Le design du travail en action. Transformation des usines et implication des travailleurs
Préface
Qui perçoit le mieux les dysfonctionnements d’une machine ?
Qui ressent le mieux le manque d’ergonomie d’un poste de travail ?
Qui voit les instabilités, le manque de fiabilité, les inefficacités d’un procédé ?
Qui, par l’expérience acquise, peut anticiper des anomalies à venir ?
Qui ? Si ce n’est celle ou celui qui conduit la machine !
Et ce type de questions, on peut se les poser pour tout équipement professionnel : une machine, des outils, un logiciel, l’aménagement des bureaux…
Dans le monde industriel, oui, il est évident qu’il faut savoir impliquer les opérateurs dans la conception et l’évolution des équipements industriels, de leur poste de travail et de leurs outils !
Pour autant, ce qui paraît évident, en théorie, l’est peut-être un peu moins lorsqu’il s’agit de la pratique. En effet, le manque de structure, de processus, de temps, de détermination ou encore d’humilité de la part des décideurs sont autant de raisons qui peuvent entraver cette implication. Il est donc nécessaire de s’organiser : organiser en « système » ces pratiques d’écoute, de consultation et d’expérimentation.
Autrement dit, ces pratiques doivent devenir un mode de fonctionnement inscrit dans l’organisation du travail, que ce soit pour l’évolution ou la création de nouveaux outils de travail, puis devenir une habitude, une évidence dans la culture d’entreprise.
Le bénéfice de cette approche est au moins double.
Le premier bénéfice est de concourir à la qualité de vie au travail des utilisateurs des équipements, en leur permettant de contribuer à la résolution de problèmes, la suppression d’irritants et aussi à une meilleure ergonomie.
Le second concerne directement l’excellence opérationnelle, une très belle ambition qui permet de faire un saut quantitatif en performance, que ce soit en ergonomie, sécurité, qualité, productivité, flexibilité… Cette recherche de l’excellence opérationnelle doit pouvoir s’appuyer sur l’excellence du design des postes de travail.
C’est pourquoi le sujet traité dans ce livre me semble absolument fondamental pour répondre à l’ambition d’obtenir à la fois le bien-être des personnes au travail et la performance de l’entreprise.
Chez Michelin, nous avons généralisé ces approches d’écoute, de réflexion partagée avec les utilisateurs des équipements industriels. Nous avons systématiquement obtenu des résultats remarquables, souvent des résultats « qui décalent les asymptotes » sur l’ensemble des performances attendues !
Pour y parvenir, nous pouvons utiliser des méthodes très classiques et simples (simogramme, flowchart, prototypage, maquette…) aussi bien que les technologies les plus modernes (lunettes 3D et maquettes virtuelles 3D en taille réelle…).
Cependant, quelle que soit la technologie, nous agissons selon quelques convictions fondamentales.
« Ceux qui font » ont à cœur de bien faire et, s’ils ne font pas comme attendu, alors regardons d’abord comment les aider en redéfinissant avec eux leur processus de travail.
« Ceux qui font » en savent plus qu’on ne le croit, alors prenons le temps de les écouter. Organisons cette écoute au quotidien et apprécions leurs idées.
Écoutons, écoutons avec authenticité, écoutons avec le cœur !
Je vous souhaite une excellente lecture de cette remarquable synthèse et analyse portant sur l’évolution des méthodes de travail industrielles, qui regorge d’expériences riches et passionnantes.
Jean-Christophe Guérin Directeur manufacturing de Michelin
Remerciements
Nous remercions très chaleureusement toutes les personnes et les entreprises citées en Annexe qui nous ont apporté leur témoignage et sans lesquelles ce livre n’existerait pas.
Un grand merci à Pierre-Marie Gaillot du Cetim pour son soutien et son aide dans les mises en relation.
De nombreuses autres personnes ont également nourri notre réflexion. Qu’elles en soient ici remerciées : Stéphane Roquet, Isokan Formation ; Franck Vermet, Safran Seats ; Thomas Neveu et Baptiste Gendron, Yelhow (ex Daher Software) ; David Machenaud, OPEO ; Octave Lapeyronnie et François Déchelette, Fabriq ; Frédéric Rosello, Ideatech ; David Clech, Akka Technologie ; Jean-Louis Fréchin, NoDesign ; Pascal Laurin, Bosch Rexroth ; Janick Villaneau, Scalian ; Betrand Felix et Valérie Bonnier, Volvo Trucks et La Ruche Industrielle ; Bruno Bouygues, GYS ; Loïc Gauthier, EOZ ; Frédéric Stoll, École POP ; Romain Serratore, Pellenc ; Francis Kopp, Lenze ; Pierre Magrangeas, Onogone ; Stéphane Raynaud, GFI ; Frédéric Goutaudier, Staubli ; François Duquesne, La Normandise ; Garrick Cabour, Polytechnique Montréal ; Damien Marc, JPB Système.
Enfin, nous voudrions adresser un remerciement spécial à Léonard Quérelle d’Ergonomie et Conception, qui nous a fait découvrir les travaux de Philippe Lorino sur la philosophie pragmatiste, ainsi qu’à Philippe Lorino lui-même pour avoir inspiré une partie de cet ouvrage et accepté d’y apporter sa postface.
« Je me souviens d’une visite officielle au cours de laquelle sept agents de production entre 20 et 27 ans ont expliqué sans timidité comment ils avaient installé une machine de très grande valeur, plusieurs dizaines de millions d’euros, dans un atelier, en autonomie totale. Tel s’était occupé de la qualité, l’autre de la production, le troisième de la formation, un autre de la chaîne d’approvisionnement… À côté d’eux, le chef d’atelier ne disait rien, souriait… »
Jean-Dominique Senard, La Croix, 12 décembre 2020.
Introduction
Cette Note fait suite à un premier ouvrage intitulé Organisation et compétences dans l’usine du futur1, paru en 2019 sous l’égide de la Chaire Futurs de l’industrie et du travail de Mines Paris PSL et de La Fabrique de l’industrie. Ce premier travail a consisté à investiguer si et comment les technologies dites de l’industrie du futur impactent l’organisation du travail et la gestion des compétences dans les usines.
Ce travail a mis en lumière plusieurs conclusions.
Premièrement, sur le plan des compétences, l’introduction des nouvelles technologies dans les ateliers suppose moins de procéder à l’embauche de profils qui seraient radicalement différents ou nouveaux que de travailler différemment avec les profils actuels :
• agir sur la transformation de l’état d’esprit (susciter la curiosité, développer l’amélioration continue, solliciter les personnels via des méthodes de management plus participatives, provoquer les collaborations et le décloisonnement, diffuser les méthodes agiles) ;
• concevoir différemment les formations (plus courtes, par les pairs sur le lieu de travail, avec les fournisseurs de technologies, avec l’appui de la réalité virtuelle ou augmentée, etc.) ;
• recruter en tenant compte de la capacité et de l’envie d’apprendre, du potentiel et du hors CV ;
• faire évoluer les personnes et les accompagner en fonction des goûts et des intérêts qui s’expriment, notamment pour les nouvelles technologies.
Deuxièmement, l’intégration de nouvelles technologies dans les usines et leur appropriation par les collaborateurs se font d’autant plus aisément que certains prérequis sont déjà présents dans l’organisation :
• un certain niveau d’autonomie des personnels de production ;
• une application bien comprise des méthodes de lean management – en particulier les ateliers d’amélioration continue et les rituels de management ;
• la confiance entre la direction, le management et les salariés. Celle-ci se construit tout au long du déploiement de l’autonomie, du lean, puis de l’introduction des technologies.
Ces constats ont été formalisés dans le Modèle CALT, dont les quatre briques (Confiance, Autonomie, Lean et Technologie) sont analysées dans l’ouvrage.
Enfin, l’analyse a fait émerger le concept de design du travail®2. Celui-ci est défini comme la capacité d’une organisation à prendre en compte les personnels, en particulier les opérateurs et les techniciens de production, et à les faire participer à la conception ou à l’organisation de leur propre travail, de la même manière qu’un utilisateur/client est associé au développement et à la mise au point de logiciels et d’interfaces dans le monde numérique. D’autres sources parlent d’« expérience travailleur »3 sur le modèle de l’expérience utilisateur (User eXperience, ou UX).
L’intérêt exprimé par nos lecteurs pour ce concept nous a conduits à approfondir et documenter davantage les expériences en cours dans les usines, qui pourraient s’apparenter ou révéler des intentions de design du travail. Tel est l’objet de ce second volet : le design du travail en action.

Source : Pellerin et Cahier (2019).
Retour sur le design du travail
Étymologiquement, « design » dérive du latin designare, « marquer d’un signe, dessiner, indiquer ». À la Renaissance, le disegno italien est l’un des concepts majeurs de la théorie de l’art : il signifie à la fois dessin (la représentation) et projet (l’intention, le plan). En France, le terme deviendra desseing avec le double sens d’idée et de forme. Mais ce double sens va se disjoindre rapidement pour donner deux champs sémantiques distincts, celui du dessin (la pratique) et du dessein (l’idée), marquant une rupture fondamentale entre la conception et l’exécution, qui n’est pas sans rappeler la dualité matière-esprit de Descartes. Lorsque l’anglais s’empare du terme, il agrège à nouveau les deux sens : to design signifie à la fois dessiner (réaliser) et concevoir en fonction d’un dessein, d’une intention. Le terme revient alors en France sous la forme actuelle de design.
Le terme de design ne va cesser de s’enrichir au fil du temps dans une perspective toujours plus holistique. Pour la création de produits à l’ère numérique, la « pensée design », développée par exemple au MIT Media Lab, intègre l’observation des usages, l’expérience de l’utilisateur et la valeur pour le client dès la phase de conception. On conçoit désormais le produit, le service ou l’interface pour et avec l’utilisateur final.
