processus de configuration à la demande. Il peut y avoir de 80 à 100 configurations différentes à traiter, là où nous étions habitués à travailler sur une quinzaine de références de machines emballées en cartons. Une complexité qui s’ajoute à un impératif de réactivité immédiate, puisque l’engagement est que toute commande « tombée » au centre logistique soit configurée et prête à la livraison chez le client dans les trois jours qui suivent.
Nos opérateurs sont ici encore associés à la démarche et travaillent sur l’aménagement des postes de configurations. Un premier poste pilote est équipé, puis essayé et approuvé par chacun de nos opérateurs avant que l’aménagement retenu ne soit démultiplié.
Mais le plus dur reste encore à faire : il s’agit en effet de convaincre l’ensemble des filiales régionales d’adopter cette nouvelle prestation de service que nous sommes maintenant à même de proposer. C’est en effet une profonde remise en cause de leurs propres processus et modes de fonctionnement internes, et nous en avions probablement mésestimé les freins…
Associer le client à la création de valeur
De même que nous nous sommes libérés à l’usine de nos stocks de pièces et de composants, nous devons maintenant convaincre les filiales commerciales de se défaire de leurs stocks visant à servir toutes les options demandées par le client sur une machine. Un stock historique est considéré comme une sécurité face aux aléas de prévision et de livraison de la part de la division commerciale. Faire admettre que nous pouvons désormais assurer une livraison chez leurs clients, seulement quelques jours après qu’ils aient enregistré leurs commandes, leur semble tenir du prodige. Le fait même que nous puissions prétendre livrer directement les clients depuis le site de production leur paraît inimaginable.
Pour ceux qui ont un entrepôt en propre se pose aussi la question de savoir ce qu’ils vont pouvoir faire de leurs murs. Pour les autres, une clause de désengagement vis-à-vis de leur prestataire logistique historique devient nécessaire. Enfin, la reconversion des quelques magasiniers et techniciens qui assuraient en filiales ces opérations de configuration est un sujet sensible. Bref, l’affaire n’est pas simple et il va falloir se donner du temps, s’armer de patience et de persévérance.
De nombreuses réunions sont alors consacrées à cette question avec la division commerciale France. De nouvelles fonctionnalités ou besoins viennent se greffer à l’objectif initial, comme par exemple la possibilité de reprendre les équipements usagés lors de la livraison d’une machine neuve chez un client… Une évaluation de l’ensemble de la chaîne de coûts, depuis le départ usine jusqu’à la mise en place sur le site du client, s’avère nécessaire.
Nous allons finalement aboutir à la mise en place d’un véritable contrat de services entre l’usine et les filiales représentées par leur direction commerciale. Celui-ci vise à décrire précisément nos prestations et engagements, ainsi que les différents processus de prise de commande, de configuration, de livraison et de reprise avec grille tarifaire, accord de facturation consolidée en fin de mois et indicateurs de satisfaction.
Après avoir validé l’ensemble des opérations avec une filiale, puis une deuxième, nous parvenons au bout de 18 mois à faire entrer toutes les filiales et même quelques distributeurs indépendants dans notre dispositif de configuration à la commande, et nous traitons en moyenne mensuellement plus de 2000 configurations.
Un site internet, à l’image de PriSme, notre site web fournisseurs, mais cette fois tourné vers la distribution des produits finis, nous a permis de convaincre les plus réticents : chaque filiale y retrouve son carnet de commandes avec, pour chaque machine à livrer, non seulement le rappel de sa configuration détaillée, mais aussi et surtout l’état d’avancement de la préparation de la commande entre le centre logistique, le centre de configuration et la mise à disposition au transporteur, et ce jusqu’à la livraison client confirmée par le prestataire. Nous pouvons aussi très facilement extraire la performance globale du processus mis en place, en matière de délai de réalisation et de taux de service. La transparence affichée consolide alors définitivement la confiance dans l’ensemble de nos prestations.
Nous venions de montrer l’intérêt que peut procurer une logistique organisée localement, pour peu qu’elle soit construite en relation étroite avec le client et qu’elle couvre toute la chaîne de valeur ajoutée mise en œuvre, depuis la commande jusqu’à la livraison.
Les collègues japonais de Mishima allaient approuver avec enthousiasme notre processus de configuration à la demande, avant de l’adopter eux-mêmes pour leur marché domestique.
Double stratégie : intégration et diversification
Nous avions tout lieu d’être satisfaits des progrès accomplis, mais l’histoire en marche de la mondialisation nous rattrapait quand même…
En 2007, nous avons dû à nouveau diviser par deux nos volumes de production de copieurs, désormais réduits à 17 000 machines dans l’année, tandis que le Japon attribuait la nouvelle gamme de produits à l’usine de Shenzhen pour l’ensemble du marché mondial. Notre seule satisfaction résidait dans le fait que 25 à 30 000 machines, toutes destinées au marché français, continuaient annuellement de transiter par notre centre logistique et par nos opérations de configuration à la demande.
En effet, fussent-elles produites en Chine, les machines étaient désormais ajoutées à la préparation des palettes directionnelles, plutôt que d’être prélevées au fil de l’eau sur nos lignes de production. Mais elles n’en restaient pas moins configurées par nos soins et distribuées directement depuis l’usine. La justification du maintien du centre logistique français était avérée. Rien ni personne ne pourrait plus nous retirer ces opérations contribuant à la satisfaction de nos clients… Mais cela serait-il suffisant ?
Tout au long de l’année 2007, nous allons déployer des efforts monstrueux pour convaincre nos actionnaires japonais de l’intérêt de maintenir l’activité du site normand. Nous élaborons alors une double stratégie :
• intégration de plus en plus poussée de la production des encres toners, d’une part,
• diversification à outrance de ce que nous pouvions appeler déjà nos activités de services, d’autre part.
L’assemblage des copieurs devenant de plus en plus fragile, nous poursuivons nos investissements sur la production d’encres toners pour laquelle le groupe ne dispose que de deux usines : l’une située aux États-Unis et la nôtre à Dieppe.
Aussi avons-nous multiplié nos lignes de production, acquis de nouvelles compétences en matière d’industrialisation et de physique des poudres, commencé à alimenter également en toners noirs l’usine chinoise, qui emplissait les cartouches pour le marché asiatique. L’usine américaine nous alimentait de son côté en toners couleurs, que nous conditionnions au même titre que nos propres productions d’encre noir pour l’ensemble du marché européen.
L’idée majeure était de convaincre le Japon de nous autoriser à investir dans des presses à injecter et autres équipements nécessaires, afin de fabriquer nous-mêmes les cartouches en plastique dans lesquelles étaient embouteillés nos toners.
Nous avions déjà, quelques années auparavant, invité l’un de nos sous-traitants, producteur de ces cartouches, à installer son outil de production
dans nos murs afin d’être en ligne directe avec nos équipements d’embouteillage. Un flot continu de cartouches fraîchement sorties des presses et
assemblées pour ainsi dire à la demande, en flux tendus, alimentait ainsi nos lignes de conditionnement. Or, le dirigeant de cette entreprise souhaitait
prendre sa retraite, mais se trouvait sans successeur direct. Un repreneur s’était positionné pour l’acquisition du siège de l’entreprise basé en Picardie
et sur son entité de production slovaque, mais il ne voyait aucun intérêt à s’encombrer d’un atelier mono-client, comme celui installé dans notre usine. L’occasion était trop belle de lui proposer une offre de rachat pour tous les équipements déjà en place.
Fin novembre 2007, l’accord fut signé. Début janvier 2008, nous étions fin prêts pour relever le défi : assurer la production par nos propres moyens.
Dans le même temps, nous avons multiplié les échanges au sein du groupe, en particulier avec l’usine de Singapour, pour démontrer notre capacité à servir de base logistique avancée de configuration et de distribution de leurs propres produits (distributeurs de billets et terminaux points de vente) sur les marchés français et européen.
Une stratégie nouvelle de diversification des activités de services était en train de voir le jour… que nous n’aurions alors de cesse de chercher à développer.
- 37 – Source: https://www.geneahistoire-normandie.fr/patrimoine-et-culture/personnages-illustres/ explorateurs-normands/81-jean-ango-l-extraordinaire-prince-des-mers
- 38 – La technique du fractionnement de la production, lissage ou Heijunka, permet de réduire les variabilités et de servir le client avec le taux de service attendu, tout en gardant un haut niveau de performance. Voir aussi Christian Hohmann, Lean management, Eyrolles, 2012 et Audit combiné Qualité / Supply Chain, Editions d’Organisation, 2004.
- 39 – Jean-François Zobrist, La belle histoire de Favi : l’entreprise qui croit que l’homme est bon, 4 tomes, 2e édition, Humanisme & Organisations, 2018.
La variabilisation des coûts, souvent adoptée par la plupart des grands groupes face à la concurrence qu’impose la Chine, ne peut pas être une réponse durable, car elle ne fait que mener à des externalisations avec perte de compétences, délocalisations et plans sociaux souvent injustes.
Nous sommes au contraire invités à réfléchir au-delà de la guerre du low-cost à nos propres expertises internes, avantages de proximité ou raisons d’être, pour en tirer parti.
C’est sur l’hyper-flexibilité que se joue la pérennité de nombre d’industries manufacturières en France et en Europe, en remplaçant par un ordonnancement hebdomadaire, voire même au jour le jour, les plans de production habituellement conçus sur de longs mois.
Juste-à-temps, méthode Heijunka, succession de lots A-B-C sur des cellules flexibles en U, sont autant de techniques permettant d’adapter la production à la demande.
La formation et la pratique de la polyvalence des opérateurs sur plusieurs postes de travail d’un même atelier, voire entre ateliers différents, concourent à cet objectif. Les équipes gagnent en autonomie tout en réduisant les risques de TMS et de pénibilité au travail.
La transformation d’une activité d’assemblage vers la proposition de prestations individualisées à la demande est un autre enjeu fort, permettant de s’imposer face à une production massifiée en box moving provenant d’Asie.
L’interconnexion des systèmes d’informations en quasi- temps réel est alors un point de passage obligé, tant vis-à-vis des fournisseurs dans la maîtrise des approvisionnements, que vis-à-vis des clients dans la prise de commandes unitaires.
Cela demande une remise en cause profonde de l’organisation de l’ensemble de l’entreprise et de toute sa chaîne de valeur logistique, qui doit être tendue vers un seul but : apporter plus de service à valeur ajoutée au client.
L’enjeu du territoire et l’évolution vers un nouveau modèle économique
Que serait Dieppe sans son port en eaux profondes ouvert sur la Manche ? Ou plutôt sans la diversité de ses quatre activités portuaires : pêche, commerce, plaisance et liaison transmanche qui représente une part importante de ses revenus ?
Lien historique avec l’Angleterre, la ligne transmanche Dieppe-Newhaven est la plus ancienne de toutes les liaisons maritimes avec l’Angleterre… Elle a pourtant bien failli disparaître à l’aube des années 2000.
Dès 1824, une compagnie maritime londonienne, la General Steam Navigation Company qui deviendra un siècle plus tard P&O, entreprend de relier Brighton à Dieppe deux fois par semaine. Le trajet se fait en bateaux à vapeur, pour une durée de traversée d’environ neuf heures. Quelques années plus tard, le point de départ est déplacé de Brighton à Newhaven, seul port en eau profonde de la côte britannique. Dès lors, le développement des chemins de fer des deux côtés de la Manche contribue à celui de la ligne maritime. Le trajet de Paris à Londres, via le chemin de fer puis la liaison Dieppe-Newhaven, est alors considéré comme le moyen à la fois le plus rapide et le plus économique de relier les deux plus grandes capitales européennes.
La mise en service de nouveaux paquebots luxueux et rapides fait la renommée de la ligne, tout en réduisant la durée de la traversée. Dans le même temps, la mode des bains de mer se développe. Un transport régulier de passagers finit par s’imposer et ajoute aux heures de gloire du port de Dieppe, dont les aménagements vont désormais évoluer. Ministre des travaux publics de 1877 à 1879, Charles de Freycinet impulse ces travaux, en même temps qu’il recense de nombreux projets d’aménagement du territoire : lignes de chemin de fer, modernisation du réseau fluvial au gabarit qui porte encore son nom et reconfiguration de plusieurs places portuaires… Ainsi, en ce qui concerne Dieppe, le plan Freycinet, entrepris entre 1880 et 1914, comprend l’aménagement de l’arrière-port. Celui-ci est relié au chenal du Pollet par un grand pont tournant à une volée, qui devient le remarquable pont Colbert (construit sur un projet de Gustave Eiffel). Différents bassins destinés à des chantiers de construction navale vont pouvoir s’installer, ainsi que l’aménagement du futur pont Ango, reliant le port à la ville.40
Fort de ces aménagements, Dieppe devient au début du XXe siècle le premier port de France pour les importations de bananes et d’agrumes du Maroc. Puis, après les dégâts importants causés par la Seconde Guerre mondiale, les années cinquante voient la reconstruction et l’édification de nouveaux bâtiments et entrepôts, ainsi que l’évolution des ouvrages portuaires pour s’adapter à une taille de navires de plus en plus grande.
L’arrivée des ferries en 1964 fait entrer la ligne dans les temps modernes, transportant sur un même navire à la fois passagers, véhicules particuliers et poids lourds. Les navires accostent dans le bassin Ango en proximité immédiate du cœur de ville, le long du quai Henry IV où se trouve l’ancienne gare maritime. Les aménagements destinés aux ferries dans l’avant-port extérieur, ainsi que le prolongement de la jetée ouest, sont entrepris à l’aube des années 1990. Le nouveau terminal Transmanche y est mis en service en 1994, laissant la place à l’aménagement d’un agréable port de plaisance dans le bassin Ango rendu ainsi disponible.