Dans les coulisses de la production industrielle, en revanche, la conception de produits a longtemps été une affaire d’ingénieurs (le bureau d’études), disjointe de sa fabrication (l’atelier) par des cloisons organisationnelles, hiérarchiques et psychologiques très étanches. De même, l’organisation scientifique du travail (OST) a marqué une séparation nette entre ceux qui conçoivent le travail de production (les ingénieurs du bureau des méthodes) et ceux qui le réalisent (les ouvriers). Frederick W. Taylor écrivait ainsi : « Toute forme de travail cérébral devrait être éliminée de l’atelier et recentrée au sein du département conception et planification »4. La combinaison des termes design et travail devient alors un antidote contre le taylorisme. L’expression réunifie dans un même mouvement la pensée et l’action.
Appliquer la pensée design au travail conduit à un déplacement de la notion de client. Le client de la conception et de l’orga- nisation du travail, ce n’est pas que le client final, mais aussi celui qui réalise le travail. Cela implique que l’objet de l’organisation ne peut pas être la seule satisfaction du client final (usages, coût, qualité, délai), mais que ceux qui réalisent le produit ou le service doivent aussi être considérés comme clients de la conception du travail de production. Dans le même esprit, certains travaux parlent aussi d’une éthique du care, plaçant en symétrie le care pour le client et le care pour le collaborateur, l’un rétroagissant in fine sur l’autre5.
C’est qui le client !
© Pierre-Marie Gaillot, CETIM.
Mais le concept de design du travail va plus loin. Il ne s’agit pas seulement de concevoir, positivement mais de façon hétéronome, le travail pour le client « travailleur » (par exemple, sous l’angle du respect des normes de santé ou de sécurité au travail), mais aussi de le faire participer directement à la construction de son propre travail (contenu, outils, rythmes, lieux) : d’une part, intégrer à la conception du travail l’expérience et les capacités de ceux qui le réalisent, avec leur concours, et d’autre part, assurer une bonne appropriation (compré- hension, adaptation, utilisation, enrichissement) des outils et méthodes qui sont mis à la disposition des travailleurs.
On change alors de regard sur la contribution du travailleur, qui cesse d’être une simple utilité concourant au processus productif, mais un sujet pensant, actif et impliqué. Designer le travail, c’est s’intéresser à celui qui travaille, à son métier, au contenu de son travail, à comment il travaille, au sens de son travail et… l’associer à la définition de cet ensemble. Avec le double sens du mot design, il résulte que le design du travail se préoccupe autant des moyens mis en œuvre (le dessin) que de l’intention (le dessein).
Les nouvelles formes de l’autonomie et de la participation au travail
Le design du travail s’intéresse à ce qui fait historiquement le cœur de la prérogative de l’employeur : l’organisation du travail, c’est-à-dire l’ensemble des instructions, ordres, processus, moyens, interactions et règles fixés par l’entreprise au service d’un objectif.
Historiquement, en échange de la protection accordée au travailleur (salaire, emploi et droits qui s’y attachent), l’entreprise requiert sa subordination. Un salarié travaille sous les ordres d’un employeur, il n’est pas là pour donner un avis ou participer aux décisions.
Cette conception ancienne a toutefois subi de nombreux coups de boutoir. La psychologie du travail a montré, par des expériences diverses, que la participation des travailleurs pouvait agir sur leur productivité6. Plus récemment, les impératifs d’agilité et de flexibilité requis dans des contextes de changements technologiques accélérés, de concurrence accrue, d’exigence du client et d’incertitude, ont conduit les entreprises à prendre de plus en plus en compte l’idée que l’autonomie, la réduction des hiérarchies, la créativité des personnes et leur engagement constituaient des facteurs de productivité et des « actifs immatériels » déterminants pour leur succès7. Il semblerait qu’il y ait désormais un quasi- consensus pour affirmer que des modèles d’organisation plus responsabilisants et favorisant l’intensité des échanges entre les salariés (ou high-performance work systems) représentent une dimension importante – mais toujours difficile à évaluer avec précision8 – de l’avantage compétitif des entreprises. Parallèlement, les salariés, toujours plus informés et éduqués, demandent à l’entreprise de satisfaire une partie de leurs aspirations profondes en matière de conditions de travail (horaires, lieux, rémunérations, outils de travail, autonomie, développement des compétences) et de sens au travail, sous peine de choisir d’autres formes d’activité (indépendance, freelancing) ou de se désengager (maladie, absentéisme, refus de promotions, passivité, job out, etc.)9.
Plus il est demandé aux salariés de s’engager dans l’entreprise avec toute leur personnalité, leur intelligence, leur force de proposition, plus il devient difficile de les tenir à l’écart des décisions qui les concernent directement ou indirectement. La conséquence logique de l’engagement demandé par les entre- prises revient à concéder aux travailleurs des formes d’autonomie et de participation à l’organisation du travail et à la vie de l’entreprise, que par ailleurs ils réclament10. Il en résulte que l’autonomie n’est plus seulement revendiquée par les travailleurs ou « clandestine » – car conquise dans les marges du travail prescrit, à l’insu ou avec la complicité du management –, elle est aussi « officielle » et « instrumentale », c’est-à-dire qu’elle s’inscrit dans la stratégie managériale des entreprises, avec une organisation de la participation des salariés à différents niveaux.
Concernant la participation, Michel Sailly11 établit deux classifications : d’une part, la participation directe (interactions managers et salariés, ou dialogue professionnel) versus participation indirecte (via les instances représentatives, ou dialogue social) ; d’autre part, la participation dans le cadre de l’activité quotidienne de travail versus la participation aux projets d’entreprise, organisationnels ou technologiques. En croisant ces deux dimensions, on obtient le tableau suivant.
Les 4 dimensions de la participation

Source : Inspiré de Michel Sailly et al.
Dans cette étude, nous nous concentrons sur la manière dont les entreprises prennent en compte, orchestrent, favorisent (ou non) la participation directe des opérateurs et des techniciens de production à l’organisation de leur travail en lien avec des transformations technologiques ou organisationnelles de l’usine.
Pourquoi s’intéresser particulièrement à cette population ? La question mérite d’être posée car, pour la première fois, en 2020, la population active de la France compte plus de cadres que d’ouvriers (qui sont environ 5 millions)12. Il y a quarante ans, les ouvriers formaient encore le groupe social le plus fourni du pays, devant les employés. Ils étaient alors quatre fois plus nombreux que les cadres et occupaient un tiers des emplois. Si les pentes se poursuivent, leur poids dans l’emploi pourrait encore diminuer de moitié en 2050. Cet état de fait traduit les mutations du travail : la bascule de l’industrie vers les activités de services, la montée du modèle d’activité en autonomie (caractéristique des cadres) versus le travail prescrit et encadré, l’effet de l’automatisation sur les processus de production.
Cette situation, loin de conduire à se désintéresser des populations ouvrières, incite au contraire à y regarder de plus près : primo, l’existence de fortes tensions sur de nombreux métiers d’opérateurs et de techniciens doit inciter les entreprises à « muscler » leur offre en matière d’« expérience travailleur » sous peine d’avoir de plus en plus de mal à recruter et à orienter les jeunes vers un modèle de travail qui, à tort ou à raison, n’attire plus ; deuxio, la montée en compétences des travailleurs de l’usine en voie de numérisation appelle, comme partout ailleurs, une évolution du modèle managérial vers plus d’autonomie et de soutien.
Des technologies qui posent question
La question de la participation des opérateurs et des techniciens de production à la définition de leur propre travail connaît une acuité renforcée à l’occasion de l’introduction des technologies numériques dans les usines. Les rapports entre numérique et travail de production sont, en effet, ambigus.
D’une part, est promue une vision idyllique d’un opérateur « augmenté » par le numérique, avec un travail moins pénible sur le plan physique, plus riche en contenu cognitif, plus diversifié et polyvalent, plus autonome aussi grâce à des outils d’aide à la décision conçus de façon plaisante et ergonomique. D’autre part, il existe un risque non négligeable que les outils numériques qui entrent dans les usines soient conçus, réalisés, standardisés et déployés par des « sachants » numériques, en enserrant les opérateurs dans des modes opératoires entièrement paramétrés par des logiciels. Quelle place resterait-il alors à l’autonomie et à l’amélioration continue partant du terrain ?
Plus encore, les logiciels et les algorithmes peuvent être conçus à partir du savoir-faire et des pratiques des opérateurs qui sont « captés » ou « aspirés » avec des méthodes apparemment modernes et séduisantes (design thinking, captation vidéo, etc.). Une fois ces savoir- faire encapsulés dans les logiciels, il devient alors plus aisé d’insérer sur les postes des personnes à faible qualification, largement « assistées » par le numérique. L’opérateur augmenté, dans le vocabulaire du 4.0, devient alors un opérateur diminué, dont les marges d’autonomie et d’initiative dans le travail tendent à régresser. Plusieurs entreprises ont d’ailleurs témoigné que, par le biais de ces technologies, elles ambitionnent une intégration facilitée et accrue d’intérimaires. L’Organisation scientifique du travail ressurgirait- elle insidieusement, travestie sous les habits lumineux des technologies numériques ? Existe-t-il un risque réel de taylorisme numérique dans les usines ?
Si un cadrage serré des opérations peut être réalisé grâce aux technologies numériques et peut se révéler utile pour intégrer un opérateur qui découvre un poste, il paraît nécessaire de relâcher ces contraintes lorsque l’opérateur monte en expérience, afin que le travail garde son sens et ne devienne pas une routine aussi abêtissante que ne le fut le travail à la chaîne en son temps.
À l’inverse, le numérique peut-il ouvrir aux opérateurs de nouvelles marges de manœuvre, en mettant à leur disposition de nouvelles possibilités d’action et d’acquisition de compétences ?
***
Après avoir esquissé à grands traits la toile de fond sur laquelle s’inscrit le design du travail (chapitre 1 : une approche pragmatiste), nous donnons à voir des situations ou initiatives traduisant des intentions ou des méthodes de design du travail. Nous les avons regroupées en deux catégories.
1. Des cas d’introduction ou de déploiement de technologies
Les cas de cette première catégorie permettent de répondre aux questions suivantes : a) quel outil technologique ? b) quel est l’objectif poursuivi par l’entreprise ? c) comment les opérateurs sont-ils associés à la démarche ? d) quels sont les points de vigilance ?
2. La seconde catégorie de cas concerne des transformations organisationnelles
Ces transformations entraînent-elles ou non une plus grande autonomie et une participation plus active des opérateurs et des techniciens dans leurs activités quotidiennes de travail ? Constituent-elles aussi une opportunité de faire participer plus largement les personnels à la gestion du changement et à la définition des nouvelles conditions de travail (i.e. participation aux projets organisationnels ou technologiques) ?
Cette catégorie de cas vise à répondre aux questions suivantes : a) quelle est la vision qui préside à ces transformations ? quelle place pour l’humain ? b) quelles en sont (ou ont été) les principales étapes ? c) comment les personnels y ont-ils été associés ?
Enfin, le chapitre 4 tente d’évaluer comment les technologies et les nouvelles formes d’organisation du travail impactent positivement ou négativement l’autonomie des acteurs.
Pour documenter des situations relatives au design du travail dans les entreprises manufacturières, nous avons dans une première phase opéré une veille pour repérer des cas qui semblaient intéressants via la presse spécialisée, les blogs, le bouche-à-oreille, mais aussi via les labels « vitrine industrie du futur » décernés par l’Alliance Industrie du Futur (AIF).
Une série d’entretiens s’en est suivie par téléphone et/ou visioconférence (compte tenu du contexte sanitaire à l’époque de la recherche), avec un échantillon de dirigeants d’entreprise, responsables de production, de l’amélioration continue ou de transformation numérique, mais aussi avec des fournisseurs de solutions 4.0 et des bureaux d’études ou des cabinets de conseil chargés de les implémenter (voir Liste des personnes interviewées en annexe). Les personnes ont été informées du cadre de la recherche, dont le sujet et le contexte leur ont été brièvement présentés, et ont donné leur accord pour être enregistrées. Compte tenu de la crise sanitaire à l’époque de l’étude, seules trois visites sur site ont pu être conduites : chez Michelin à Roanne (antérieurement à la crise sanitaire), chez LYNRED à Grenoble, et chez B. Braun à Saint-Jean-de-Luz.
L’ensemble de ces comptes-rendus forment le matériau principal du présent rapport.
La méthode suivie pour cette recherche est celle de l’enquête narrative – aussi appelée recherche narrative ou analyse de récits13 – basée sur des récits formulés par des acteurs14. Elle a reposé sur un guide d’entretien servant d’aide-mémoire pour couvrir les principales questions de l’étude, mais les personnes interviewées sont restées libres de développer leur propre discours narratif, les questions permettant simplement de réorienter l’interlocuteur sur l’objet de la recherche s’il s’en éloignait trop ou d’approfondir les points évoqués en lien avec l’objet. En particulier, l’expression « design du travail », si elle a été brièvement introduite, n’a pas été précisément définie à chaque interlocuteur, permettant à chacun de s’en saisir assez librement selon sa compréhension. Ce dévoilement de l’interlocuteur à travers sa compréhension du sujet permettait en lui-même de saisir la place qu’il accordait à l’humain dans le cadre de son contexte et de son activité.
Les résultats de la recherche sont aussi exposés sur le mode du récit – reconstruit pour en dégager les points saillants –, de façon à ne pas s’éloigner artificiellement du matériau recueilli et à éviter d’y plaquer une grille de lecture a priori. Certains récits ont été regroupés quand ils exprimaient des processus récurrents ou des logiques d’action communes.
- 1. Les Notes de La Fabrique, Presses des Mines, 2019.
- 2. Marque déposée par la Fondation Mines ParisTech.
- 3. Guide : 10 questions sur la maîtrise des transformations numériques, ANACT, 2020.
- 4. Frederick Winslow Taylor, The Principles of Scientific Management, Harper & Brothers, 1911, dont la première traduction française date de 1912.
- 5. Voir, par exemple, les travaux de Benoît Meyronin, dont Manager l’expérience client-collaborateur : vers l’éthique du care, Dunod, 2020.
- 6. L’école des relations humaines, de Kurt Lewin, et plus récemment, les travaux d’Yves Clot.
- 7. E. Bourdu, M.-M. Péretié, M. Richer, La Qualité de vie au travail : un levier de compétitivité, Les Notes de La Fabrique, Presses des Mines, 2016, p. 69 ss.
- 8. Malgré de nombreuses études, les liens entre organisations responsabilisantes et performance des entreprises demeurent quan- titativement difficiles à établir. Voir, par exemple, Ibid., p. 69 ss ; Caillou P. et al., « Qualité de vie au travail et santé économique des entreprises : étude des causalités » in Bourdu, Lallement, Veltz et Weil, Le travail en mouvement, Presse des Mines, 2019, p. 5777 ; Benhamou S., Lorentz E., « Promouvoir les organisations du travail apprenantes : enjeux et défis pour la France », France Stratégie, avril 2020.
- 9. 2IES, «Autonomie, responsabilité, solidarité. Comment moderniser les relations professionnelles?», Les ozalids d’Humensis, 2020, chapitre 1.
- 10. Patricia Crifo, Antoine Rebériou, La Participation des salariés, Paris, Presses de Sciences Po, 2019.
- 11. Aslaug Johansen, Michel Sailly, Per Tengblad, Maarten Van Klaveren, Articulation entre la participation directe des travailleurs et les instances représentatives au sein des entreprises, à paraître.
- 12. Étude Insee Première n° 1844, mars 2021 https://www.insee.fr/fr/statistiques/5233929, citée in Jean-Marc Vittori, « Cette France qui compte plus de cadres que d’ouvriers », Les Échos, 23 mars 2021. https://www.lesechos.fr/idees-debats/editos-analyses/ cette-france-qui-compte-plus-de-cadres-que-douvriers-1300594
- 13. Voir Thierno Bah, Louis César Ndione, Alexandre Tiercelin, Les récits de vie en sciences de gestion , EMS, 2015.
- 14. « Analyse d’un récit par un acteur sur des événements qu’il a vécus. Le discours est provoqué par le chercheur. L’acteur reste libre de la formulation des faits et des interprétations qu’il en donne ». Voir Sanséau P.-Y., « Les récits de vie comme stratégie d’accès au réel en sciences de gestion : pertinence, positionnement et perspectives d’analyse », Recherches qualitatives , vol.25(2), 2005, pp. 33-57. Si cette méthode reste débattue en sciences de gestion, elle est au fondement de l’investigation de l’École de Paris du management depuis trente ans, à laquelle nous nous référons pour ce choix.
Le design du travail : une approche pragmatiste15
Le design du travail est une démarche éminemment pragmatiste – et pas seulement pragmatique. Quels enjeux pour le pragmatisme dans les organisations au xxie siècle ?
La philosophie pragmatiste est née comme une pensée critique qui nécessite de comprendre d’abord à quoi elle s’oppose : la philosophie idéaliste/rationaliste. Petite incursion philosophique.
Idéalisme, rationalisme, cognitivisme
Depuis Platon et Aristote, la représentation logique, l’enchaînement causal, fondent la connaissance. La représentation abstraite d’une chose est supérieure au jugement empirique porté sur cette chose, ce dernier pouvant aussi bien être une opinion vraie qu’une opinion fausse. Par exemple, je vois un bâton cassé à travers l’eau, mais je découvre qu’en réalité il s’agit d’un effet optique. Il convient donc de se méfier des jugements causés par nos sens et de s’affranchir des préjugés que produit l’expérience.
Descartes viendra prolonger ces lignes. Pour se débarrasser des préjugés issus de l’expérience humaine, le sujet doit se couper du monde pour exercer sa pensée fondée sur le doute et la raison, afin de produire des représentations logiques et, idéalement, mathématisables. Le dualisme est né, séparant pour plusieurs siècles la pensée et l’expérience, avec des conséquences assez bien connues sur le fonctionnement des organisations : l’intelligence de l’activité sera pensée à l’extérieur de l’activité, selon un programme rationnel.
Arrive là-dessus un penseur extraordinaire, Herbert Simon, chercheur sur les organisations mais aussi sur les systèmes d’information, qui vient en quelque sorte sauver le cartésianisme en l’aménageant. Pour Simon, face à la complexité, il est effectivement difficile de représenter la réalité par des modèles ex ante, mais il est, en revanche, possible de mettre en place des procédures de raisonnement ou des programmes procéduraux qui permettent de mutualiser et de traiter l’information au fur et à mesure où elle nous arrive. Simon parle de « computation », c’est-à-dire de la capacité pour une organisation, à la manière du cerveau, de traiter l’information par des processus logiques, basés sur des représentations communes et partagées. Le cognitivisme devient un nouveau paradigme, mais il ne rompt pas avec Descartes : l’action est toujours le produit nécessaire de représentations logiques.
La naissance des pragmatistes
En 1872, douze anciens diplômés de Harvard, férus de philosophie, se réunissent une dizaine de fois sous l’étiquette ironique de The Metaphysical Club : ironique, car ils n’ont en fait nullement l’intention de réfléchir à la métaphysique, mais plutôt de construire un nouveau courant philosophique opposé à celle-ci et adapté à leur temps : le pragmatisme. Les figures de cette philosophie américaine seront Charles Sanders Peirce, William James et, un peu plus tard, John Dewey.