Malheureusement à compter de cette même année, le trafic de la ligne Dieppe-Newhaven, au même titre d’ailleurs que l’ensemble des lignes situées sur la Manche, va rapidement fléchir face à la concurrence du tunnel sous la Manche entre Calais et Douvres. Les opérateurs se succèdent, mais après avoir subi de lourds déficits, la compagnie britannique P&O, dernier exploitant en date, se voit contrainte d’interrompre l’activité fin janvier 1999. L’impact sur l’activité économique et sur l’emploi est grand pour un territoire dont le taux de chômage reste alors relativement important.
Le Conseil Départemental de Seine-Maritime décide dans l’urgence de se porter acquéreur du port d’escale à Newhaven. Il investit également dans deux navires, l’un affrété tout spécialement auprès de la compagnie Corsica Ferries, le Sardinia Vera, puis le Dieppe, acquis un an plus tard pour renforcer la capacité. Le Conseil de Seine-Maritime devient alors exploitant de la ligne maritime Dieppe-Newhaven, à partir de 2001, sous le nom de Transmanche Ferries… Il s’agit de sauver la ligne !
Un accord de coopération transfrontalière est négocié avec les autorités anglaises de l’Est Sussex ; un Syndicat Mixte de Promotion de l’Activité Transmanche (SMPAT) est constitué. Après de nombreux démêlés juridiques, ce dernier finit par conclure un accord de Délégation de Service Public (DSP) avec un opérateur chargé d’assurer l’exploitation de la ligne ainsi que la maintenance des navires. Deux nouveaux navires jumeaux sont alors acquis en 2006 par le SMPAT qui se fait armateur pour l’occasion : le Côte d’Albâtre et le Seven Sisters.
Suite à une brève reprise de l’activité, la crise de 2008 et la baisse de la livre sterling vont entraîner une nouvelle chute du trafic. Durant l’année 2014, le renouvellement de la délégation à l’opérateur danois DFDS, conclu pour huit ans, fait l’objet de nombreux débats animés, auxquels l’ensemble des acteurs économiques du territoire prend part. Le Brexit devient aujourd’hui un autre sujet de préoccupation, auquel il faut se préparer.
Ce qui fait un territoire
Le territoire… Cette terminologie « moderne » semble redécouvrir ce qui a longtemps marqué une identité, une appartenance à une communauté ou à un peuple.
La globalisation des échanges, accentuée par la virtualisation de ceux-ci, fait ressortir le besoin d’un enracinement local et d’une communauté sociale ancrée dans le réel. Comme si, face aux évolutions radicales de notre société, subsistait ce besoin de protection et de reconnaissance que constituent un lieu, des êtres connus, une communauté, un sens commun… Ainsi la région, la ville ou le village, peuvent-ils redevenir des lieux d’épanouissement et de solidarité. Mais loin de se renfermer sur eux-mêmes, ils ressentent au contraire le besoin de montrer au monde ce qui fait leur force et leur spécificité, dans un vaste réseau d’échanges et de partages qu’ils n’auraient plus la crainte d’affronter.
Nous avons décrit dans les chapitres précédents les atouts de Dieppe et de son territoire : une situation géographique en bord de Manche, sur le littoral de la Côte d’albâtre ; un trait de côte découpé de hautes falaises de craie et de silex, détachées avec netteté sur une mer changeante, tantôt d’émeraude, tantôt déchaînée par les vents venus du large. Des vents célébrés tous les deux ans par l’immanquable festival international des cerfs-volants. Un monde que de nombreux pionniers, marins célèbres ou explorateurs aventuriers, ont contribué à faire découvrir. Des aménagements nostalgiques rappelant l’identité balnéaire de la ville : casino, champ de courses, terrain de golf, lien transmanche vers l’Angleterre … Un port aux quatre activités, qui ne veut rien renier de son passé, tout en étant résolument tourné vers l’avenir : la pêche, le transmanche, la plaisance et le commerce… Le bassin du commerce qui revit de nos jours, occupé à décharger des pales d’éoliennes, comme une alternative aux agrumes du passé : retour sur l’énergie et sur le vent !
L’énergie, on la retrouve aussi parmi les entreprises du territoire. Fortes de leur passé industriel glorieux, elles ont su se regrouper au sein de zones d’activités, de clusters, de grappes d’entreprises. Elles ont entrepris de mutualiser leurs moyens, d’accroître leur visibilité, de mettre collectivement leurs compétences au service de la recherche de nouveaux marchés. Ainsi sont nées successivement les associations et groupements d’entreprises Vialog, Dieppe Méca Energies, Dieppe Naval, Dieppe Digital… Nul autre territoire de Normandie ne peut s’enorgueillir d’un tel nombre d’entreprises locales mobilisées pour défendre ensemble les richesses qu’elles peuvent développer en commun.
Le premier devoir des acteurs économiques et institutionnels d’un territoire n’est-il pas de participer pleinement à l’émergence d’écosystèmes locaux, durables, performants et collaboratifs ? Les forces vives de toute entreprise et de tout projet, fût-il économique, associatif ou bénévole, ne résident-elles pas avant tout dans les femmes et les hommes qui les engendrent et s’investissent pour les mettre en œuvre et les faire vivre ?
Il y faut un attachement local authentique, ancré viscéralement dans la proximité et le partage de valeurs. Un sens du collectif, favorable à la
perméabilité des échanges entre mondes associatifs, culturels et économiques : c’est là que réside la source de nouvelles solidarités et de renouvellement du sens parfois perdu au sein de nos sociétés.
Jouer collectif
À la fin de l’été 2007, je partageais une bière avec l’un de mes amis et voisins sur la terrasse de mon domicile, situé sur les hauteurs de Dieppe. Lui-même était entrepreneur : il avait créé dix ans plus tôt sa propre activité d’entreposage logistique et de transports, principalement à destination de l’Angleterre du fait de la proximité apportée par la ligne transmanche Dieppe-Newhaven.
Septembre s’avançait déjà, il faisait beau, le temps était propice à la détente… et sans doute à un certain éveil de nos imaginations. Nos échanges portaient sur la constitution récente d’une filière logistique en Région Haute-Normandie. Cette dernière avait souhaité porter un pôle de compétitivité en innovation logistique et supply chain. La politique de création des pôles de compétitivités avait été lancée quelques années plus tôt en France sous l’impulsion de Jean-Louis Beffa. Le PDG du groupe Saint Gobain était aussi le fondateur de l’Agence de l’Innovation Industrielle, plaidant pour une nouvelle politique industrielle. Il était alors question, au sein de la filière Logistique Seine Normandie (LSN), de promouvoir la visibilité de l’ensemble des prestations et capacités logistiques en Région, dans le sillage des deux grands ports maritimes du Havre et de Rouen. La promotion à l’international de cet ensemble devait passer par l’identification d’un même espace économique, baptisé « Axe Seine », en écho au London Gateway britannique. Cet espace devait s’étendre de l’estuaire de la Seine jusqu’à Paris et l’Ile-de-France, rejoignant ainsi le projet du Grand Paris Seine Métropole, défendu par l’architecte urbaniste Antoine Grumbach auprès du président Nicolas Sarkozy.
Mon ami et moi partions du constat que Dieppe et son territoire étaient malheureusement relativement éloignés géographiquement de cet espace Axe Seine. Nous pouvions craindre de passer à côté d’opportunités liées au développement supposé de la logistique régionale. À titre personnel, la perspective désormais inéluctable du transfert de ce qui restait de nos assemblages de copieurs multifonctions en Chine me préoccupait de plus en plus. Les besoins en sous-traitance utilisés jusqu’alors pour la fourniture de nos pièces mécaniques, capotages et autres, seraient bientôt réduits à néant, au risque d’appauvrir significativement l’économie du territoire.
De cette discussion allait germer l’idée, assez floue au départ, du possible regroupement de compétences diverses en logistique, assemblage et sous-traitance au sein d’un même collectif, d’une même « grappe d’entreprises ». Plus nous y réfléchissions et plus l’idée nous paraissait plausible et dé-fendable. Il conviendrait d’abord de mesurer l’intérêt des entreprises situées sur la zone industrielle dite Eurochannel, où nos activités respectives étaient elles-mêmes implantées. Constituer un noyau dur, solliciter les collectivités, l’Agglomération Dieppe-Maritime et la Région Normandie, pour nous accompagner au démarrage. Puis trouver une structuration qui nous permette de fonctionner ensemble et d’acquérir à terme une certaine autonomie financière… L’excitation montait au fur et à mesure que les choses prenaient corps dans nos esprits.
L’idée de la grappe d’entreprises Vialog venait de voir le jour : il ne restait plus qu’à convaincre nos futurs partenaires et à apprendre à jouer collectif.
Dès les semaines qui suivirent, nous commencions à consulter la collectivité sur laquelle notre zone d’activités était implantée, ainsi que les institutions en charge du développement économique, Chambre de Commerce et Agglomération dieppoise, pour les rallier à notre cause.
Une fois la chose entendue, nous pouvions rassembler les entreprises voisines afin de leur présenter notre projet. Les invitations à cette toute première réunion d’information avaient été envoyées par l’Agglomération elle-même, qui en avait la légitimité. Nous avons, au cours de cette rencontre, inscrit notre projet dans le cadre du développement de l’Axe Seine, en nous appuyant autant que possible sur le pôle de compétitivité issu de Logistique Seine Normandie. L’enjeu était de promouvoir la situation de notre territoire sur un axe de communication routier vers l’Europe du nord, du Havre à la Belgique, les Pays-Bas ou l’Allemagne et en tant que lieu de passage privilégié vers le Royaume-Uni, par le ferry au départ de Dieppe, aussi bien que via le tunnel sous la Manche de Calais à Douvres.
Un nouveau modèle logistique
Depuis une dizaine d’années, l’ouverture du tunnel sous la Manche n’avait eu de cesse de mettre à terre les principaux prestataires logistiques, tels que Gondrand ou TOE, qui opéraient jusque-là des flux massifiés sur la ligne Dieppe-Newhaven. La particularité d’Euro Channel Logistics, l’entreprise de mon ami, avait été de se spécialiser dans l’entreposage et le transport de lots partiels dans une sorte de prestations de services sur mesure. Nous-mêmes, chez Toshiba, nous avions fait évoluer notre cœur de métier de l’assemblage vers la configuration à la demande de copieurs multifonctions.
Nous mettions donc en évidence, par nos expériences respectives, le fait que les donneurs d’ordres aujourd’hui, tout comme les clients de grands faiseurs industriels, ne se contentent plus d’externaliser leurs opérations d’entreposage, d’assemblage ou de distribution. Ils attendent aussi le déploiement de valeur ajoutée supplémentaire permettant d’assurer un service complet sur le cycle opérationnel de leurs flux physiques et administratifs : depuis la prise de commande (via internet au besoin) jusqu’à la livraison à la demande, en passant par la gestion sécurisée des stocks de produits entreposés en plate-forme, la différenciation retardée de ceux-ci, voire même le contrôle des réapprovisionnements auprès de fournisseurs référencés…
La complexité croissante des commandes avec une différenciation individualisée du produit dans des délais courts, ne permet plus de se contenter d’une livraison en mode box moving, depuis des sites de production implantés la plupart du temps en pays low-cost, vers des entrepôts de grande distribution régionaux. Une chaîne logistique mondialisée demande bel et bien d’assurer des prestations de reconditionnement, de mise aux normes, de personnalisation, voire même de configurations à la demande telles que nous la pratiquons désormais chez nous. Des exigences de traçabilité de plus en plus poussées nécessitent également la mise en œuvre de nouvelles technologies afin de garantir une chaîne logistique fiable et sécurisée. Certaines opérations confiées aux prestataires logistiques peuvent même faire l’objet de délégation complète de responsabilités, dans la limite de certaines règles de gestion contractualisées.
Ainsi, il s’agit véritablement de passer d’un mode de fonctionnement coût/produits à des prestations complémentaires produits/services, en différenciant la prestation offerte de celle des concurrents. Or, de plus en plus de produits importés d’Asie par containers ne permettent pas de répondre à ces exigences, du fait des délais d’acheminement entraînant une désynchronisation entre les prévisions d’approvisionnement et la détermination tardive des commandes clients à livrer. Le sourcing en provenance de pays lointains peut alors entraîner des coûts cachés souvent négligés, liés à l’incertitude des prévisions et au manque de réactivité. Des plateformes logistiques d’éclatement de containers et des sites ayant des capacités industrielles de parachèvement deviennent alors nécessaires, avec une gestion précise de flux qui peut vite devenir complexe. Il nous semblait que Dieppe et sa région disposaient de nombreux atouts afin de postuler sur ce type d’offre de services. Nous bénéficions non seulement d’une situation géographique à proximité du port du Havre et de la liaison autoroutière vers Amiens et l’Europe du Nord, mais aussi d’une infrastructure portuaire en propre avec son lien transmanche. De plus, nous disposons d’une zone d’activités Eurochannel récente avec des capacités d’extensions certaines. Enfin nous pouvons rassembler les compétences requises en différenciation, configuration à la demande et technologies de l’information, aussi bien qu’un parterre d’industriels, de sous-traitants et de prestataires logistiques compétents et réactifs… Le nom d’Eurochannel lui-même peut être un atout vendeur, y compris à l’international.
Néanmoins quelques points faibles ne cessaient d’alimenter nos réflexions : c’était en particulier le cas du manque de formations supérieures sur le territoire ou de la fragilité de la liaison Dieppe-Newhaven, remise en cause à chaque renouvellement de Délégation de Service Public…
Structuration de l’offre
Un diagnostic précis des compétences dieppoises, et surtout des champs possibles de diversification à partir de celles-ci, devait être un préalable à notre démarche.
La réflexion sur les évolutions du modèle logistique avait permis d’obtenir le soutien des collectivités locales et régionales, elles-mêmes préoccupées par l’équilibre des pôles de développement économique en Région et par le redéploiement des capacités portuaires du littoral. L’intérêt général suscité par notre projet ouvrait le financement nécessaire à l’étude de structuration de notre offre.