Qu’est-ce qui caractérise leur temps ? Ils sortent tout juste de la guerre de Sécession, qui a tué un homme américain sur douze au nom de représentations du monde différentes ; les innovations technologiques se succèdent à grande vitesse, telles le chemin de fer, le téléphone de Bell, la lampe à incandescence d’Edison, le phonographe, la première caméra de prise de vue cinématographique ; la croissance est aussi faramineuse que l’immigration vers les États-Unis est massive. L’Origine des espèces de Darwin (1859) a permis de découvrir que l’évolution de la vie est un processus continu et mouvant, et que l’homme n’est pas une exception de la création mais fonctionne comme les autres espèces vivantes. Cet ouvrage sera l’une des sources du développement d’une conscience écologique aux États-Unis. Ce contexte général inspire les membres du Metaphysical Club dans leur tentative de se projeter vers le futur.
Selon les pragmatistes, il importe d’explorer tous les effets pratiques des théories. Quelle différence cela ferait-il en pratique si telle option plutôt que telle autre était vraie ? s’interrogent-ils. Les idées étant des instruments socialement construits (des croyances contingentes et relatives), il faut les mettre à l’épreuve à travers l’expérimentation sociale. La philosophie doit reproduire dans le domaine sociopolitique ce que la science moderne accomplit dans le domaine technologique. De cette philosophie complexe et débattue, retenons ce qui intéresse notre propos : le pragmatisme rejette le dualisme cartésien. Pour les pragmatistes, pensée et action sont inséparables : penser, c’est agir, et agir, c’est penser. Pour comprendre le réel, il faut tenter de le transformer. C’est en tentant de résoudre les problèmes qu’on en saisit les causes et les racines. Leur méthode ? Enquêter, expérimenter, explorer (voir encadré). Sur le plan philosophique, la réception du pragmatisme dans la France cartésienne sera globalement très critique (« une ploucquerie américaine »16).
L’enquête est le processus social par lequel des habitudes18 sont transformées, adaptées, abandonnées ou réinventées, à partir d’habitudes mises en échec qui aboutissent à des habitudes renouvelées.
L’enquête démarre sur un doute ou une indétermination. Elle se conclut par une nouvelle croyance19 qui est, par construction, temporaire. C’est une conviction en l’état des connaissances et dans un contexte donné. Cette nouvelle croyance implique alors de nouvelles habitudes, de nouvelles pratiques, de nouvelles manières de faire.
L’enquête articule différentes phases :
-
- Problématisation : que cherche-t-on à résoudre ? Cadrage de l’extension spatio-temporelle de l’enquête.
- Construction d’hypothèses (abduction) : quelles causes pourraient être à l’origine des faits observés ? La cause identifiée est considérée à ce stade comme la théorie
explicative la plus plausible. - Raisonnement logique (déduction) : quelles conséquences aurait l’hypothèse retenue ?
- Expérimentation : test de validité de l’hypothèse et de ses conséquences.
- Analyse du retour d’expérience pour valider de nouvelles hypothèses (raisonnement par induction)20.
Le processus n’est en fait pas linéaire. Les étapes de l’enquête sont inévitablement récursives et enchevêtrées.
Qui enquête ? Tous les acteurs concernés de manière significative par le thème d’une enquête devraient y prendre part, et, ensemble, construire le récit plausible de la situation et convenir de la suite à donner.
Les pragmatistes s’intéressent particulièrement aux effets qu’induit l’éducation sur le fonctionnement de la société. Dans son ouvrage Democracy and Education21, John Dewey consacre quelques pages à une critique de l’OST : « La tendance à réduire l’efficience de l’activité et le management scientifique à de purs facteurs techniques externes est la preuve que l’éducation de ceux qui contrôlent l’industrie n’a stimulé chez eux qu’un seul angle de pensée »22. Cette critique porte au-delà du taylorisme : elle s’attaque à toutes les approches de l’activité humaine qui sont conçues comme hétéronomes, c’est-à-dire où l’action est vue comme pure exécution (d’un plan, d’un programme) et où toute intelligence de l’action procède d’une pensée préalable qui lui est extérieure. Dans la conception hétéronome, l’intelligence de l’action est toujours amenée de l’extérieur (consultants, experts, managers, etc.). En revanche, dans la vision pragmatiste, l’intelligence de l’action est produite par ceux qui agissent. On peut prendre, comme exemple d’hétéronomie, la conception des programmes scolaires par l’Éducation nationale versus les pédagogies alternatives de type Montessori.
Applications du pragmatisme en gestion : management de la qualité et amélioration continue
Dans les années 1920, un jeune statisticien, Walter Shewhart, disciple des pragmatistes, est embauché à l’usine Hawthorne de Western Electric pour mettre au point un système préventif de contrôle de la qualité, qui deviendra la maîtrise statistique des procédés (1924). Il insiste sur deux aspects : a) le caractère exploratoire et expérimental de l’action ; b) l’idée que les outils ne peuvent être opératoires que s’ils sont mis au service des opérationnels de terrain.
Il embauche deux jeunes ingénieurs, William E. Deming et Joseph Juran, qui deviendront les pères du mouvement du management par la qualité. Sous l’influence de Deming, qui part travailler au Japon, Taiichi Ohno développera ensuite pour Toyota le Toyota Production System (TPS) qui se diffusera à travers le monde sous le nom de toyotisme ou lean manufacturing. Au fondement du système repose la maxime pragmatiste d’Ohno : « Les acteurs sont les penseurs de l’activité. »
La roue de Deming
Souvent mal compris, les principes de Shewhart, Deming et Ohno seront par la suite fréquemment dévoyés et « confisqués » par la domination de logiques cognitivistes, consistant à mesurer des écarts par rapport à des modèles rationnels conçus par des experts. Un bon exemple pour saisir ce dévoiement est le destin de la roue de Deming, connue sous le nom de PDCA (pour Plan, Do, Check, Act). En réalité, la boucle d’origine de Deming s’appelait PDSA (S pour Study) et reposait sur une logique expérimentale radicalement différente : la logique de l’enquête (voir figure 1.1).
Deming se battra jusqu’à sa disparition contre ce dévoiement du PDSA d’inspiration pragmatiste, consistant à le transformer en PDCA d’inspiration idéaliste/rationaliste.
Figure 1.1 – La roue de Deming : PDSA versus PDCA

Source : Adapté de P. Lorino (2020).
Le programme TWI
Le programme TWI (Training Within Industry) a été déployé pendant la Seconde Guerre mondiale aux États-Unis pour soutenir l’effort de guerre des industries d’armement. Il s’agissait de former massivement du personnel, alors que beaucoup de travailleurs étaient mobilisés et partaient au front. Outil de formation mais aussi de résolution de problèmes et de mise au point du standard, ce programme d’inspiration pragmatiste a fortement influencé l’industrie japonaise en reconstruction après la guerre, et en particulier Toyota. Un peu oublié en Occident, il fait l’objet d’un nouvel intérêt, car il entretient une parenté forte avec la formation en situation de travail (Afest)23.
Le TWI est une méthode de formation en situation de travail, qui prend racine dans les travaux de Charles Allen aux États-Unis dans son livre The Instructor, the Man and the Job (1919).
La méthode en quatre étapes d’Allen – Show, Tell, Do, Check – va connaître un succès retentissant dans les années 1940 : 1,7 million de managers et de formateurs dans 16 511 entreprises américaines vont apprendre à former au poste de travail, et 11 millions de personnes de « l’arsenal de la démocratie » vont apprendre à travailler. Le symbole en sera l’affiche de Rosie la riveteuse, une opératrice formée grâce au TWI, qui deviendra, des années plus tard, une icône des mouvements féministes.
Affiche We can do it!, dite Rosie la riveteuse

Créée par J. Howard Miller pour la Westinghouse Electric Company, 1942.
Au-delà d’une méthode de formation accélérée, le TWI permet de construire un langage commun sur les opérations et joue un rôle important dans la transmission des savoirs. On retrouve ici l’importance accordée à la formation-action par les pragmatistes, notamment par Dewey.
Le TWI a profondément influencé le système de production de Toyota pour les méthodes de mise au point du standard et de formation24. En revanche, sa diffusion en France est restée extrêmement limitée jusqu’à récemment. Parmi les raisons qui peuvent l’expliquer, il y a le fait que, dans cette méthode, le standard de production doit être mis au point avec les opérateurs. Il s’agit en effet d’un mode opératoire détaillé qui ne peut être réalisé qu’avec eux. La greffe a donc eu du mal à prendre dans notre système idéaliste/rationaliste de séparation pensée-action, qui donne l’exclusivité de la conception du travail aux méthodes.
À travers ces deux exemples, on voit combien le système de pensée appliqué peut transformer la nature même des outils considérés (roue de Deming) ou rendre difficile l’adoption d’une méthode (TWI). L’échec de nombreux projets d’implémentation du lean management, dans les années 1990 et 2000 en France, a certainement de nombreuses causes, mais il nous semble qu’elles prennent racine dans la difficulté de transposer un système de management d’inspiration pragmatiste dans une grille de lecture idéaliste/rationaliste.
Les enjeux du pragmatisme au xxi e siècle pour les organisations
En cette première moitié du xxie siècle, on peut identifier un renouveau du pragmatisme dans les organisations. Il existe, en effet, une continuité manifeste d’intention entre l’amélioration continue du Toyota Production System et la culture agile des start-up, toutes deux d’inspiration pragmatiste.
La culture digitale affiche une évidente parenté avec la philosophie pragmatiste :
• Se focaliser sur les approches expérimentales plutôt que sur la planification.
• Itérer en boucles de rétroaction rapides.
• Appuyer ses analyses sur des faits/données plutôt que se baser sur des opinions.
• Tester sans avoir peur d’échouer, l’échec d’une hypothèse contribuant à l’apprentissage (couramment désigné comme « droit à l’erreur » ou « test and learn »).
• Observer les usages pour créer de la valeur client.
• Autonomiser et responsabiliser plutôt que contrôler (subsidiarité plutôt que hiérarchie).
Figure 1.2 – New ways of working

Source : Adapté de la Digital Factory de Thales25.
Le paradigme que nous quittons est d’inspiration idéaliste/rationaliste, alors que le nouveau paradigme est d’inspiration pragmatiste.
La valeur attribuée à la nouvelle culture agile du digital26 (voir figure 1.2), désormais endossée et revendiquée par une immense majorité d’entreprises, pourrait laisser penser que, au moins sur le plan du discours, le pragmatisme a gagné du terrain dans la vie des organisations.
Cependant, au même moment, ce renouveau du pragmatisme entre en collision avec un renouveau du cognitivisme, symbolisé par les espoirs immenses placés dans le big data et l’intelligence artificielle. La valeur attribuée aux données, aux protocoles numériques et autres algorithmes de machine learning dans le paradigme du digital et de l’industrie 4.0, donne potentiellement aux modèles rationalistes et cognitivistes une puissance renforcée au sein des organisations. L’asservissement à la donnée – « c’est la donnée qui le dit » (donnée dont on ne sait souvent ni selon quelles hypothèses elle a été analysée ni quels en sont les biais possibles) – pourrait offrir encore moins de marge de manœuvre aux travailleurs que l’ancienne soumission à l’autorité – « c’est le chef qui le dit » (opinion et autorité que l’on peut toujours contester).
Le statut des données est donc assez ambigu. Dans les new ways of working du digital, les données sont présentées comme un élément de nature pragmatiste. Elles s’opposent aux opinions de nature idéaliste/ rationaliste. Plutôt que des opinions sur la meilleure façon de faire une campagne marketing par e-mail (mise en page, contenu, heure d’envoi…), les entreprises du numérique s’appuient sur des données statistiques obtenues par exemple à travers des campagnes en A/B testing pour valider quelle est la meilleure option. Le résultat n’est pas considéré comme une vérité intangible mais comme un résultat provisoire en l’état des hypothèses expérimentées. Il s’agit en quelque sorte d’une « enquête », et cette démarche est bien de nature pragmatiste. Mais la tendance à vouloir élargir ce management par la preuve à toutes les dimensions de l’entreprise présente un côté obscur. Si le résultat produit par le traitement des données ne fait l’objet d’aucune analyse ni de discussion critique, il s’opère alors un basculement vers un « nouveau cognitivisme » par la donnée. Les erreurs commises en 2015 par l’algorithme de reconnaissance d’images de Google, qui avait classé deux personnes noires dans la catégorie « gorille », et par Flickr qui en avait étiqueté une dans les catégories « animal » et « singe », montrent s’il en était besoin que la boîte noire des algorithmes peut produire des résultats aberrants. À côté des erreurs manifestes, on trouve aussi des biais, tels que ceux que mentionne Thierry Poibeau : « En 2018, Amazon abandonnait son système de tri automatique de CV après s’être rendu compte que le système rétrogradait systématiquement les CV féminins. Pourquoi un tel comportement ? Parce que les recrutements précédents, c’est-à-dire [les données à partir desquelles] avait été entraîné le système, étaient quasi exclusivement [constituées de profils] masculins : le système d’IA reproduisait les “biais” antérieurs »27. On voit donc que non seulement les données initiales servant au corpus d’entraînement ne sont pas « neutres » et peuvent être biaisées par des comportements passés, mais également que l’algorithme lui-même (souvent secret) peut venir renforcer les tendances principales contenues dans les données d’entraînement. « La possibilité de traiter des données plus abondantes au moyen d’algorithmes plus pointus renforce l’espoir que les situations peuvent être contrôlées rationnellement. Cependant, ce qui passe à travers les mailles du filet du traitement massif des données et des algorithmes sophistiqués est un concentré de nouveauté radicale, d’incertitude déroutante et de complexité chaotique »28, rappelle Philippe Lorino.
L’enjeu du pragmatisme pour les organisations est donc le suivant : voulons-nous avancer vers des modèles toujours plus rationnels et abstraits, et toujours plus de contrôle, ou vers un paradigme de l’action collective relationnelle, basée sur des approches participatives et de l’expérimentation ? Il n’est guère besoin de préciser dans quel camp se situe le design du travail, qui se place délibérément dans la filiation de Dewey, Deming et Ohno.
Cette oscillation entre pragmatisme et cognitivisme nous a paru souvent présente dans les situations rencontrées lors de cette étude, sans pour autant que nos interlocuteurs semblent en avoir une claire conscience. « La technologie n’est en soi ni bonne, ni mauvaise, ni neutre »29, nous dit Melvin Kranzberg. « Ni neutre » fait référence au fait que sa puissance impose de pouvoir s’appuyer sur un référentiel « politique », autrement dit sur la clarification, le partage et la mise en débat de l’intention qui est poursuivie par sa mise en œuvre. « Dans la perspective pragmatiste, il est essentiel que les sociétés préservent un équilibre entre le développement de moyens technologiques complexes et puissants et la capacité sociale de maintenir l’intelligibilité et la capacité d’action collectives, condition clé de la démocratie », dit encore Philippe Lorino. Transposé à l’échelle de l’entreprise, cela signifie laisser une place au pouvoir d’agir individuel et collectif et à la participation des travailleurs.
Face à l’accroissement du risque d’hétéronomie par la technologie, la participation des salariés et de leurs représentants à l’analyse et à la construction de leur propre travail, apparaît alors comme un garde-fou indispensable mais fragile.
Figure 1.3 – Idéalisme / cognitivisme versus pragmatisme30

Source : Créé par François Pellerin.
- 15. Cette section a trouvé sa source d’inspiration dans l’ouvrage fondamental de Philippe Lorino, Pragmatisme et étude des organisations , Economica, 2020, auquel nous renvoyons, ainsi que dans son intervention orale à l’ESG UQAM de Montréal, le 29 mars 2019. Nous avons étendu son exemple de la roue de Deming au cas du TWI, ainsi qu’aux new ways of working à l’âge du digital.
- 16. https://fr.wikipedia.org/wiki/Pragmatisme
- 17. Philippe Lorino, Pragmatisme et étude des organisations , Economica, 2020, chapitre 4.
- 18. Au sens de pratiques professionnelles communes.
- 19. Fait de croire qu’une chose est vraisemblable, possible.
- 20. Inférer la validité d’une théorie à partir d’un nombre limité d’expérimentations.
- 21. Dewey, John (1916). Democracy and Education: An Introduction to the Philosophy of Education. New York: Macmillan.
- 22. C’est nous qui traduisons : « The tendency to reduce such things as efficiency of activity and scientific management to purely technical externals is evidence of the one-sided stimulation of thought given to those in control of industry. »
- 23. L’Afest (action de formation en situation de travail), dont la pédagogie est articulée selon le constat que l’expérience de travail ne suffit pas à produire en ellemême des compétences susceptibles d’être réutilisées, mais qu’un temps réflexif accompagné par un formateur est nécessaire pour tirer les enseignements de ce qui s’est passé, analyser les écarts entre les attendus, les réalisations et les acquis, et ainsi consolider et expliciter les apprentissages (www.anact.fr).
- 24. Jeffrey K. Liker, David Meier, Toyota Talent: Developing Your People the Toyota Way (English Edition), McGraw-Hill Education, 2007.
- 25. https://nbry.wordpress.com/2019/04/08/accelerating-new-businesses-at-thales-digital-factory/
- 26. « Culture for a digital age », McKinsey Quarterly , 20 juillet 2017.
- 27. Thierry Poibeau, « Emploi, sécurité, justice : d’où viennent les “biais” des IA et peut-on les éviter ? », The Conversation, 4 février 2021.
- 28. Philippe Lorino, « Pourquoi une telle actualité du pragmatisme pour la recherche sur les organisations et pour les pratiques de gestion ? », 11 mars 2020. http://knowledge.essec.edu/fr/leadership/pragmatisme-organisation-management.html
- 29. Première loi de Melvin Kranzberg, professeur américain d’histoire des technologies. Kranzberg Melvin, « Technology and History: “Kranzberg’s Laws ” », Technology and Culture , 27 (3), July 1986, 544-560 .
- 30. https://philippesilberzahn.com/2011/02/28/comment-entrepreneurs-pensent-agissent-principes-effectuation/
Outils technologiques et implication des opérateurs
La première catégorie de situations examinées dans cette étude concerne l’introduction ou le déploiement d’outils technologiques relevant plus ou moins de l’industrie 4.0. Ces situations permettent de comprendre : a) ce que ces outils changent dans la façon d’effectuer le travail ; b) la manière dont les techniciens et les opérateurs de production sont associés à ces déploiements.
Ces cas sont centrés sur quelques catégories d’outils et de dispositifs numériques parmi les plus emblématiques de l’industrie 4.0.
Les technologies de conception viennent faciliter la conception des opérations ou des moyens de production et sont généralement pilotées par les bureaux d’ingénierie ou les méthodes avec le concours d’ergonomes, à partir de l’observation du travail des opérateurs. Ces nouveaux outils de simulation ou d’immersion virtuelle permettent une analyse du facteur humain, essentiellement du point de vue de la santé et la sécurité au travail, afin de l’intégrer à la conception du produit (facilitation à le monter, à le dépanner) ou à la conception des moyens de production (création d’une nouvelle usine, analyse des flux, implantation des machines dans l’usine, etc.).