Face à l’originalité de la démarche, à la fois ambitieuse et innovante dans son approche, nous avons sollicité l’éclairage de trois partenaires, laboratoires universitaires et experts, au sein d’un comité scientifique :
• l’école d’ingénieurs INSA de Rouen, qui menait des travaux de recherche dans les sciences du management sur la constitution de réseaux collaboratifs et les conditions de leur réussite,
• l’École Supérieure de Commerce NEOMA Business School, pour envisager les modes de fonctionnement et d’offensive commerciale à mettre en œuvre,
• l’Institut du Droit International et des Transports, pour la structuration proprement dite du groupement dans ses différents aspects contractuels et juridiques.
Les avantages des grappes d’entreprises collaboratives réunies au sein d’une même structure sont nombreux : en particulier, permettre aux entreprises adhérentes de disposer de la taille nécessaire pour améliorer leur visibilité, tant sur le plan national qu’international. Ainsi, un acteur local va pouvoir plus facilement valoriser ses compétences. Il peut répondre, par l’intermédiaire de la grappe d’entreprises, à des appels d’offres et cahiers des charges complexes de donneurs d’ordres exigeants. Les synergies créées stimulent l’innovation, par la mise en commun d’expertises. Enfin, dans une logique fondée sur le renforcement des coopérations, les différents acteurs associent leurs savoir-faire dans une offre de services complète et communiquent plus facilement entre eux sur des problèmes techniques rencontrés, favorisant l’échange de solutions41.
Après avoir convaincu les collectivités de soutenir notre démarche, un noyau dur est rapidement constitué autour de huit entreprises fondatrices, travaillant respectivement en tôlerie, usinage, poudrage-laquage, assemblage, commissionnement de transport, logistique d’entreposage et de distribution, ainsi que l’opérateur de la ligne transmanche Dieppe-Newhaven.
Il est alors temps de lancer une étude de dimensionnement qui permette de préciser le champ et la pertinence de l’offre à proposer. Nous nous faisons accompagner par un cabinet spécialisé tout au long de la première année de constitution. Il s’agit d’apporter conseil et assistance aux membres de la grappe d’entreprises pour la structuration de l’offre de solutions logistiques globales que nous appelons de nos vœux. Nous devons ensuite mettre en place un plan de développement commercial, en nous appuyant sur les entreprises adhérentes et sur le tissu industriel et les services aux entreprises du bassin dieppois. Sans omettre d’identifier également et de rallier au projet les compétences et savoir-faire locaux qui nous manquent, afin de promouvoir une offre plus complète et attractive.
Dans le cadre de sa mission, le cabinet retenu va mener quatre phases d’études en lien avec notre comité scientifique :
• une première étape dite de diagnostic de territoire vise à spécifier les positionnements et complémentarités des ports normands et de l’offre dieppoise par rapport aux autres places de la Vallée de Seine, y compris l’accessibilité au marché anglais, ainsi que la mise en avant éventuelle de modèles équivalents,
• une phase de caractérisation des entreprises adhérentes et de détermination des modèles économiques possibles, permet de faire le point sur les savoir-faire spécifiques et la définition de l’offre en termes de produits actuels et services existants : organisation, référentiel de coûts et identification de nouveaux marchés éventuels à conquérir,
• la troisième étape consiste à préciser les facteurs de performance de la chaîne de valeur proposée avec des idées concrètes sur les modèles coopératifs d’organisation possibles et la mise en œuvre d’outils collaboratifs de coordination, de fluidité des échanges d’informations, d’outils d’évaluation et de tableaux de bord. Le tout devant déboucher sur la mise en place d’un programme d’actions à destination des entreprises adhérentes et de renforcement du lien entre elles,
• enfin, l’ultime étape vise à mettre en place l’offensive commerciale proprement dite au travers d’un plan de promotion et de communication opérationnel. Une campagne de prospection ciblée doit être proposée afin de faire connaître l’offre de services, en plus de lister les évènements et salons professionnels incontournables auxquels il conviendra de s’associer.
Un positionnement unique
L’originalité de la démarche Vialog réside dans la mise en commun de ressources et de compétences de différents acteurs de toute la chaîne de réalisation et de distribution de produits, non plus dans une simple relation classique de donneurs d’ordres à sous-traitants, mais dans une véritable démarche collaborative inter-entreprises. Des moyens d’échange et de traitement des informations sont à développer et à mettre en œuvre entre des entreprises de tailles et d’activités diverses, sans pour autant que celles-ci n’aient de lien commercial direct entre elles. C’est là que réside l’originalité du fonctionnement, vaguement inspiré de La Sphère, mais en plus compliqué.
Si chaque problématique client est unique, c’est la réponse spécifique de Vialog à chaque demande qui permettra de structurer un nouveau marché émergent par une approche marketing innovante. En premier lieu, le partage de l’information permet de faire connaître à chacun l’existence d’une opportunité en phase de consultation, chacun se positionnant quant à l’intérêt d’y répondre. Puis la qualification proprement dite de la demande consiste à décider collégialement si l’on va faire une offre ou non, laquelle repose sur les savoir-faire nécessaires de ceux qui souhaitent contribuer.
En cas de réponse positive sur ce premier point, une équipe de chargés d’affaires est constituée, avec la définition d’un chef de file lorsque les compétences de plusieurs entreprises sont requises. Celui-ci devient alors l’interlocuteur unique du client, il incarne la grappe d’entreprises auprès de ce dernier, avec une obligation de rendre compte aux autres contributeurs.
La remise d’une offre de prix, dans le respect du principe de transparence des coûts, autorise la détermination d’une marge de négociation pour le chef de file, un pourcentage des montants facturés étant prélevé au bénéfice du fonctionnement de la grappe d’entreprises. La présentation de l’offre est faite aux couleurs de Vialog par le chef de file, avec invitation des autres entreprises contributives à participer à la présentation si celui-ci le juge utile.
L’équipe de négociation est constituée des deux contributeurs les plus significatifs, avec une obligation de répartir les baisses éventuellement consenties entre tous au prorata de leurs contributions respectives.
Vient enfin la contractualisation proprement dite, dont la responsabilité juridique vis-à-vis du client doit être portée par le chef de file. Il s’engage à assurer la planification, le suivi de production jusqu’à la livraison et la résolution des litiges au besoin : il est l’interlocuteur unique du client et veille en cela à arbitrer en bonne intelligence avec les autres membres pouvant être impliqués.
Il s’agit donc bien d’une démarche collaborative dite de « grappe d’entreprises ». Cette collaboration associe de grands groupes et des PME issues de différents secteurs d’activités : industrie, transport et logistique. On peut parler de véritable innovation organisationnelle, visant à élaborer un mode de fonctionnement collectif et permettant de se positionner sur tout ou partie de la chaîne de valeur d’un produit ou d’un service, avec mutualisation de moyens et complémentarité de savoir-faire.
Charte de bon fonctionnement
Une condition essentielle au bon fonctionnement d’une telle grappe d’entreprises est l’attitude ouverte et participative des entités qui y adhérent. Celles-ci s’engagent à partager leurs informations et à élaborer des projets en commun. Devenir membre de la grappe Vialog, c’est donc s’investir dans une dynamique de coopération. Cela nécessite une réelle implication des entreprises membres et se traduit par le respect d’un certain nombre de règles : une charte d’engagement précise les obligations de chacun des membres adhérents.
Chaque entreprise membre de la grappe Vialog garde la liberté d’agir en toute indépendance, l’action collective étant là pour favoriser et défendre le développement économique de ses membres par la mise en réseau et l’addition des compétences. Pour autant, chaque membre s’engage à ne pas mettre en œuvre d’action nuisible à l’action collective, ni déloyale envers les autres entreprises adhérentes.
La confidentialité doit être la première règle de déontologie entre tous les participants. Chaque signataire se doit de respecter les principes d’honnêteté et de loyauté quant à la communication d’informations qu’il pourra faire et la façon de traiter les affaires et les marchés. La grappe d’entreprises dispose alors du droit et du devoir de vérifier régulièrement la conformité des actions de ses membres vis-à-vis de ces principes. À ce titre, elle est habilitée à prendre en considération les plaintes et les réclamations qui résulteraient d’un non-respect des règles édictées. Elle peut exclure, conformément à ses statuts, toute entreprise qui serait incontestablement en contradiction avec son engagement. Chaque membre s’interdit, par exemple, expressément d’utiliser la grappe et ses ressources aux fins de débauchage de salariés employés par une autre entité membre.
Toute invention, amélioration, savoir-faire, qui résulterait d’une collaboration dans le cadre d’un projet de la grappe, peut faire l’objet de dépôt exclusif de propriété intellectuelle ou de partage de celle-ci, selon des modalités d’exercice et de protection à définir entre les membres concernés. Chaque membre participant à un projet s’astreint à mettre les ressources nécessaires pour assurer au mieux le déroulement du travail auquel il s’est engagé. Pour chaque projet, s’il en est besoin, une convention entre les entreprises participantes peut être mise en place, afin de définir les objectifs à atteindre et de s’engager sur une obligation de résultats.
Enfin, les membres de la grappe Vialog sont tenus de ne pas utiliser les informations acquises au cours de leur collaboration dans un cadre concurrentiel. En conséquence, chaque entreprise membre de la grappe s’engage également à ne pas mettre en œuvre des actions commerciales pouvant porter atteinte à un autre membre.
Penser global, agir local
Les statuts de l’association Vialog sont déposés en juillet 2009, à peine dix-huit mois après en avoir imaginé les contours. Pas moins d’une douzaine d’entreprises fondatrices y adhérent, qui ont appris à se connaître pendant toutes les étapes de construction de cet ensemble. La qualité de notre charte d’engagement et la définition de règles de fonctionnement concrètes ont eu une part importante dans l’adhésion des dirigeants. L’offensive commerciale peut alors être engagée et nous recrutons un responsable commercial, salarié de l’association à plein temps. Sa mission consiste à jouer le rôle d’apporteur d’affaires pour les entreprises membres, en menant une prospection active. Il est chargé de cibler plus particulièrement des marchés pouvant faire appel aux compétences d’intégrateurs, de sous-traitants et de logisticiens tels que les proposent Vialog. Son financement est en partie couvert par une contribution mensuelle de chacun des adhérents et complété dans un premier temps par des aides régionales et locales. Lesquelles aides vont progressivement être réduites et remplacées par une commission prélevée sur le chiffre d’affaire réalisé par chaque entreprise membre, grâce à l’action commerciale partagée.
Pour compléter la promotion du territoire et la mise en avant des compétences des entreprises membres de Vialog, nous convenons également de faire appel outre Manche aux services d’un représentant commercial anglais à mi-temps. Il est en effet important à nos yeux de capitaliser sur la proximité avec l’Angleterre, d’autant que deux membres de l’association dépendent directement de ce marché.
Nous recevons au fil du temps de nombreuses sollicitations de la part de différentes instances de la Région. Par exemple, une demande de la part du Havre Développement, en coopération avec le Service des Douanes, pour une action de promotion et d’optimisation des services logistiques pouvant être apportés sur la place havraise. Ou encore l’étude d’une plate-forme de transports mutualisés avec les logisticiens havrais dans le cadre d’une action pilotée par Logistique Seine Normandie. Des acteurs portuaires rouennais et dieppois, souhaitant mettre en place une grappe similaire sur le thème de la réparation navale, ont également fait appel à notre témoignage, ce qui a abouti quelques années plus tard à la fondation de la grappe Dieppe Naval. Nous avons accompagné le pôle de compétitivité Novalog, porté par LSN, jusqu’à la Chambre de Commerce et d’Industrie d’Orléans pour témoigner de notre histoire. La Chambre de Commerce et d’Industrie de Dieppe s’est appuyée sur le correspondant anglais de Vialog pour le montage d’une mission visant à l’établissement de partenariats transmanche entre des entreprises dieppoises et celles du Sussex. La ville de Dieppe enfin, nous a demandé de participer à l’étude et à la mise en œuvre d’un service de livraison urbaine au moyen de véhicules électriques… J’ignorais encore que la création de Vialog allait me conduire par la suite à présider la filière Logistique Seine Normandie, dont nous avions à l’origine souhaité nous rapprocher.
Du fait de la diversité d’activités des entreprises de la grappe, nous sommes sollicités par des clients historiques dans des secteurs très variés et de tailles différentes, dont de grands acteurs de l’alimentaire, du bâtiment, de l’automobile, du conditionnement, de la grande distribution, du médical… Mais aussi par beaucoup d’autres de taille plus modeste, régionaux ou sur des secteurs de niche. Certaines entreprises peuvent avoir des clients communs ou se retrouver parfois donneur d’ordres d’une autre entreprise partenaire. Il arrive que plusieurs membres se consultent entre eux lors de recherche de sous-traitance de capacités, en particulier dans le secteur du transport ou de la métallurgie. Les entreprises du secteur logistique étant elles-mêmes souvent appelées à assurer les livraisons d’autres membres de la grappe.
Changement de paradigme
Au bout de deux ou trois ans, l’offensive commerciale Vialog commence à porter ses fruits. Nous enregistrons 168 000 euros de chiffre d’affaire en 2012, puis 350 000 euros en 2013 et près de 500 000 en 2014…
L’objectif des 800 000 euros est en passe d’être atteint l’année suivante : soit près de deux millions en cumul sur cinq ans !
Dans la continuité des journées d’échanges avec l’Angleterre initiées par la Chambre de Commerce et d’Industrie de Dieppe, Vialog est même à l’origine en février 2013 d’une coopération durable avec apports en capitaux entre une PME de Newhaven et une entreprise française. Il s’agissait de trouver un partenaire à l’entreprise anglaise, afin de favoriser la distribution, l’installation et la maintenance d’équipements de cogénération de sa conception, permettant d’améliorer notablement le rendement de moteurs biogaz, biomasse ou fours industriels, en valorisant au mieux les chaleurs fatales.