Les technologies d’assistance avec lesquelles l’opérateur interagit sur la ligne ou l’îlot de production, de manière à accélérer, améliorer ou faciliter les opérations ou les décisions liées aux opérations (outils d’aide à la décision à base d’IA, montres, tablettes ou autres objets connectés, cobots et autres automatismes).
Ces deux grandes catégories n’épuisent pas le sujet : d’autres technologies telles que les technologies de communication ou de collaboration (agendas partagés et plateformes de partage, environnements numériques de travail pour le travail au bureau ou le travail à distance, réseaux sociaux d’entreprise), les technologies de gestion et de pilotage de l’activité (ERP, MES) ou les technologies de formation (e-learning, réalité virtuelle ou augmentée appliquée à la formation) auraient également pu être évoquées, mais elles ne l’ont pas été par nos interlocuteurs.
Les responsables interrogés manifestent clairement le souci et la volonté d’intégrer le facteur humain dans la conception de ces outils de travail. Mais ce qui distingue souvent les approches, c’est le niveau de considération accordé aux opérateurs et leur niveau de participation à la définition de leurs propres besoins.
Très schématiquement, on peut distinguer ces approches selon qu’elles posent le travailleur comme objet ou comme sujet : a) objet d’observation et d’étude pour concevoir ensuite les outils et méthodes de travail de façon hétéronome ; b) sujet participant et agissant à la coconstruction de son activité et des outils de son travail ;… et toutes sortes de nuances ou de gradations entre ces deux extrêmes.
Ou, pour le dire autrement, on peut distinguer les approches pour le travailleur ou avec le travailleur.
Intégrer le facteur humain dans les modélisations numériques de conception
Chez Airbus Helicopters, de nouvelles chaînes automatisées d’assemblage sont en préparation pour un nouveau modèle d’hélicoptère, le H160. Les personnes du bureau d’études travaillent sur des maquettes numériques pour concevoir ces nouvelles chaînes et y intégrer le facteur humain (voir encadré).
Les facteurs humains et l’ergonomie sont l’application de principes psychologiques et physiologiques à l’ingénierie et à la conception de produits, de processus et de systèmes. Le but des facteurs humains est d’atteindre des objectifs de santé et sécurité au travail, de réduire l’erreur humaine, d’augmenter la productivité et d’améliorer le confort, en mettant un accent particulier sur l’interaction entre l’humain et l’objet d’intérêt.
Il existe deux grands courants qui caractérisent l’ergonomie : le courant human factors à prédominance anglo-saxonne et l’ergonomie de l’activité, appelée jusqu’à récemment ergonomie de langue française.
L’approche human factors assure une adaptation des outils aux caractéristiques des personnes (en lien avec l’anatomie, la physiologie et la psychologie) indépendamment du contexte, alors que l’ergonomie de l’activité, plus intégrative et systémique, assure l’adaptation des outils aux personnes et aux exigences des contextes, en se focalisant sur les situations de travail réel et l’environnement de travail.
Pendant longtemps, un hélicoptère était assemblé en poste fixe. Les nouvelles chaînes de montage, en revanche, sont « avançantes » – comme dans l’automobile –, ce qui est assez nouveau dans l’aéronautique et permettra une montée en cadence de la production. Pour prendre en compte et intégrer le facteur humain dans ces nouvelles chaînes, les ingénieurs ont mis en place une méthode, appelée le ring numérique, qui vise, autour de CATIA31, à placer un mannequin numérique dans un environnement virtuel qui simule les flux de la future chaîne (avec le logiciel DELMIA32). Ils déplacent alors le mannequin entre un point A et un point B, et lui font réaliser différentes tâches. La préparation amont de la simulation est faite par des spécialistes en mécanique et en design. Ensuite, intervient une « revue collaborative » de tous les métiers qui seront impliqués sur la future ligne : un groupe de travail se réunit comprenant les ingénieurs concernés par le développement, un ergonome et un opérateur qui connaît bien l’environnement. Les concepteurs projettent la simulation et les personnes discutent entre elles de la faisabilité de la tâche considérée. Cette méthode n’était jusqu’ici pas habituelle en aéronautique et représente une innovation organisationnelle.
Pour que cette approche développe tout son potentiel, il faut s’assurer que le groupe de travail reste au complet, depuis la préparation jusqu’au déroulement de la « revue collaborative ». Il est apparu notamment que, sans ergonome dans la phase de préparation de la simulation, certains paramètres ne sont pas pris en compte. Par exemple, un ergonome proposerait de prendre plusieurs mannequins numériques de différentes tailles pour effectuer une même tâche, dans plusieurs types de postures et en interaction avec l’environnement33. De même, lors de la revue collaborative, il peut parfois manquer soit l’ergonome, soit l’opérateur, soit les deux. Et lorsqu’ils sont absents, de nombreuses questions et remarques qui auraient pu être pertinentes passent à la trappe. En revanche, quand l’opérateur et l’ergonome participent, l’analyse est beaucoup plus fouillée : le groupe peut passer une demi-heure sur une tâche que les équipes de conception auraient expédiée en cinq minutes.
Lorsque le groupe identifie un gros problème sur la maquette numérique, un ring physique peut avoir lieu, c’est-à-dire que la scène est rejouée « pour de vrai » par un opérateur dans une maquette physique, afin de déceler ce qui n’a pas pu l’être en numérique. Que ce soit en numérique ou en physique, l’idée sous-jacente est bien de faire des itérations pour améliorer l’ergonomie. Quand l’ergonome et l’opérateur sont absents, il est plus facile pour les autres de tout valider en une seule session et de ne plus y revenir. Ainsi, au vu de l’impact positif du ring numérique et physique, une voie de progrès générale consisterait à intégrer à tout projet de conception l’ergonome et les opérateurs le plus en amont possible, et à s’assurer de leur participation à toutes les étapes du processus.
Fabien Bernard a produit une thèse en ergonomie34 dans un autre service d’Airbus Helicopters (la Maintenabilité), en charge des aspects de conception qui affecteront la maintenance des hélicoptères chez les clients – maintenance réalisée par des opérateurs qui généralement ne font pas partie d’Airbus. Si au bureau d’études Production, on s’occupe de savoir comment l’hélicoptère sera monté, à la Maintenabilité, on se préoccupe de comprendre comment il sera démonté. Fabien Bernard a étudié les apports de différents outils de simulation – maquette numérique, mannequin numérique, réalité virtuelle, maquette physique –, avec les mêmes tâches de maintenance, permettant ainsi l’étude du facteur humain au moment de la conception, afin de mesurer les écarts éventuels entre la réalité physique et la réalité virtuelle. Il a utilisé pour cela, au-delà de la maquette physique parfaitement représentative de la réalité, une plateforme de réalité virtuelle dans laquelle ont été ajoutés des objets physiques. Le sujet est immergé dans la plateforme virtuelle ; à l’intérieur de son casque il voit ses mains en avatar, qui lui serviront, par exemple, à réparer un alternateur virtuel, mais la particularité, c’est qu’on a ajouté physiquement dans l’environnement un véritable alternateur qui pèse 20 kilos. L’étude a ainsi pu établir que les écarts entre la réalité virtuelle avec ajout d’éléments physiques (ou réalité virtuelle tangible) et une maquette physique étaient peu significatifs pour ce qui concerne les aspects physiques de l’activité. Certains critères des aspects cognitifs et organisationnels du travail sont également quantifiables. Sa recherche légitime donc la possibilité d’étudier le facteur humain en environnement virtuel à la condition que soit pris en compte l’ensemble des facteurs ergonomiques.
Pour son étude, Fabien Bernard a systématiquement fait participer aux simulations en réalité virtuelle de vrais opérateurs de maintenance, et non des personnes du bureau d’études. Cela a deux vertus selon lui : la première, c’est qu’ils connaissent le terrain et ont donc une vision beaucoup plus réaliste des gestes, des postures et de l’organisation de l’espace que celle d’une personne issue du bureau d’études ; la seconde est que les vrais opérateurs peuvent aussi remplir un questionnaire permettant de jauger leur charge mentale35 tout en exposant leur propre vécu, leur expérience du terrain chez Airbus ou chez les clients. Ces observations ont permis de construire des indicateurs ergonomiques aujourd’hui pris en compte par les concepteurs travaillant sur la maintenance future des hélicoptères (par exemple, la position et le dimensionnement d’une trappe). Des protocoles ergonomiques sont également intégrés aux maquettes numériques (par exemple, les mannequins de différentes tailles). Cette approche adaptée aux non-spécialistes en ergonomie ne se substitue pas à l’ergonome mais permet à chaque acteur métier du bureau d’études de se poser les bonnes questions, de réaliser en autonomie des analyses préliminaires avant de se rapprocher de l’ergonome, si nécessaire. Les rapports issus des simulations sont ainsi beaucoup plus fournis, homogènes en matière d’ergonomie et permettent de chercher des compromis avec les autres départements pour obtenir des architectures d’hélicoptères et des outillages qui soient plus adaptées aux activités humaines de maintenance.