Mais c’est également en nous appuyant sur une plateforme collaborative de conception industrielle et de partage de documents techniques mise en place courant 2014, que nous allons, avec l’aide de plusieurs membres de la grappe d’entreprises, nous engager dans un partenariat d’un nouveau genre. Une première start-up nous sollicite, en effet, pour la fabrication d’une centaine de terminaux de collecte de canettes, gobelets et bouteilles plastiques, à des fins de recyclage. Le projet représente à lui seul une valeur d’un demi-million d’euros.
Ainsi notre groupement vient-il d’ajouter de nouvelles cordes à son arc, en développant sa capacité à nouer et mettre en œuvre des partenariats transmanche. Puis en proposant ses capacités collaboratives d’industrialisation à de très petites entreprises ayant développé un concept, sans pour autant disposer des moyens de production nécessaires à leurs ambitions. C’est dès lors sur ce dernier axe de travail que nos efforts se portent.
Un nouveau phénomène est à l’œuvre, grâce à la politique menée par l’État en faveur de l’innovation industrielle et de la libération du financement des jeunes pousses de toute nature, technologiques ou non. Mais si le capital est souvent disponible, il ne fait pas tout : nombreux sont les projets de développement de start-up qui finalement n’aboutissent pas, faute d’avoir pu se faire accompagner en termes d’industrialisation. Les start-up ont souvent un produit, certes prototypé, mais loin d’être abouti en conception. Il n’est pas forcément fiabilisé, ni qualifié au regard des normes et certifications requises pour une mise sur le marché européen. De longues étapes restent alors nécessaires pour franchir tous ces obstacles, souvent insoupçonnés, pendant lesquelles le cash s’envole !
Nous démarrons, coup sur coup, trois, puis quatre projets de collaboration entre Vialog et quelques-unes de ces start-up en recherche de compétences industrielles, rencontrées d’abord dans des salons, puis par bouche à oreille.
Le site Toshiba de Dieppe s’est ainsi trouvé au premier rang de cette nouvelle forme de coopération, s’agissant :
• de valider les solutions technologiques retenues, de proposer un plan de qualification, puis de sélectionner les fournisseurs à même de répondre aux spécifications requises ;
• de préparer un dossier technique du produit au travers de premières maquettes remises, incluant une analyse des risques et des points non résolus, afin d’évaluer la maturité de la conception et la synthèse des ressources à mobiliser ou des investissements à réaliser ;
• enfin de mesurer la performance des premiers prototypes assemblés par nos soins sous l’œil vigilant de notre Département Engineering, pour décider du lancement d’une présérie avec les Achats, tout en validant les procédures d’assemblage, d’approvisionnement et les tests de qualifications normatives et autres exigences réglementaires…
Autant d’étapes que nous devons systématiquement enseigner et conduire, dans l’accompagnement de ces clients d’un nouveau genre.
Sous-traitant de start-up ?
L’équilibre à trouver pour notre site est délicat. D’une part vis-à-vis de notre usine-mère et du siège au Japon, auprès desquels nous avons à rendre compte de nos activités. Mettre nos ressources au service de jeunes pousses technologiques aux projets incertains, passe en principe par maintes étapes de validation. Le groupe ne fait guère le distinguo entre la qualification d’un équipement conçu et commercialisé sous sa propre marque et les produits de ces start-up, pour lesquelles nous ne sommes que sous-traitant… La notion de mise sur le marché et de risque associé vis-à-vis des normes et règlementations, mais aussi au regard de la qualité et de la fiabilité du produit et des garanties associées, est considérée comme engageante pour nos collègues japonais, quand bien même c’est la start-up qui, dans les faits, commercialisera le produit sous son nom.
Il a donc fallu négocier chaque étape d’avancement de ces projets : depuis les premières prises de contact jusqu’à la commande de pré-série (qui s’avère souvent n’être qu’un état avancé de maquette ou de prototype !), puis de la qualification du produit, conformément aux normes européennes et aux pré-requis du groupe, jusqu’à la production proprement dite à des fins commerciales. Difficile d’expliquer que la start-up, de son côté, s’imagine en capacité de mettre en vente le premier prototype sorti des ateliers, avant même que ne soient finalisés les tests normatifs. De cette dure école du « hardware » témoigne l’un de ces jeunes start-upper que nous avons accompagné :
« On a failli mourir, on s’est relevé, on a recruté, on a eu un produit qui marchait, on a vendu des prototypes, on pensait pouvoir en produire comme des petits pains et on avait un super pipe commercial. Sauf que… on n’a pas réussi à livrer aussi vite que prévu, parce qu’on a lutté (mais alors vraiment lutté !) pour arriver à certifier notre smart projecteur. En gros, il faut respecter un certain nombre de règles pour qu’un produit électronique soit certifiable. Mais c’est compliqué à tester, à régler, et à respecter quand on n’a pas forcément l’expérience et les moyens d’un géant du secteur… Long story short : on a dû tout repenser à l’intérieur de notre smart projecteur pour s’y conformer ! Pendant ce temps, bien sûr, il faut gérer la trésorerie qui est tendue en raison de tous ces retards et de tous ces coûts imprévus. Il faut s’expliquer auprès des investisseurs qui s’inquiètent (et c’est bien normal), breaking news : c’est du hardware, c’est chaud ! Il faut faire des choix difficiles, on ne peut pas garder toute l’équipe, mettre en pause les ventes alors que ça s’accélère, parce qu’on est incapables de livrer. Prévenir les clients que l’on va encore avoir du retard […] ».42
L’équilibre toujours précaire consiste, d’une part, à ne pas affoler le client en lui assénant d’entrée de jeu, avec fermeté (ce qu’il prend, lui, pour de la rigidité), les nombreux obstacles qu’il faudra surmonter et, d’autre part, à ne pas remettre en cause le professionnalisme et les manières de faire de nos propres collaborateurs, au risque de les déstabiliser. C’est une sorte de fuzzy logic, de logique floue à plusieurs dimensions, entre des impératifs souvent contraires. Une forme de « management de l’instant », qu’il faut suspendre un temps afin de mieux peser le pour et le contre, fort de ses convictions ou d’une simple intuition, pour maîtriser les débordements émotionnels liés à des relations interpersonnelles parfois contradictoires… puis relâcher comme dans un souffle ses orientations, instructions ou décisions, en les expliquant : expliquer surtout pourquoi il faut penser différemment cette-fois !
Manufacturing as a Service
Ce qui se joue au fond, dans la relation avec les start-up, n’est rien moins que l’anticipation d’un changement profond vers un modèle en devenir, à la fois économique et sur le plan du management, qui va nous conduire vers « l’Industrie du Futur ».
L’une des toutes premières conséquences sera de remettre une nouvelle fois en question le modèle économique récemment élaboré pour satisfaire nos clients historiques en matière de configuration à la demande… ou tout du moins pour le compléter et l’adapter encore à ces prestations d’un tout nouveau genre.
Il s’agit, cette fois, de regarder l’entreprise comme un ensemble de compétences pouvant permettre de créer de nouvelles sources de revenus. S’impose alors à nous l’idée d’une nouvelle forme d’organisation : le « Manufacturing as a Service » (MaaS), consistant à proposer toutes les étapes du processus d’industrialisation, achats et assemblage, comme un bouquet complet de prestations de services à la demande. Ce qui implique de transformer en profondeur nos procédures et habitudes de travail dont l’inertie, de toute évidence, ne convient pas à ce marché d’un nouveau genre…
Après avoir acquis le maximum de flexibilité en production, il nous faut maintenant étendre aux services qualifiés de « supports » notre réflexion et faire en sorte qu’ils deviennent producteurs d’une valeur ajoutée pour le client, visible et facturable : en première ligne, l’Engineering, la Qualité et les Achats. Le Manufacturing as a Service implique d’accélérer la relation entre les différents acteurs de la chaîne de valeur d’un produit, depuis sa conception et son industrialisation jusqu’à la livraison. Une reconfiguration dynamique permanente des processus internes de l’entreprise, aussi bien que de ses ateliers et moyens de production, devient nécessaire pour s’adapter avec agilité aux approches souvent changeantes des start-up que nous souhaitons cibler. L’adaptabilité des moyens doit s’étendre à celle des esprits et des pratiques, face à des changements de production permanents, désormais imposés par la diversification des clients, dont les contraintes et les niveaux de maturité sont très variés. La flexibilité porte sur l’adaptation d’une organisation du travail, en suivant des règles établies. L’agilité, quant à elle, est cette capacité à transformer en permanence ses processus pour évoluer en réponse à des règles qui changent, voire à l’absence de règle.
Variété de produits de niche et personnalisation des productions en lots de petites tailles, totalement indépendants les uns des autres, deviennent une nouvelle forme de différenciation de notre site. La chaîne de valeur collaborative de la grappe Vialog s’avère également être un atout précieux dans la mise en œuvre de cette nouvelle pratique : co-innovation, prototypage, fabrication à la demande, aide à la certification et, par-dessus tout, échanges d’informations en toute transparence contribuent à l’établissement d’une relation de confiance mutuelle, pour ainsi dire intime, entre les partenaires de cet écosystème.
Finalement, la réflexion doit porter sur le but même de l’entreprise et la remise en cause de son organisation et de ses contraintes habituelles43. Après avoir identifié toutes les expertises clés de l’entreprise et les goulots d’étranglement, il nous faut valoriser les unes et réduire les autres. Ne pas laisser inerte ni sous-employée une compétence utile à des tiers. Explorer de nouvelles opportunités de marché, quitte à valoriser nos ressources de façon marginale au départ, plutôt que seulement réduire les effectifs dans une logique de coûts et perdre de précieuses compétences. Libérer les contraintes de l’entreprise pour développer de nouvelles sources de revenus, plutôt que seulement considérer l’outil de production comme un centre de profit au service de filiales commerciales, elles-mêmes soumises à une politique groupe pouvant s’avérer versatile. Assouplir quelques règles inscrites dans le marbre et donner aux équipes projets les moyens de réguler d’elles-mêmes leurs tâches sans contrôle arbitraire. Jeter les bases d’une organisation qui soit capable d’apprendre par elle-même en réponse aux contraintes externes, plutôt qu’en s’arc-boutant sur ses propres contraintes internes… quitte à mieux y revenir au besoin, quand seront alignés les enjeux de chacun.
- 40 – Voir www.portdedieppe.fr/-Histoire-du-Port-.html
- 41 – Monique Dagnaud, Le Modèle californien. Comment l’esprit collaboratif change le monde, Paris, Éditions Odile Jacob, 2016.
- 42 – Paul Péretié, fondateur d’ADOK, post sur Medium.com du 12 juin 2020.
- 43 – Voir E. M. Goldratt et J. Cox, Le But, un processus de progrès permanent, Afnor, 4e édition, 2013. 1ère édition en langue anglaise, 1984.
La globalisation des échanges, l’immédiateté des flux d’informations et la succession récente des crises font ressentir un nouveau besoin d’enracinement local et d’existence sociale.
Il est de la responsabilité des acteurs locaux et institutionnels du territoire de participer pleinement à l’émergence d’écosystèmes durables, performants et collaboratifs permettant de répondre à cette aspiration grandissante.
Les Pôles de Compétitivité et la politique de filières métiers voulus par l’Etat ont permis d’impulser une nouvelle politique industrielle en France, faite d’innovation et de constructions collaboratives entre grandes entreprises, PME et laboratoires universitaires.
C’est toutefois sur les territoires que doivent se structurer les projets collectifs, les mutualisations de compétences, les tiers-lieux de rencontres, d’échanges d’expériences et de co- working.
C’est en particulier aux entrepreneurs industriels, empreints de leadership et de réalisme économique, qu’il appartient de s’organiser en grappes d’entreprises, en clusters, en filières, afin d’apporter des réponses nouvelles à l’implacable évolution de leurs marchés et des métiers qui en découlent.
Partage d’informations, dynamique de coopération, loyauté des pratiques, doivent prévaloir sur la défiance naturelle et l’esprit de concurrence entre entreprises du même bord.
L’innovation et la libéralisation du financement de jeunes pousses technologiques ou numériques, dont il faut accompagner le scale-up, est alors une opportunité, quitte à inverser le paradigme habituel de donneur d’ordre à sous-traitants, en mettant ses capacités industrielles au service de ces start-up pour en favoriser le développement.
La transformation d’un site de production vers le mode Manufacturing as a Service marque une rupture vis-à-vis d’une approche traditionnelle d’ajustement des coûts fixes et permet de réduire sa dépendance à une politique groupe pouvant être versatile. Mais il y faut une remise en question profonde de son organisation et de ses contraintes habituelles de fonctionnement.
En route vers l’industrie du futur
Dieppe et son territoire, tout comme la région Normandie, sont riches de contrastes étonnants. Premier pôle mondial du verre et du flaconnage de luxe, ils représentent aussi le premier producteur mondial de fibres de lin de qualité. Une terre riche, un climat océanique tempéré, une pluviosité suffisante et peu d’écarts de température, sont des conditions qui plaisent au lin. Il faut voir en juin les champs de délicates fleurs bleues qui, éphémères, se confondent sous la brise avec les vagues de l’océan. Puis, en été, s’émerveiller du rouissage en andains44, ces précieuses gerbes d’or patiemment alternées au soleil !
Utilisé couramment dans l’industrie textile ou en papeterie pour sa solidité, le lin, par ses qualités thermorégulatrices, fait aussi un excellent isolant exploité en panneaux agglomérés dans le bâtiment. Bien plus étonnant encore, associé en trames à de la résine, le lin constitue un matériau composite qui vient rivaliser avec la fibre de verre ou de carbone. Légèreté et résistance, biodégradabilité, absorption des chocs, en font un matériau de choix aux nombreux débouchés : ameublement, équipements sportifs (planches à voile, raquettes, skis, casques ou cadres de vélo) et éléments mécaniques de plus en plus prisés dans les industries nautique, automobile et aéronautique… Liniculteurs et teilleurs de lin se mécanisent pour passer d’une production ancestrale à une industrie nouvelle, capable de répondre à la demande croissante de précieuses fibres technologiques…
Les producteurs raisonnent alors aussi comme des entrepreneurs. Une nouvelle filière professionnelle se constitue. Un institut, nanti de laboratoires modernes de caractérisation des fibres, et une plateforme collaborative se mettent en place. L’innovation devient une préoccupation permanente. Des équipes de recherche et développement sont structurées pour concevoir de nouveaux usages et de nouveaux produits, tirant parti, sur des ordinateurs puissants, des propriétés remarquables de la fibre de lin.
Usine digitale ou transformation humaine ?
Le numérique emporte tout.
Nous parlons aujourd’hui de transformation digitale de l’entreprise, mais c’est sans aucun doute une transformation de portée bien plus considérable qui est en jeu, tant pour les entreprises et le monde du travail que pour la société en général. Technologies numériques proprement dites, c’est-à-dire numérisation des données et des communications, robotique et contrôle des systèmes, mais aussi intelligence artificielle et sciences de la vie sont au croisement de cette transformation en marche.
Après l’émergence de la mécanisation des tâches liée au développement de la machine à vapeur, puis de la Fée électricité peinte par Raoul Dufy, et l’avènement de l’informatique et de l’automatisation, voici le temps de la quatrième révolution industrielle. L’Allemagne a développé le concept d’Industrie 4.0 quand la France parle d’Industrie du futur : une industrie qui, grâce à l’arrivée du numérique, deviendrait un réseau global interconnecté dans lequel machines, systèmes, voire produits eux-mêmes, communiqueraient en permanence sur leur état, leurs performances ou leurs besoins. L’interconnexion de ces équipements doit permettre à l’usine de devenir plus compétitive grâce à un niveau de performance accru, mais aussi en rendant accessibles des productions personnalisées et des services associés à plus forte valeur ajoutée. Cependant, pour y parvenir, toutes les facettes du monde du travail – de la conception des produits jusqu’à leur commercialisation, en passant par la fabrication, la gestion et les finances – doivent se transformer. Sans oublier le formidable effort de formation requis pour accompagner les opérateurs et l’ensemble des salariés à maîtriser cette évolution des moyens de production. C’est alors toute l’organisation de l’entreprise qui doit être bouleversée, mais encore faut-il agir de façon à ce que toute personne ayant accumulé une expertise au fil des ans puisse à la fois y trouver sa place et y apporter sa contribution active.
Lean management durable
Pour transformer notre modèle économique comme nous l’avons évoqué au chapitre précédent, nous avons besoin que les hommes et les femmes de notre entreprise soient eux-mêmes convaincus de la nécessité d’entreprendre un nouveau cycle de transformation. C’est de cette conviction partagée que dépendra notre aptitude à défendre des positions sur un marché en perte de vitesse, ou mieux encore à développer de nouvelles opportunités de substitution.
Les freins au changement peuvent être nombreux. La transformation doit donc être abordée prioritairement à travers le partage d’une vision et d’une stratégie communes au service des personnes qui composent l’entreprise, plutôt que sous l’angle uniquement technologique. Or, depuis le transfert de l’assemblage des photocopieurs de notre site de production à l’usine chinoise du groupe, notre dynamique en matière de Totale Productivité et d’implication du personnel avait été mise en veilleuse. Tous nos efforts avaient été consacrés à la refonte des ateliers d’assemblage, à la transformation vers des activités de services, à la diversification de celles-ci, et à la remise en cause d’une production planifiée pour acquérir l’agilité nécessaire à une grande variété de nouvelles prestations… Dans cette première grande transformation, certains de nos fondamentaux avaient été délaissés : rôles à chacun, communication visuelle, indicateurs et graphes, groupes de résolution de problèmes… Nous avions même été jusqu’à abandonner pendant un temps nos visites TP mensuelles, si symboliques de la démarche d’implication de l’ensemble de nos équipes (voir chapitre 3).
Il nous faut tout reprendre et nous allons nous appuyer sur la relance d’une démarche dite de Lean durable®45, visant à instaurer un équilibre délicat entre : un pilier économique, d’une part, consistant à rechercher la performance à travers l’amélioration des résultats au quotidien, la maîtrise des processus et la simplification des flux ; et un pilier social, d’autre part, portant sur l’amélioration des conditions de travail, le sens et l’intérêt donné au travail de chacun, l’ergonomie, la formation et l’implication de tous.
À ces deux premiers piliers vient tout naturellement se rajouter celui de la Responsabilité Sociétale et Environnementale de l’entreprise vis-à-vis de sa sphère d’influence. L’Entreprise au sens large, prise comme entité complète et solidaire, engagée dans sa relation avec l’ensemble de ses parties prenantes : clients, fournisseurs, écoles, institutions, réseaux d’entreprises, acteurs du territoire…
Pour entreprendre cette nouvelle mobilisation de toutes nos forces vives, nous décidons de réunir l’ensemble des managers au cours d’une journée de formation organisée auprès de l’Ecole POP de Nantes. Cette formation nous replonge très concrètement dans l’essence même de ce qui constitue le « Pilotage Opérationnel de la Performance » : matrice stratégique, projets clés, salle de pilotage et rituels d’équipes.
Nous avons certes, depuis l’origine de notre histoire, mis en œuvre un grand nombre de démarches de progrès : Totale Productivité, Kaizen, Cercles de Qualité, Roue de Deming, Six-Sigma avec Black-Belt, Green-Belt, etc. Pourtant, c’est la première fois que nous voyons exprimé avec autant de simplicité un ensemble d’outils permettant d’avoir une vision globale et synthétique du pilotage de la démarche.
Enthousiasmés par la méthode proposée, nous engageons aussitôt la formation de trois experts Lean Durable®, puis de l’ensemble de nos agents de maîtrise et, pour finir, des pilotes de projets. Chaque formation est adaptée à sa finalité. Les managers apprennent à construire la matrice stratégique du changement et sa déclinaison en projets clés. Les experts Lean se doivent de connaître toutes les subtilités des outils opérationnels à déployer sur le terrain pour accompagner la démarche. Les agents de maîtrise, quant à eux, sont amenés à connaître le sens profond du changement proposé et à se l’approprier avec le souci permanent de veiller à l’implication de leurs équipes.
Construire la stratégie
Une stratégie d’entreprise ne s’invente pas, elle se construit au fil du temps dans un échange permanent entre les membres de l’équipe dirigeante et dans une certaine continuité avec l’existant. Une remise en cause trop radicale des préceptes défendus et acceptés jusque-là risque de heurter les esprits et de provoquer une crise de confiance, voire même une ambiance anxiogène. Cependant, dans un environnement turbulent, il est aussi indispensable de s’adapter (nous dirions aujourd’hui de « pivoter »), en mobilisant l’intelligence collective et en conduisant les salariés à réagir et à se surpasser. En cela, nous allons anticiper la politique à venir du groupe, elle-même organisée autour du renforcement de ses activités cœur de métiers, d’un côté, et du développement de nouvelles opportunités d’affaires, de l’autre.
Renforcer nos activités cœur de métiers, c’est avant tout s’appuyer sur le pilier économique de la démarche Lean durable©. C’est-à-dire explorer en production toutes les niches de performance opérationnelle à mettre en œuvre en matière de productivité, qualité, maîtrise de l’énergie et disponibilité des équipements de production. Ou encore chasser toutes les opérations inutiles, sans rapport direct avec le service attendu par le client : multiples ressaisies d’informations, contrôles redondants, archivages papiers, stocks pléthoriques, flux asynchrones, délais de livraison… Autant d’opérations courantes dont l’optimisation peut être démultipliée par les systèmes d’informations et le digital.
De l’autre côté, développer de nouvelles opportunités d’affaires signifie poursuivre et amplifier une démarche de transformation vers une organisation encore plus flexible, plus agile, plus responsive à de nouveaux marchés. L’objectif consiste à aller à la rencontre des besoins exprimés (ou non) par nos clients, de savoir les satisfaire, voire de les anticiper. Or, un tel enthousiasme se créé par synergies successives, en veillant bien à associer chacun dans l’écoute client et l’exécution de prestations et en visant à mieux valoriser les expertises. C’est le pilier social de la démarche Lean qui doit permettre d’avancer vers une véritable démarche d’organisation « apprenante ».
Quatre enjeux vont servir de fondations à cette nouvelle stratégie volontariste et cohérente :
• Être un site de production intégré et compétitif,
• Accélérer l’expansion et la diversification des activités de services à la demande, en particulier, développer une offre orientée Manufacturing as a Service pour des clients tiers,
• Accompagner l’évolution digitale de nos métiers,
• Être exemplaire en matière d’engagement environnemental et sociétal.
Nous actons cette feuille de route au cours d’un second séminaire de direction, moins de dix-huit mois après la formation précédente et le déploiement de premiers projets de Lean durable®. Ainsi, avons-nous désormais pris l’habitude de nous retrouver tous les six mois, durant une journée, afin de mieux partager la démarche engagée, d’en mesurer les avancées et de définir ensemble les nouvelles priorités de l’année en cours.
Conduire les projets-clés
Chaque semestre, nous identifions en sortie de séminaire les six à huit priorités appelées à contribuer directement aux axes stratégiques retenus, par exemple :
• optimiser la production par la collecte et l’analyse de données,
• dématérialiser les processus administratifs en plateformes d’échanges,
• adapter nos procédures d’industrialisation à la demande des start-up que nous accompagnons,
• favoriser l’immersion digitale de nos équipes,
• intégrer les évolutions en matière de santé, sécurité au travail ou de maîtrise de l’énergie,
• etc.
Les priorités sont elles-mêmes déclinées en projets-clés pour les six mois à venir. Pas plus de dix à douze projets simultanés, qui doivent être menés sur un à deux semestres tout au plus.
Chaque projet est confié à un pilote, chaque pilote étant invité à constituer lui-même son équipe projet en fonction du sujet et des compétences requises, mais limitée à cinq ou six membres par équipe. Cela peut rapidement représenter une cinquantaine de salariés impliqués directement dans la démarche de déploiement opérationnel, soit près de 20 % de l’effectif total de l’entreprise ! Evidemment, c’est la taille de l’entreprise qui nous permet d’aborder un si grand nombre de projets. Une structure plus petite devrait sans doute adapter le nombre de projets à ses ressources.
Une première réunion de l’équipe projet permet d’exprimer et valider la compréhension du sujet au travers de son contexte, de la description du problème à résoudre et des objectifs à atteindre. Au fur et à mesure de l’avancement des travaux, la description de la situation de départ est détaillée à travers des photos, des mesures et l’exposé des difficultés rencontrées. Puis la situation attendue est spécifiée de la même manière. Le choix d’indicateurs quantitatifs et qualitatifs permet alors de conclure cette phase de définition du sujet.
Vient alors la phase de planification des actions à mettre en place ou à tester
pour tendre vers le résultat escompté. Chacune des actions est définie précisément par l’expression d’une tâche, l’attribution à une personne de
l’équipe et une date de mise en place souhaitée. Nous retrouvons là une
démarche somme toute assez classique de DMAIC46 (Define, Measure, Analyze, Improve, Control) avec l’ensemble de ses étapes. Nous réapprenions en fait à déployer une démarche de type Six-Sigma, telle que nous avions eu l’occasion de l’expérimenter quelque quinze ans auparavant !
Cette nouvelle approche présente cependant des différences notables :
• une salle de pilotage dédiée permet de consulter sur un même mur l’ensemble des projets en cours et leur état d’avancement sur un format de feuille de taille A3 standardisé,
• le lien entre les projets-clés, les priorités de l’année et la stratégie pluriannuelle poursuivie est limpide pour tous, tant il est aisé d’en vérifier la cohérence sur la matrice stratégique affichée au milieu des projets en cours,
• tous les pilotes de projets se retrouvent une fois toutes les deux semaines en salle de pilotage au cours d’une réunion limitée à une heure, afin de pitcher en cinq minutes auprès de leurs pairs l’état d’avancement de chaque projet. Un exercice dont la contrainte est contre-balancée par l’aide bienveillante et les conseils apportés par les autres en cas de difficulté sur un sujet.
Aussi étrange que cela puisse paraître, nous avons réussi de la sorte à impulser une nouvelle démarche de progrès. C’est en fait une véritable transformation de l’entreprise qui s’est engagée, grâce à cette méthode, extrêmement simple mais terriblement efficace, de pilotage opérationnel du changement.
Top-Down et Bottom-Up
Partager une vision au sein de son équipe de direction est chose assez courante. Faire adhérer le management intermédiaire à des projets clés, selon les expertises des uns ou des autres, reste relativement aisé. Mais il nous restait encore à engager l’ensemble des salariés dans la démarche pour emporter des résultats extraordinaires.
Le lien pouvant exister entre les différents niveaux hiérarchiques d’une entreprise engagée dans une démarche de progrès est très souvent représenté par une pyramide.
La base correspond aux opérateurs de production, en grand nombre, qui agissent au quotidien sur le terrain (Gemba) selon les 5S et les principes de la Totale Productivité. Ils contribuent à la démarche de progrès de l’entreprise par la mise en place d’idées simples mais souvent efficaces, avec peu de moyens.
Au niveau intermédiaire, on trouve les techniciens ou staff, collaborateurs expérimentés dans leurs domaines respectifs, capables de décrire, d’analyser et d’appréhender des situations complexes, à qui l’on confie volontiers l’animation et le pilotage de groupes de résolution de problèmes.
Au sommet de la pyramide enfin, l’équipe de direction, les managers, conduisent la marche de l’entreprise, et sont à même de prendre l’initiative de projets ardus, nécessitant parfois d’engager des moyens d’investissements importants ou l’appui de prestataires extérieurs.