Dominique Soler est président-fondateur de Human Design Group (HDG), une société en pointe qui accompagne les ingénieries des grands groupes pour intégrer les facteurs humains dans le design de systèmes hommes-machines (conception d’une usine, d’une salle de contrôle de centrale nucléaire, d’un cockpit d’avion, etc.), en maîtrisant, le plus tôt possible, les variables socio-organisationnelles et humaines significatives pour l’efficience visée du système (diminution des coûts de formation, du risque d’erreur, etc.). Dans ce cadre, il développe et utilise, entre autres moyens de simulation, des briques de réalité virtuelle et constate que la simulation centrée sur l’homme arrive encore beaucoup trop tard dans le cycle de conception des systèmes hommes-machines a fortiori complexes. Pourtant, assure Dominique Soler, « la convergence actuelle et la maturité des technologies de réalité virtuelle et de neuroergonomie ouvrent la voie à l’utilisation plus en amont de nouveaux moyens de simulation moins coûteux que les simulateurs habituels, en offrant un bon niveau de représentation et de mise en situation des opérateurs, adapté à l’accélération des processus de design en général et de ceux centrés sur l’homme en particulier ». La finalité est d’immerger l’utilisateur dans un ensemble de situations représentatives qui vont permettre d’éprouver la performance des interactions socio-organisationnelles et humaines avec les artefacts technologiques et ainsi d’améliorer la performance d’usage et la résilience de fonctionnement du système à concevoir. Pour concevoir la future situation de travail ou adapter une situation existante, il y a trois étapes : a) la compréhension et la modélisation des variables de la situation de travail, nécessaires à sa simulation ; b) le design de la solution permettant de répondre avec efficience aux exigences de fonctionnement des variables de la situation de travail (interactions digitales, environnement physique et organisationnel du travail) ; c) la mesure de la performance des usages de la situation de travail recréée, grâce à la mise en œuvre de méthodes de mesures principalement issues de la psychologie cognitive et, dorénavant, de capteurs centrés sur l’état psychophysiologique des opérateurs (notamment dans le cadre de la pénibilité physique mais aussi de la charge cognitive, du stress ou de l’endormissement…).
« Un utilisateur, c’est comme un millepattes Il sait faire des choses formidables, mais il est incapable de vous expliquer comment il les fait , la plupart de ses habiletés et savoirfaire étant automatisés , donc difficiles à verbaliser. » Il est, par conséquent, nécessaire de recourir à des moyens de mise en situation recréée capables de révéler les réalités du travail et les conditions réelles de son efficience. La réalisation de plateformes de réalité virtuelle centrées sur l’observation et la capture de variables socio-organisationnelles et humaines permet d’observer l’opérateur et de capter l’information qu’il produit en situation d’activité, afin de concevoir, de la façon la plus efficiente possible, la situation d’activité future.
Outils : outils numériques de simulation et réalité virtuelle en conception.
Objectifs de l’entreprise
• Prendre en compte par anticipation la santé et la sécurité au travail en conception de produits ou de moyens de production.
• Favoriser la résilience de systèmes complexes par la prise en compte du facteur humain (erreurs et accidents).
Modalités d’association des opérateurs
• Objet d’observation et d’étude (immersion virtuelle, utilisation de capteurs ou de questionnaires).
• Participation ponctuelle à la « revue collaborative » de conception.
Points de vigilance
• Associer de « vrais » opérateurs aux simulations.
• Tester l’ensemble des paramètres ergonomiques (et pas seulement les aspects biomécaniques).
• Faire intervenir les paramètres humains suffisamment en amont du processus de conception.
• Ne pas se fier au tout-numérique (oublier de voir, de toucher, de dialoguer).
Adapter les machines aux hommes
Rodolphe Roy dirige ATS, une entreprise familiale d’ingénierie industrielle de 200 salariés, qui étudie, calcule et conçoit des moyens de production au service de grands donneurs d’ordres et d’ETI de toutes les filières industrielles.
« Faire grandir les usines qui font grandir les Hommes », telle est la raison d’être36 que s’est choisie récemment ATS, et cela a conduit l’entreprise à travailler différemment. Quand un client apporte un cahier des charges technique pour la conception d’une machine, ATS déclare désormais que cela ne lui suffit plus ; il lui faut en plus un cahier des charges « sensoriel », c’est-à-dire intégrant les spécificités des utilisateurs finaux. Auparavant, les clients emmenaient souvent des opérateurs chez ATS, en phase de réception, pour tester la machine ou l’outillage, mais c’était trop tard, la machine était finie et les adaptations ne pouvaient être que marginales. Désormais, il s’agit d’intégrer les besoins des utilisateurs finaux dès la conception des outils de production : « Vous savez, les cols-bleus de l’atelier qui subissent les moyens de production qu’on leur amène sans que jamais on ne leur ait demandé quel était leur problème. »
Il y a quelques années, ATS doit livrer plusieurs machines au groupe Schneider : en Europe, en Chine et au Mexique. Une fois le prototype validé, le chef de projet de Schneider demande à l’entreprise de dupliquer la machine pour tous les pays : « Si on avait bien fait notre travail à l’ époque, on se serait rendu compte, avant de livrer la machine au Mexique, qu ’elle était trop haute parce que l’opérateur mexicain est en moyenne plus petit que l’opérateur polonais. »
Autre exemple : pour un groupe automobile, ATS livre une machine d’assemblage de climatiseurs à Mulhouse dans une très grande halle. La machine fait certes un peu de bruit parce qu’elle contient des moteurs et des vérins, mais elle est parfaitement conforme aux normes CE et, dans cette grande usine, personne n’est particulièrement incommodé. La machine est alors dupliquée pour un site du même groupe au Portugal. Et là, surprise ! La machine est placée au troisième étage d’un bâtiment de bureaux réaménagé en atelier. Avec 2,5 mètres de hauteur sous plafond et des murs aussi fins que ceux d’un immeuble d’habitation, le bruit devient totalement insupportable : « Si on avait été voir ou écouter les opérateurs, on aurait su que ce n’était pas possible, mais on n’a écouté que le chef de projet du client. »
Désormais, changement de braquet : les chefs de projets ATS vont voir les lieux et les personnes. Et si l’usine est trop éloignée, place aux outils digitaux ! Les clients reçoivent un casque de réalité virtuelle connecté à la plateforme numérique de conception pour impliquer l’opérateur dès les premières phases et résoudre les problèmes d’ergonomie. Récemment, ATS a conçu un nouvel outillage de soudage pour assembler des moissonneuses-batteuses de John Deere, le grand constructeur de matériel agricole. La maquette numérique 2D est envoyée au bureau d’études du client, et un opérateur-soudeur tente de vérifier s’il peut accéder à tous les points de soudure prévus sans trop se faire mal. Mais le client n’est pas convaincu. ATS envoie alors au bureau d’études un casque de réalité virtuelle qui fait apparaître le modèle 3D à échelle 1 et un gant qui permet de simuler la torche de soudage. Le soudeur vérifie alors tous les accès, le modèle est validé en quelques minutes et le bon de commande est passé dans la foulée.
Le moment où cette réalité virtuelle intervient (en amont ou en aval du processus de conception des machines) est important et peut révéler des philosophies différentes. En tant que donneur d’ordres, Hutchinson l’utilise, par exemple, au moment de la réception de machines ou d’outillages fabriqués en Chine. Comme l’entreprise ne va pas déplacer son personnel en Chine, elle fait participer à cette phase de test le CHSCT37 et les opérateurs par réalité virtuelle. Cela permet d’ultimes aménagements mais ne renverse pas le processus de conception de la machine.
Pour des projets plus complexes (implantation de plusieurs machines ou de lignes complètes), l’environnement d’implantation est désormais souvent numérisé en amont, ce qui permet de « placer » le matériel neuf dans les différentes zones de l’usine. Les opérateurs reconnaissent leur environnement et peuvent dire (si on le leur demande) : « Là, le chariot élévateur, il ne passera plus. » De nombreuses situations peuvent ainsi être anticipées et gérées. Rodolphe Roy souligne que cela a aussi changé le travail de ses propres collaborateurs, qui apprécient de parler de technicien à opérateur. Et de conclure : « Cette transformation digitale, elle ne pourra être réussie que si elle fait grandir les humains dans les usines. Si c’est juste pour amener de la performance digitale, amener de la data et aller un peu plus vite, on aura loupé quelque chose et ça se passera mal. Ce ne sera pas accepté dans les usines. »
Côté clients, impliquer les personnels dans l’adaptation de l’outil de production commence à devenir assez fréquent. Chez B. Braun, fabricant de dispositifs médicaux à Saint-Jean-de-Luz et filiale d’un grand groupe familial allemand, Sandrine Bailleul, opératrice, témoigne : « Mon ancien chef d’atelier est venu me voir pour me proposer d’être sur le projet de la LFP9. Nous sommes partis découvrir la nouvelle machine en Allemagne avec un technicien et une autre opératrice. On a pu formuler des demandes d’adaptation. Par exemple, il y avait un système de sécurité avec une clé qui était trop haute, un marchepied qui gênait et qui a été retiré. L’idée d’envoyer les gens à l’extérieur pour voir la machine et de pouvoir dire ce qu’on en pense, ce qu’on peut améliorer, c’est vraiment génial. »
Ces démarches devraient encore s’étendre dans les prochaines années parce qu’elles découlent des obligations de la nouvelle norme ISO 45001 pour un système de management de la santé et sécurité au travail (S&ST). Cette norme, qui a abouti en 2018 après une genèse laborieuse, a été adoptée par de nombreux organismes nationaux de normalisation en remplacement de la norme 18001. L’ISO 45001 pose le principe d’intégrer les élus du personnel et les personnels non encadrants dans les choix pouvant impacter la sécurité et la santé au travail, dont le choix des machines, les modifications des situations de travail, etc.
L’ISO 45001 s’appuie sur l’OHSAS 18001 – référence antérieure en matière de santé et sécurité au travail (S&ST). Il s’agit d’une norme distincte nouvelle, et non d’une révision ou d’une actualisation de l’ancienne, qui devrait être progressivement introduite dans les années qui viennent. Le principal changement est que l’ISO 45001 se concentre sur l’interaction entre un organisme et son environnement métier, tandis que le référentiel OHSAS 18001 était axé sur le management des dangers en matière de S&ST et d’autres problèmes internes. Mais les normes diffèrent également à de nombreux autres égards : ISO 45001 répond à une approche processus, alors que le référentiel OHSAS 18001 établit une procédure ; elle tient compte des risques et des opportunités, là où 18001 ne traitait que des risques ; et surtout, elle intègre le point de vue des parties intéressées, ce que ne faisait pas la norme précédente.