Double pyramide de la conduite du changement
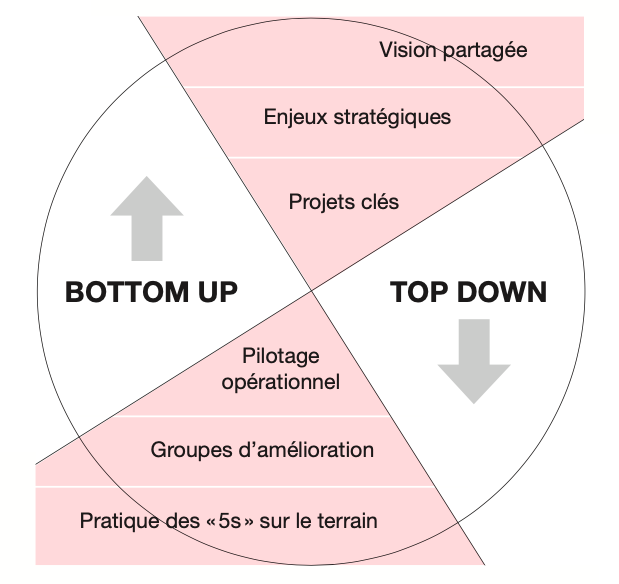
On voudrait habituellement nous faire croire que la seule mise en œuvre d’un mode de management dit « participatif », ou en équipes « autonomes », suffit à promouvoir l’engagement et l’adhésion de l’ensemble du personnel, dans une forme de responsabilisation partagée.
J’ai souhaité, pour ma part, introduire une représentation plus complète de la réalité, me semble-t-il, composée de deux pyramides positionnées tête-bêche l’une au-dessus de l’autre, à l’image d’un sablier.
La pyramide supérieure, placée à l’envers, traite dans sa partie élevée la plus large (ou base inversée), de la vision de l’entreprise. La vision reprend la raison d’être de l’entreprise : il convient de la partager largement, puis de la laisser diffuser, ruisseler, s’infiltrer à toutes les strates managériales de l’entreprise.
La partie centrale de cette première pyramide, juste en dessous de la vision, en définit les enjeux stratégiques comme déclinaison de cette dernière.
La pointe, enfin, tournée vers le bas, représente les projets opérationnels prioritaires, concrets, qu’il faudra mettre en œuvre en impliquant le plus grand nombre.
La pyramide inférieure reprend, quant à elle, celle décrite précédemment, de la base vers le sommet, mais replacée dans le contexte des enjeux de l’entreprise.
C’est la juxtaposition des deux pyramides, imbriquées l’une au-dessus l’autre, voire même l’une dans l’autre, qui donne tout son sens à une démarche de transformation. Dans cette représentation, les trois niveaux, Orientations stratégiques, Pilotage opérationnel et Amélioration continue sur le terrain, cohabitent et se fondent. S’inscrit alors la boucle vertueuse d’un Lean authentique, c’est-à-dire mis en pratique par tous. L’engagement personnel de chacun se mesure à l’aune de sa compréhension de la vision qu’il partage, à laquelle il adhère et dont il s’approprie les clés.
Plus encore, une telle représentation d’ensemble permet à chacun de voir combien la vision de l’entreprise ne doit pas être autocentrée mais, au contraire, ouverte le plus largement possible vers le haut. Tout le monde aujourd’hui s’accorde à considérer l’entreprise comme responsable vis-à-vis du monde qui l’entoure, pour combler les déséquilibres ou les manques en matière sociétale, pour inventer un modèle économique respectueux de la société et de l’environnement. Une telle vision ouverte sur l’extérieur doit contribuer à élever le sens même de l’entreprise. Elle ne doit pas être étriquée, ni demeurer l’apanage de quelques « sachants » qui conduiraient du sommet de leur position la bonne marche des affaires. Le mode de management qualifié de top down et de bottom up peut alors s’enrichir d’échanges et d’allers-retours permanents entre « la démarche de responsabilisation des salariés et la question de la raison d’être de l’entreprise et in fine de sa responsabilité ».47
Politique RSE et valeur pour le client
L’image de l’entreprise, ses perspectives de développement, sa capacité à opérer dans un environnement en pleine évolution sociétale, économique et technologique, dépendent aujourd’hui beaucoup de la manière dont elle exerce ses responsabilités. Le pouvoir des médias, des réseaux sociaux, influenceurs, lanceurs d’alerte, contribue en effet à renforcer la sensibilité du public sur ce point.
Une bonne gouvernance de la RSE passe par l’analyse, l’intégration et la gestion des risques et des opportunités liés à son activité. S’ils se matérialisent, les risques peuvent avoir un impact négatif sur l’acceptabilité sociale et règlementaire de ses activités, sur sa réputation et in fine sur ses résultats, voire même sur sa pérennité. La prise en compte de ces enjeux sociétaux et environnementaux peut au contraire permettre d’anticiper de futures évolutions, d’acquérir un avantage concurrentiel, d’attirer des talents et de développer de nouvelles activités.
Du point de vue environnemental, et sous l’impulsion volontariste du groupe, le site de Dieppe compte parmi les premières entreprises certifiées ISO 14000 en France. Sur le plan sociétal, nous nous sommes constamment engagés à tout mettre en œuvre pour que nos produits et services satisfassent pleinement nos clients, tout en respectant les intérêts conjugués de nos actionnaires, de nos partenaires et de notre personnel, aussi bien que ceux des institutions ou collectivités locales et du voisinage. Tous sont « parties prenantes », entrant dans la chaîne de valeur de l’entreprise.
Nous conduisons depuis longtemps, comme nous l’avons vu, une politique d’achats responsable, dans une logique de partenariat durable avec nos fournisseurs. Nous recherchons et mettons en œuvre avec eux une relation d’écoute réciproque, tout en exerçant un devoir de vigilance sur leur propre maîtrise des risques. Des audits réguliers sont menés chez nos fournisseurs en ce sens, afin de prévenir les dommages sociaux, éthiques, environnementaux, qui pourraient par rebond entacher notre image.
Notre stratégie d’intégration des fabrications toner est menée en veillant à rentabiliser l’investissement des équipements, tout en réduisant les impacts environnementaux associés. Nous cherchons en permanence à identifier des filières de recyclage et de valorisation de nos déchets. Notre performance énergétique est sans cesse améliorée par la conduite de programmes d’économies d’énergie et de préservation des ressources naturelles. Ainsi, nous utilisons la chaleur fatale de nos compresseurs pour chauffer l’ensemble des bâtiments et diminuer l’empreinte carbone du site.
Un programme ambitieux de préservation de la biodiversité a été engagé en collaboration avec des organismes externes. Nous avons conclu un partenariat actif avec le Groupement Ornithologique Normand, une association qui nous conseille dans la gestion des espaces verts, afin de favoriser la réimplantation d’espèces d’oiseaux en voie de raréfaction dans nos régions – notre site étant situé sur des routes migratoires fréquentées.
La diversification des prestations proposées à nos clients se fait, quant à elle, dans un souci constant de niveau de service agréé et de développement mutuel d’activités et de compétences entre entreprises et salariés. La conduite du changement menée à cette occasion prend en compte la transformation des métiers, les évolutions technologiques, les besoins de formation, de reconversion ou d’accompagnement. Nous prenons toutes les mesures nécessaires pour protéger la santé des personnes (nos salariés autant que ceux des entreprises qui travaillent pour nous), pour prévenir tout accident ou maladie professionnelle qui pourrait être lié aux spécificités de nos métiers. La consultation et la participation des salariés contribuent à la construction et au déploiement de plans d’actions visant à évoluer dans un milieu de travail sain et sûr.
La maîtrise des situations de crise est exercée à travers la collaboration avec les organismes publics et de secours par la mise en œuvre de Plans d’Opérations Internes (POI), véritables exercices grandeur nature simulant une situation d’accident indésirable, auxquels participent des Equipiers de Secondes Intervention (ESI), volontaires parmi nos salariés.
Nous sommes convaincus, enfin, que l’entreprise a un rôle socio-économique important à jouer sur son territoire. Outre le fait de développer la fierté d’appartenance de ses salariés et son acceptabilité par les populations riveraines, l’engagement local de l’entreprise et sa participation à des actions concrètes relève de sa responsabilité vis-à-vis des collectivités qui l’accueillent et qui l’ont souvent aidée à s’implanter.
Notre relation avec les représentants des institutions, l’encouragement du personnel à participer à des rencontres ou manifestations sportives, culturelles associatives, la mutualisation de moyens ou de ressources avec les entreprises voisines, le mécénat ou l’octroi de subventions aux associations dont nos salariés sont membres, sont des marqueurs forts de cette implication. C’est tout le sens de notre contribution active au sein des réseaux locaux d’entreprises : Association des Entreprise de la ZA Eurochannel (AEE), CCI, UIMM Rouen-Dieppe ou filière LSN. Tout comme celui de la participation à l’insertion sociale et professionnelle ou au développement des compétences au sein de la communauté, par les relations que nous entretenons régulièrement avec les écoles, par l’accueil d’apprentis ou la communication sur l’attractivité de nos métiers.
Avec l’éclairage RSE, la notion de valeur client dépasse désormais largement la seule question de la fiabilité d’un produit ou de la qualité d’un service. Aussi, la vision de l’entreprise se doit-t-elle d’en tenir compte, pour emporter une large adhésion, y compris et surtout vis-à-vis des plus jeunes.
Immersion digitale
Générations X, Y ou Z, Petite Poucette48 ils vivent le téléphone mobile en main, mais ils doivent aussi travailler et collaborer avec des générations qui ne sont pas aussi à l’aise qu’eux dans l’usage de ces outils digitaux. Pour que l’expérience et le savoir-faire des uns complètent la maîtrise des nouvelles technologies et des connaissances immatérielles des autres, encore faut-il que soient aménagés des lieux de rencontre et de partage.
Comment faire en sorte d’apaiser l’appréhension face au numérique, qui habite encore une majorité de nos opérateurs ? Bien que pourvus pour la plupart de téléphones portables, l’écran tactile et la tablette les rebutent parfois. Est-ce la simple crainte de ne pas savoir comment revenir en arrière si l’écran change au contact de leur doigt ? Ou celle, plus profonde, de la concurrence sur leur emploi que pourraient apporter ces outils numériques ?
Dès notre tout premier séminaire de direction consacré à la transformation numérique, nous avions évoqué le besoin de familiariser l’ensemble des salariés avec ces outils.
Web pauses
Nous avons alors créé des espaces web pauses à proximité immédiate des aires de pause habituelles, avec mise à disposition en libre-service d’ordinateurs portables et de tablettes.
L’acceptabilité de tels espaces est primordiale pour en assurer le succès. En effet, le reproche nous a souvent été fait que la pause étant courte (dix minutes à peine) ce n’était pas pour la passer sur un ordinateur ! Nous avons donc laissé libre cours à quelques opérateurs volontaires de chaque secteur d’activité pour imaginer, puis dessiner et mettre en œuvre leurs aménagements. Mobilier constitué de palettes usagées pour les uns, fauteuils découpés dans de grands bidons vides pour les autres, fresques murales personnalisées… Cette libre expression a contribué à l’appropriation de ces lieux. Pour inciter à l’usage de ces espaces, nous avons complété l’aménagement des web pauses par des écrans muraux sur lesquels nous diffusons une chaîne d’information interne avec un fil d’actualité : nouveaux arrivants, idées TP présentées au cours de la visite du mois (que nous avons entre-temps pris soin de restaurer), menus de la semaine à la cafétéria, activités sociales du Comité d’Entreprise, infos et météo, etc. Le spectateur est renvoyé vers les applications disponibles sur les ordinateurs à sa disposition pour en savoir plus et apprivoiser ces outils.
Nous invitons également les salariés à apporter leurs propres contributions à la chaîne, en y partageant leurs propres loisirs, passions, implications dans le tissu associatif local, culturel ou sportif. Cela permet de dévoiler, à l’occasion, les talents insoupçonnés de certains collègues. Enfin – et ce n’est pas la moindre des vertus de ce dispositif – les barrières entre la vie à l’usine et l’extérieur s’estompent : les liens nombreux entre le territoire et les personnes de l’entreprise se dévoilent.
Quart d’heure à chacun
Expliquer en continu le sens de la démarche de transformation est primordial. C’est pourquoi, nous avons mis en place les « quarts d’heure à chacun » : ce sont des séances organisées presque chaque semaine par petits groupes pour donner des explications, des informations ou dispenser de la formation sur un sujet ou sur un autre. La planification de ces séances est organisée par le département des Ressources Humaines. Le choix des sujets abordés est fonction des desiderata exprimés par les salariés, en particulier les opérateurs de production : par exemple, les projets clés de transformation digitale de l’usine, un tutoriel sur les réseaux sociaux, une explication lexicographique des termes couramment employés dans cette période de transformation, afin de construire un langage commun, etc.
Un quart d’heure à chacun pour plus de 200 salariés, cela signifie une douzaine de groupes de quinze salariés qu’il faut organiser et animer. C’est un effort qui doit s’inscrire dans la durée avec opiniâtreté. Les animateurs étaient initialement, pour la plupart, issus de l’encadrement, mais nous avons demandé par la suite aux salariés de s’impliquer davantage dans la démarche. Nous avons alors engagé la formation de douze « formateurs » internes volontaires, parmi lesquels plusieurs opérateurs, afin qu’ils apprennent à concevoir leurs propres outils pédagogiques et évacuent leur crainte de parler en public.
Hackathon
Se transformer, c’est aussi acquérir de nouveaux modes d’organisation pour être plus agile et mieux répondre à la rapidité d’exécution rendue nécessaire par l’usage du numérique, en particulier dans le contexte de notre relation aux start-up résultant de notre nouveau modèle MaaS (Manufacturing as a Service).
Pour aider à la rencontre de ces deux mondes (industrie et numérique), nous avons organisé sur notre site un hackathon de 48 heures, le temps d’un week-end.
Un hackathon consiste à mettre en compétition plusieurs équipes de développeurs à huis clos sur la base d’un appel à projets, dont l’énoncé est suffisamment vague pour laisser de la place à la créativité des différents participants. Une équipe d’animation, souvent externe à l’organisation, en assure le bon déroulement.
Pour une entreprise, organiser un hackathon peut avoir pour objectif de donner une image de modernité. Elle communique largement sur l’organisation de l’événement, mais n’utilise pas forcément les résultats à la sortie. Pour notre part, nous avions un objectif concret : trouver une idée d’application à déployer en atelier sur des supports digitaux interactifs de notre crû pour libérer l’innovation.
Nous avons reçu 35 participants, répartis en sept équipes. Deux d’entre elles se sont particulièrement distinguées : une jeune start-up, d’une part, et un groupe d’étudiants issus de la formation EXIA du CESI de Rouen (Campus d’enseignement supérieur et de formation professionnelle), de l’autre. L’un de nos opérateurs en atelier ayant souhaité participer au hackathon, s’est retrouvé par hasard dans cette équipe. Sitôt après l’épreuve, nous avons décidé d’engager le développement de la solution imaginée par la start-up, tout en recrutant en stage durant trois mois deux des étudiants de la seconde équipe, tandis que notre opérateur a été intégré dès lors au sein de notre Service informatique.
L’intérêt est aussi de faire participer certains salariés de l’entreprise en tant que mentors. Ils jouent le rôle d’experts métiers, capables d’appréhender ce que les solutions recherchées devraient nous apporter. Un lien privilégié va s’établir entre nos mentors et les jeunes concurrents. La créativité des uns heurte le bon sens des autres. Les idées fusent : il est temps de canaliser cette vivacité, pour qu’une solution émerge et se construise avec rigueur. Ce faisant, nos personnels comprennent la nécessité de remettre en question nos habitudes de travail dans la recherche d’une plus grande agilité.
Au terme de ce week-end, nous avons développé plusieurs solutions digitales.
La boîte à outils numérique
Accompagner l’immersion digitale des salariés, tout en déployant une démarche de progrès innovante basée sur l’implication du personnel, reste aujourd’hui un axe de travail essentiel de notre transformation numérique.
Dans cette perspective, nous avons développé des supports interactifs à même de favoriser les échanges au sein de l’entreprise. Le but initial était de renouveler les anciens panneaux de management visuel par équipe, qui avaient en leur temps servi de supports de communication, mais qui étaient devenus obsolètes. Des pupitres et totems dynamiques ont donc été créés : équipés de dalles tactiles interactives et associés à des applications logicielles, ils permettent de décentraliser et de rationaliser le flux des informations nécessaires à chacun, tout en permettant les temps d’échange sur les succès, les bonnes nouvelles du jour, au-delà d’une simple revue d’indicateurs techniques impersonnels. Comme auparavant, le totem vertical sert à l’animation du shift meeting49 par l’agent de maîtrise. Finies les mises à jour fastidieuses, l’impression et l’accrochage au jour le jour de documents papier sur un panneau ! Reliés directement à la base de données du système de gestion de production, les totems sont le reflet en quasi-temps réel des opérations de production. La réunion d’équipe à la prise de poste s’en trouve largement facilitée, ce qui contribue à rendre les opérateurs plus concernés par la performance collective de l’équipe, elle-même étant plus autonome dans la détermination de ses enjeux prioritaires.
Le pupitre, quant à lui, est destiné à favoriser la rencontre et l’animation d’un groupe de personnes autour d’un problème à résoudre. Nous voulons amener nos opérateurs à participer à l’amélioration de leur travail au quotidien de manière interactive et ludique.
Un premier outil, issu du hackathon, permet d’exprimer les difficultés rencontrées au quotidien, mais également de formuler des propositions de solutions simples et immédiates, au moyen de post-it numériques. Ici encore, les opérateurs de terrain deviennent pleinement responsables et autonomes dans ce qu’ils peuvent améliorer par eux-mêmes dans leur travail de tous les jours. La solution numérique permet en outre de partager largement les idées proposées dans tous les secteurs d’activités de l’entreprise. D’aucuns parlent ici « d’expérience travailleur » pour prendre en compte le ressenti des salariés et améliorer le service rendu et la performance de l’organisation, tout comme il est question d’expérience client s’agissant de la mise sur le marché d’un nouveau produit.
Une seconde application facilite la décomposition d’un problème en ses causes racines. Cet outil de résolution de problèmes est inspiré du CEDAC (Diagramme de causes à effet avec ajout de cartes)50, que nous avions expérimenté quelques années auparavant en mode papier et crayons. Le pupitre numérique est un support apprécié pour analyser et résoudre des problèmes complexes de manière interactive sur le lieu de travail. Identifier les causes multiples, décider des actions d’amélioration à expérimenter et à mettre en place par le groupe devient alors un jeu.
D’autres applications sont venues par la suite compléter notre boîte à outils numérique.
Ainsi, un Tableau des ressources partageable au sein de l’équipe, sur un mode agenda en ligne, permet aux agents de maîtrise de gérer la disponibilité de leurs équipes sur le pupitre digital : maladie, RTT, vacances, etc., relié à la gestion des ressources humaines. La cartographie des compétences ou de la polyvalence de chaque opérateur est également suivie, afin de pouvoir remplacer au pied levé, les titulaires de postes absents. Un Planning dynamique des tâches permet, quant à lui, d’attribuer une action et d’en suivre l’exécution de manière interactive et visible. Toute action décidée à n’importe quel niveau peut être partagée avec les chefs d’équipes ou responsables de production et être attribuée à une personne en charge, pour une date de mise en œuvre convenue avec cette dernière. Les tâches sont également partageables et affectables à d’autres groupes ou services fonctionnels au sein de l’entreprise.
Enfin, grâce à une application Salle de Pilotage Numérique, nous rendons facile et efficace l’interaction entre tous les pilotes de projets et le responsable de la coordination. Avec des mises à jour immédiates, il est alors aisé d’organiser le suivi bimensuel de tous les projets clés de l’entreprise.
Conçues initialement pour répondre à des besoins internes, toutes nos applications sont développées dans une approche Lean & Digital pour travailler en mode agile et participatif. Notre longue pratique japonaise des démarches de progrès permet de renforcer la pertinence de ces applications dans la conduite du changement : tout naturellement, nous les commercialisons désormais à l’intention d’entreprises tierces.
La production toner n’est pas en reste et nous y déployons, grâce à notre expertise métier, un véritable Manufacturing Execution System (MES) en connectant respectivement la collecte de données depuis nos équipements de production à un système de supervision, puis à un autre d’analyse de la data. Nous pouvons dès lors mieux maîtriser nos rendements matières, la stabilité des paramètres de production, l’optimisation des critères qualité, la maintenance prédictive, ainsi que la consommation énergétique du site.
Techday
Quelques semaines après le hackathon, nous avons décidé d’organiser un autre évènement de sensibilisation à l’industrie du futur et aux usages du numérique, au cours d’une journée baptisée Tech Day. Il s’agissait cette fois de communiquer le plus largement possible sur nos engagements et nos récentes réalisations. Nous voulions partager, dans le cadre de notre démarche, quelques bonnes pratiques et retours d’expériences, aussi bien auprès d’autres entreprises et acteurs économiques du territoire et de la Région, que de clients ou prospects des filiales commerciales du groupe.
Notre première Tech Day s’articulait autour de la thématique « Vitrines Industrie du Futur »51, dont nous sommes lauréats depuis mars 2019. Sur un plan commercial, notre filiale Région Grand-Ouest monta un « village des solutions » permettant de mettre en avant toutes les solutions numériques proposées par le groupe : impression, dématérialisation, gestion de documents, impression codes à barres et RFID, bornes et pupitres à dalles tactiles interactives. Sur le plan industriel, nous avons organisé des groupes de visites conduits par l’ensemble des personnels des bureaux, afin de présenter les outils numériques déployés au cours des derniers mois dans tous nos ateliers, tels que les totems interactifs, la dématérialisation de documents, les espaces web pauses, les robots de palettisation des cartouches d’encre toner, l’usage des données clients pour la configuration à la demande, etc. Les groupes se sont ensuite retrouvés dans un espace aménagé en salle de conférences autour de notre invité grand témoin du jour. Suivant le même schéma que nos Journées fournisseurs dans le passé, l’après-midi fut consacrée à nos salariés, qui allaient découvrir la mise en œuvre concrète de notre plan Industrie du Futur dans tous les secteurs d’activités.
L’année suivante, nous avons renouvelé l’expérience, mais dans un format différent, davantage tourné vers les salariés et leurs familles, pour permettre à chacun de prendre la mesure des évolutions conduites sur les douze derniers mois.
Chacun a pu ainsi montrer avec une grande fierté ce qu’est devenue son usine, notre entreprise ! Une entreprise toujours en mouvement, faite de femmes et d’hommes de bonne volonté, attachés à assurer la pérennité de leur travail. Lieu collectif d’expression, de réalisation et d’échanges, ouvert sur son territoire et sur le monde. Une entreprise fonctionnant comme un être vivant, capable de réagir et de se transformer, une première fois sous l’effet des tensions induites par la mondialisation, puis une seconde fois, de manière volontaire vers de nouveaux chemins à explorer.
Entreprise inspirante
En 2018, la présidente du jury du Digital Summit Award n’est autre que Claudie Haigneré, première femme européenne à être allée dans l’espace et conseillère auprès du directeur général de l’Agence Spatiale Européenne. À cette occasion, elle ose, dans son allocution de clôture, une étonnante comparaison entre l’aventure humaine de la conquête spatiale et celle en cours de la transformation digitale des entreprises vers l’industrie du futur. Deux projets qui, aussi différents soient-ils, sont tous deux « source de connaissance, source de coopération et source d’inspiration ».
Source de connaissances, tant il est vrai qu’une telle démarche oblige à dépasser les acquis de chacun, à apprendre et maîtriser de nouvelles techniques en dehors des compétences habituelles de l’entreprise, à rechercher des solutions ; à progresser et à remettre en cause les savoir-faire historiques au-delà d’une zone de confort faussement rassurante.
Source de coopération, car il faut apprendre à œuvrer ensemble, non seulement dans le cadre de l’entreprise elle-même en reconnaissant la contribution active de chacun, mais en élargissant le cercle des coopérations courantes. Il faut étendre l’entreprise à ses parties prenantes. Créer de nouveaux liens de confiance, pas forcément évidents au départ, parfois même en mettant en avant des intérêts de coopération forcée plus que de concurrence naturelle.
Source d’inspiration, enfin, car c’est dans le changement et la remise en question permanente, dans la formation et la mise à niveau des équipes, dans la contribution de chacun à l’effort collectif au sein d’une vision d’ensemble qui fait sens, que s’ouvre un nouvel horizon, l’adoption de nouvelles perspectives allant bien au-delà de la seule raison économique et financière de l’entreprise.
Une nouvelle vision de l’entreprise peut alors être proposée. Une vision plus large que sa seule dimension financière, qui prenne en compte toute sa complexité, pour mieux en assurer le développement et la solidité au travers de regards croisés des uns sur les autres.
L’échange de connaissances entraîne l’adhésion des personnes dans un collectif désormais dynamique et vivant. Les coopérations ouvrent des opportunités et les individus trouvent leur place dans l’entreprise et du sens à leur travail dans l’expression consentie de relations interpersonnelles enrichissantes. La créativité de l’entreprise est libérée, l’innovation peut voir le jour, dès lors que la confiance surmonte les craintes individuelles et que l’organisation est apprenante pour tous. Le partage de connaissances et les coopérations s’élargissent ensuite à l’échelle de la Cité, au sens politique, économique et social. « Réconciliant simultanément les intérêts de l’entreprise et les intérêts des personnels, le travail et le plaisir, l’argent et le bien-être, l’engagement professionnel et la qualité de vie personnelle »52, l’entreprise quitte alors ses murs et devient elle-même inspiratrice d’une nouvelle construction sociétale durable et responsable, prometteuse d’avenir pour tous.
- 44 – Le rouissage est une opération naturelle qui permet de faciliter la séparation des fibres de lin. À maturité, les agriculteurs arrachent le lin pour garder les fibres de la plante et les couchent en bandes sur le sol, que l’on appelle des andains. Pour bien rouir le lin, les andains sont retournés régulièrement durant plusieurs semaines.
- 45 – Ecole POP (Pilotage Opérationnel de la Performance) de Nantes, www.ecole-pop.com
- 46 – Il s’agit d’une boucle de type roue de Deming dans la méthode Six Sigma.
- 47 – Thierry Weil, Anne-Sophie Dubey, Au-delà de l’entreprise libérée, enquête sur l’autonomie et ses contraintes, La Fabrique de l’industrie, Presses des Mines, 2020. Voir le point de vue de Thibaut Cournarie et François-Régis de Guenyveau, Kea & Partners.
- 48 – Michel Serres, Petite Poucette, Le Pommier, 2012. Le terme fait référence à la maîtrise du clavier des téléphones portables par les jeunes générations.
- 49 – Rituel de prise de poste au quotidien où l’agent de maîtrise rassemble son équipe au pied du panneau d’affichage (du totem) des indicateurs clés de l’équipe. Il peut commenter ces derniers, souligner un point de vigilance particulier pour la journée, informer l’équipe des visites du jour, recenser les absents, organiser le travail de chacun en conséquence (voir Chapitre 3).
- 50 – L’acronyme CEDAC signifie Cause and Effect Diagram with Addition of Cards. Cet outil développé par le japonais Ryuji Fukuda est une variante du diagramme en arêtes de poisson d’Ishikawa. Affiché sur un tableau dans l’espace de travail, il doit être disponible et visible en tout temps par tous, ce qui permet une mise à jour régulière du diagramme grâce aux contributions de chacun.
- 51 – Le label Vitrine Industrie du Futur, synonyme d’engagement dans la démarche de transformation de l’industrie, est attribué aux entreprises ayant développé concrètement un projet novateur pour l’organisation de leur production, via le numérique le plus souvent. Le choix des lauréats est opéré par un comité ad-hoc composé des membres de l’Alliance Industrie du Futur, en collaboration avec le ministère de l’Industrie.
- 52 – Jean Noël Gaume, L’Entreprise inspirante, Editions Kawa, 2017.
La seule mise en œuvre d’un mode de management dit «participatif» ou en équipes «autonomes», ne suffit pas à promouvoir l’implication et l’adhésion de l’ensemble du personnel au projet d’entreprise.
Une démarche de transformation, fût-elle digitale ou organisationnelle, passe d’abord par l’adhésion à une vision largement ouverte de l’entreprise, ce qui sous-tend une réflexion sur sa raison d’être et sur sa responsabilité à l’égard de toutes ses parties prenantes.
La vision, partagée et bien comprise, peut alors être déclinée en enjeux stratégiques à trois ou cinq ans et en autant de projets clés, dont l’avancement doit faire l’objet d’évaluations régulières.
Le pilotage opérationnel par des indicateurs de performance et l’animation de groupes de progrès sur le terrain, complètent alors l’implication de tous à travers des actions d’amélioration continue au quotidien.
Cette combinaison de la conduite du changement (top-down) avec une démarche de progrès (bottom-up) est particulièrement efficace lorsqu’elle s’accompagne des formations nécessaires à l’appropriation par les équipes des nouvelles technologies ou modes d’organisation visés.
En particulier une dynamique volontariste de déploiement d’outils numériques est à même de favoriser l’open innovation par le partage de connaissances et les coopérations entre les personnes. Mais elle nécessite au préalable un effort important d’accompagnement des personnes en «immersion digitale».
Alors, s’ouvre pleinement le champ de l’entreprise – au-delà de la simple adoption de nouvelles technologies – vers un mode d’organisation agile et apprenant, lui permettant d’évoluer de façon responsable vers de nouveaux modèles économiques et de devenir véritablement «industrie du futur», à la fois plus inspirante, contributive et résiliente.
Épilogue
Ne vous l’ai-je point dit ? Je suis natif de Belfort, petite ville nichée dans la trouée du même nom, entre Vosges et Jura… Point géographique singulier à l’extrémité sud de la plaine d’Alsace et lieu de passage obligé entre ces deux massifs, la trouée de Belfort fut l’objet dans son histoire de nombreux conflits entre les plus grandes nations d’Europe. Le plus célèbre reste celui de 1870-1871, opposant les Français aux Prussiens.
Au terme de cent trois jours d’une résistance héroïque menée à un contre trois par le colonel Denfert-Rochereau, la cité est finalement détachée du département du Haut Rhin auquel elle appartenait. Le Territoire de Belfort a été établi administrativement, afin d’échapper à l’annexion de l’Alsace-Lorraine par l’Empire allemand. Il devient un département à part entière en 1922. Un autre hommage fut rendu aux valeureux combattants et habitants de ce territoire, en 1880, par l’érection du gigantesque Lion de Belfort. Sculpté par Bartholdi dans un magnifique grès rose des Vosges, le lion monumental est représenté couché, une patte antérieure posée en avant sur une flèche qu’il vient d’arrêter sur sa lancée et qui se trouve retournée en direction de l’assaillant. Le lion est dominé par les fortifications de la citadelle, elles-mêmes érigées par Vauban dans le même matériau. Rarement la devise franc-comtoise « – Comtois rends toi. – Nenni ma foi ! » n’a été aussi brillamment illustrée, et sans doute ai-je toujours trouvé en cette devise la justification de mes actions.
« Never give up ! » disent les Japonais, fervents admirateurs (mais de loin !) de ce qu’ils appellent le Napoleon spirit : cet esprit français, tout à la fois inventif et combatif, indépendant, parfois incontrôlable aussi… Au cours de ma carrière, cela aurait pu me jouer des tours tant cette tournure d’esprit est éloignée du savoir-être japonais.
Le Japon est en effet plutôt adepte du Nemawashi : un terme désignant, dans la culture de l’entreprise japonaise, le processus informel permettant de préparer tranquillement un changement important ou un projet, en parlant avec les personnes concernées et en essayant d’obtenir leur soutien et leur adhésion. Une recherche du consensus permanent qui rend souvent les processus décisionnels extrêmement lents mais qui, une fois acquis, permet à toutes les ressources de travailler efficacement dans la même direction… Sans doute avons-nous à Dieppe bénéficié de ces instants particuliers où les décisions restent en suspens et où il est encore possible d’inverser le cours des choses, à la différence de ce qui aurait pu se passer dans un groupe capitalistique américain. Cependant, cela ne suffit pas à expliquer la résilience et la capacité d’adaptation dont a su faire preuve notre entreprise au fil du temps.
Tout comme les personnes, quels que soient leurs lieux de vie, restent généralement attachées à leur région d’origine, je me suis astreint au long de ce récit à lier l’histoire de l’entreprise à celle du territoire dans lequel elle s’enracine. Il me semble que c’est là qu’il faut rechercher l’une des raisons essentielles de la pérennité d’une entreprise : l’attachement au territoire entraîne, par effet de réciprocité, l’attachement à leur entreprise des femmes et des hommes qui y travaillent.
Travailler en entreprise, et de surcroît dans l’industrie, c’est faire une expérience de vie. Apprentissage, échanges d’expériences, difficultés à surmonter, remise en cause de l’existant, sont autant de chemins à parcourir, qui questionnent le sens du travail et l’enrichissent, pour peu que l’on saisisse les opportunités pouvant en découler.
Un territoire, c’est une identité. Géographique et climatique, puis historique, économique et sociale au fil des âges. Une identité qui se mêle aux zones d’échanges avec lesquelles interagit le territoire. Mais il est des ruptures qui viennent inévitablement en perturber l’agencement pacifique. Une invasion barbare fonde le royaume de Normandie. Héritiers des Vikings, les Normands prennent la mer ; ils conquièrent l’Angleterre, colonisent la Sicile et contribuent largement à l’exploration du monde qui va suivre. Les marchands de Rouen vont fonder des comptoirs, le port du Havre voit le jour et le commerce se mondialise… La Seine aurait pu irriguer l’Ile-de-France de ce commerce mondial, mais le chemin de fer s’en mêle : à l’Angleterre, aux Pays-Bas et à l’Allemagne industrieuse reviendra le développement économique ; au littoral normand, les bains de mer d’une France devenue insouciante et qui thésaurise. Deux Guerres mondiales plus tard les cartes sont rebattues : l’Europe s’est épuisée et doit se reconstruire, tandis que d’autres régions du monde vont prendre le relais de la croissance.
L’identité normande, cependant, demeure. Terre d’impressionnisme, elle fait un tableau coloré d’une juxtaposition d’expériences, de savoir-faire et de compétences. De nombreuses entreprises dans des domaines variés le composent : automobile, aéronautique, chimie ou pharmacie… L’agriculture et l’élevage y côtoient l’industrie et le commerce. Terre de lin, la Normandie assure la moitié de la production mondiale de fibres de qualité, lesquelles ouvrent de nouvelles perspectives dans la production de matériaux composites de haute technologie. Terre d’énergies aussi, celles de la mer et du vent, qui ont de tout temps forgé le caractère souvent « taiseux » des gens qui y vivent… Il y a ceux de la ville et ceux de la campagne. Il y a les « diseux » qui s’enorgueillissent d’avoir connu le monde et prétendent tout savoir à la place des autres. Il y a les « horsains » venus de l’extérieur, ces étrangers dont il faut « se méfier, se méfier encore et se méfier toujours ! ».
L’entreprise, quant à elle, est un lieu collectif. Voulue par quelques-uns, elle ne pourra se développer que dans un intérêt compris et accepté par tous. Elle rassemble en son sein les sensibilités des femmes et des hommes qui font le territoire, tous différents les uns des autres. L’entreprise est vivante, comme sont vivants les êtres qui la composent. Elle peut vivre, se développer, se transformer… Elle peut aussi mourir et disparaître, si sa transformation est rendue impossible, que ce soit par manque de vision ou par la résistance au changement de ses membres. Changements nécessaires chaque fois qu’évolue son modèle : un marché éphémère, une trop forte dépendance à un client, une structure de coûts inadaptée, une concurrence exacerbée… ou encore une direction mercenaire qui agit dans son seul intérêt personnel : effet parfois pervers de modes de rémunération variable calculés sur des objectifs individualisés, sans un fondement approprié.
Ce fondement, c’est précisément ce qui fait l’entreprise et son identité. Une histoire partagée, une culture commune, un langage en commun. Un lien au quotidien qui rassemble ces hommes et ces femmes en un lieu. Un engagement au jour le jour, dans son travail, mais aussi dans la relation entretenue avec les autres salariés de l’entreprise. Une relation étendue, en cercles concentriques, de l’équipe à l’atelier, de l’atelier à l’entreprise, de l’entreprise aux partenaires, sous-traitants, prestataires et clients. Une industrie ne peut pas vivre sans client : mais par « client », il faut comprendre toutes les parties prenantes à son activité. Il y a ceux qui achètent le produit ou le service fourni pour en faire un usage, que l’on appellera le client final. Mais chaque intermédiaire est en réalité le client d’un processus dans la chaîne de valeurs ajoutées qui aboutit à cet usage. Ainsi, l’implication des uns et des autres, l’imbrication des organisations, leurs engagements réciproques sont-ils fondateurs de la pérennité de l’entreprise au sens large. Le partage d’objectifs engage les personnes. La réduction des incompréhensions vaut respect et confiance mutuelle sur le long terme.
L’entreprise est aussi cliente de sa terre d’accueil : elle en emprunte les ressources, foncières, humaines, d’infrastructures… Elle construit son avenir en partie grâce aux personnes qui la rejoignent, elle investit souvent grâce au concours de subventions publiques. Une entreprise qui s’installe sur un territoire est engagée par une forme de contrat moral, elle lui est redevable sur la durée. Le territoire qui l’accueille attend d’elle en retour un effet d’entraînement sur l’emploi, au-delà des seules ressources fiscales… Consommation locale, exportation de biens, enseignements et savoir-faire métiers, accueil de compétences venues d’ailleurs, culture et monde associatif, développement d’une véritable « marque » territoriale attractive, sont autant d’éléments contribuant à la richesse d’un territoire et de ses entreprises. Un territoire prospère stimule non seulement les services de proximité aux industries mais aussi les échanges économiques entre voisins.
Le lien entre industrie et territoire devient alors une évidence.
Bibliographie
Dagnaud M., Le Modèle californien. Comment l’esprit collaboratif change le monde, Paris, Éditions Odile Jacob, 2016.
Fouet M., « Le Yen et les échanges extérieurs du Japon », Revue de l’OFCE, 1990.
Gaume J.-N., L’Entreprise inspirante, Éditions Kawa, 2017.
Goldratt E. M., Cox J., Le But, un processus de progrès permanent, Afnor, 4e édition, 2013.
Greif M., L’Usine s’affiche, la communication visuelle au service du progrès, Editions d’Organisation, 2000.
Imai M., Kaizen, the Key to Japan’s Competitive Success, McGraw-Hill, 1986.
Hohmann C., Lean management, Eyrolles, 2012.
Hohmann C., Audit combiné Qualité / Supply Chain, Éditions d’Organisation, 2004.
Humbert M. (dir.), « Implantation des firmes japonaises en Chine. Des enseignements pour les entreprises françaises », Centre de Recherches sur la Culture japonaise de Rennes, Observatoire des Stratégies Industrielles, Direction Générale des Entreprises.
Michalet C.-A., Mondialisation, la grande rupture, La Découverte, 2007.
Nakajima S., La Maintenance Productive Totale (TPM), mise en œuvre, Afnor, 1989.
Occis N., « Les enjeux de l’adhésion de la Chine à l’OMC », Politique étrangère, 2001.
Roger B., « L’entreprise et la personne » in L’Entreprise, formes de la propriété et responsabilités sociales, Collège des Bernardins, Lethielleux, 2012.
Roy M., « Shenzhen : une zone économique spéciale en Chine populaire », Revue d’études comparatives Est-Ouest, 1983.
Serres M., Petite Poucette, Le Pommier, 2012.
Tafani A. et Kang (ill.), Responsable !, CEE Management, 2007.
Weil T., Dubey A.-S., Au-delà de l’entreprise libérée, enquête sur l’autonomie et ses contraintes, La Fabrique de l’industrie, Presses des Mines, 2020.
Zobrist J.-F., La Belle Histoire de Favi : l’entreprise qui croit que l’homme est bon, 4 tomes, 2e édition, Humanisme & Organisations, 2018.
Remerciements
Je souhaite adresser ici mes remerciements à tous ceux, salariés et dirigeants, qui ont participé au fil des ans et contribuent aujourd’hui encore à l’aventure de cette entreprise exemplaire, volontairement tournée vers l’avenir. Par leur travail, leur engagement, leur partage de connaissances et leur passion au quotidien, ils font de l’entreprise ce qu’elle est et portent le témoignage qu’une telle construction responsable et durable est possible…
Alain Verna, Fonder une industrie contributive et résiliente, Les Docs de La Fabrique, Paris, Presses des Mines, 2021.
ISBN : 978-2-35671-648-4
© Presses des MINES – TRANSVALOR
60, boulevard Saint-Michel – 75272 Paris Cedex 06 – France presses@mines-paristech.fr
www.pressesdesmines.com
© La Fabrique de l’industrie
81, boulevard Saint-Michel -75005 Paris – France info@la-fabrique.fr
www.la-fabrique.fr