Extrait39 : 5.4 Consultation et participation des travailleurs
« L’organisme doit établir, mettre en œuvre et tenir à jour un (des) processus pour la consultation et la participation des travailleurs et, quand ils existent, des représentants des travailleurs, à tous les niveaux et pour toutes les fonctions applicables, dans le développement, la planification, la mise en œuvre, l’évaluation des performances et les actions d’amélioration du système de management de la S&ST. […]
d) mettre l’accent sur la consultation des travailleurs non encadrants sur ce qui suit : […]
Suit une liste de thématiques sur lesquelles les travailleurs non encadrants ou leurs représentants doivent être consultés ou doivent participer. [C’est nous qui soulignons]
Outils : outils numériques de simulation et réalité virtuelle (RV).
Objectifs de l’entreprise
• Adapter la conception des machines et des outillages aux aspects ergonomiques de l’activité.
• Respecter la nouvelle norme de santé et sécurité au travail.
Modalités d’association des opérateurs
• Recueil des besoins via un cahier des charges « sensoriel » et itératif (côté four-
nisseurs).
• Participation aux demandes d’adaptation en phase de réception des machines.
Point de vigilance
• Moment d’utilisation de la RV : en phase de conception ou en phase de réception ?
L’IA qui assiste les opérateurs
Que ne lit-on pas sur l’intelligence artificielle et sur son impact maléfique sur le travail des hommes. Attention danger, l’IA risque de bientôt tous nous remplacer !
Michel Morvan est un mathématicien, spécialiste de la modélisation des systèmes complexes, président de l’Institut de recherche technologique SystemX et membre du réseau d’experts en intelligence artificielle de l’OCDE. Il dirige aussi Cosmo Tech, une start-up qui déploie des logiciels de simulation de systèmes complexes (réacteurs nucléaires, par exemple) pour optimiser les actifs industriels. Pour lui, il existe un grand malentendu sur ce que recouvre exactement l’intelligence artificielle : « En l’état actuel des choses, l’intelligence artificielle ne fait pour l’essentiel que mimer l’une des deux grandes fonctions du cerveau, en l’occurrence la reconnaissance. L’autre faculté de l’intelligence humaine, à savoir la compréhension, lui est encore étrangère. […] Toutes les applications dont on parle aujourd’hui ne consistent en rien d’autre que cela. Si l’intelligence artificielle présente un avantage par rapport au cerveau humain, c’est qu’elle permet de reconnaître non seulement plus rapidement mais encore à une plus grande échelle. Elle détecte bien mieux toutes sortes de phénomènes : des risques de panne, des tumeurs,… Plus généralement, aucune application basée sur l’intelligence artificielle n’est en mesure de “comprendre” ce qu’elle reconnaît. […] C’est pourquoi nous préférons parler d’“intelligence augmentée”, plutôt qu’artificielle »40.
Intelligence augmentée
C’est cette intelligence augmentée dont Éric Perrin, ancien technicien de maintenance devenu responsable de l’amélioration continue, a fait l’expérience sur le site français du papetier norvégien Norske Skog (325 salariés) qui produit en continu des rouleaux de papier journal. En 2006, Éric Perrin a un problème récurrent de rupture du papier sur une des deux machines du processus de production. Déjà à cette époque, il décide de faire analyser les données collectées sur la machine par un logiciel de data intelligence, conçu par la société Braincube. Une fois les données corrélées et traitées, le logiciel émet des recommandations pour de nouvelles règles de fonctionnement de la machine, c’est-à-dire un ensemble de fourchettes de paramètres pour obtenir un meilleur résultat. S’ensuit une discussion critique au sein de l’usine pour valider cette nouvelle règle et pour que tout le monde s’engage à l’appliquer. Résultat : 70 % de casse papier en moins sur la machine. Par la suite, l’ensemble des processus de l’usine seront connectés sous Braincube, qui analyse des milliers de paramètres.
« Le logiciel ne fournit aucune explication sur les jeux de paramètres qu’il propose. C’est en travaillant ensuite en équipe qu’on en trouve parfois les raisons. Mais il y a plein de trucs qu’on ne comprend toujours pas. » Ainsi, par exemple, une des règles déterminées par le logiciel postulait que le niveau de la pâte à papier dans les silos où elle est stockée avant le prélèvement pour passage en machine, avait un impact sur la rupture papier, et qu’il fallait le maintenir bas. Mais un bas niveau dans les silos, c’est un risque de rupture du flux, donc d’arrêt machines. Les responsables de la pâte contestaient donc la règle. Celle-ci a cependant été testée et cela améliorait clairement le processus. Ce n’est que bien plus tard qu’un thésard accueilli dans l’entreprise a apporté l’explication : la pâte stockée dans les silos vieillit ; donc plus le niveau est élevé, plus les couches supérieures de pâte, stockées plus longtemps, vieillissent, occasionnant un phénomène de précipitation chimique qui provoque des points collants, lesquels se déposent ensuite dans la machine. Comme le montre cette histoire et comme le dit Michel Morvan, « les seules “machines” à même d’apprendre par elles-mêmes à raisonner sont les êtres vivants »41.
Éric Perrin souligne également que l’accès aux données entretient des rapports étroits avec l’autonomie en matière de résolution de problèmes, dès lors que ces pratiques ont été développées préalablement (voir chapitre 3). Les écarts par rapport à la règle génèrent des alertes et les opérateurs commencent immédiatement à faire de la résolution de premier niveau : qu’est-ce qui se passe ? est-ce que je peux corriger ? Les opérateurs ne sont pas tenus d’obtenir un résultat mais doivent mettre en œuvre les actions correctives et appeler les services supports seulement s’ils n’y arrivent pas. Selon Éric Perrin, 80 % des problèmes sont ainsi résolus au niveau des équipes de production.
Ouvrir la boîte noire de l’IA
Les salariés expriment de la méfiance à l’égard de l’IA, et cela paraît normal : au-delà du risque perçu de perte d’emploi, il est très désagréable pour un être humain d’imaginer qu’une machine sera plus intelligente que lui et effectuera plus efficacement des tâches pour lesquelles il a été formé et a acquis une grande expérience. Or, nous l’avons dit ci-dessus, la machine / l’algorithme n’est pas plus intelligent. Plus rapide et capable d’établir à très grande vitesse d’innombrables corrélations, mais certainement pas « plus intelligent »42. Il importe donc de désamorcer les craintes, en montrant que ces outils représentent des aides à la décision et des facilitateurs destinés à fiabiliser le travail mais que la décision finale demeure toujours entre les mains de l’humain. Pour ce faire, il est recommandé d’associer les opérateurs à toutes les étapes d’implémentation de ces nouveaux outils et de pratiquer une pédagogie active pour ouvrir la « boîte noire » de l’IA aux utilisateurs. A contrario, une histoire très parlante montre ce qui peut arriver quand on ne prend pas suffisamment en compte l’intelligence des acteurs et l’expérience métier.
Une entreprise qui travaille sur des procédés de production sophistiqués nécessitant un haut niveau de qualité et de sécurité a conduit avec succès une première expérience de mise en œuvre d’une solution à base d’intelligence artificielle (IA). Il s’agissait d’optimiser un procédé critique à travers l’introduction d’un algorithme prédictif produisant des recommandations, afin d’aider les opérateurs à prendre la meilleure décision sur le fait de poursuivre le processus ou de l’arrêter, avec de forts enjeux économiques en cas d’erreur. Le projet est construit avec l’expertise des métiers concernés, dans une grande proximité et confiance avec un prestataire spécialisé en IA et un data scientist interne. Tout se passe très bien, et moins d’un an après la mise en production de la solution, l’entreprise affiche un gain de rendement significatif sur ce processus. Rapidement, il est décidé de transposer l’algorithme sur un autre processus de contrôle qualité, moyennant des adaptations. La réalisation du projet est confiée à un autre data scientist qui travaille, avec le même prestataire que précédemment, à la mise au point de ce nouvel outil. Le dialogue avec le « métier » passe essentiellement par de courtes entrevues entre le data scientist et le manager de l’équipe concernée. Enfin, le nouvel outil est livré. Contre toute attente, il n’est pas adopté par les utilisateurs. Voici le récit de cet épisode par quelques-uns de ses protagonistes.
Le technicien utilisateur : « Je suis un tech [technicien] d’un certain âge. Je ne suis pas opposé par principe aux nouvelles technologies, mais on peut dire que je suis un peu réticent. Il faut qu’on m’apporte la preuve que l’innovation répond à nos besoins. Quand le nouvel outil a débarqué, on a vu qu’il n’avait absolument pas été pensé pour nous, on n’arrivait pas à l’utiliser, et de toute façon, on n’avait déjà pas envie de l’utiliser parce que personne ne nous avait consultés. On l’a bloqué. On avait un autre outil disponible, plus simple et basé sur Excel, et on se débrouillait gentiment avec ça. »
Le data scientist : « Franchement, l’outil marchait super bien. Pour ma part, ça ne m’aurait pas du tout dérangé de travailler avec les utilisateurs si on me l’avait demandé. Mais personne ne l’a fait. On faisait des réunions avec le manager, il me disait que c’était OK, donc, de mon point de vue, ça roulait. On a travaillé sans se voir. »
Le responsable 4.0 : « Je pense que nous avons péché par excès de confiance. Comme ça avait très bien marché la première fois, nous avons été moins regardants sur la méthode. Du coup, nous avons tout repris, nous avons échangé et dialogué avec les utilisateurs pour prendre en compte leurs requêtes. Avec le canal de communication ouvert, la confiance est revenue, et finalement, l’outil a été adopté à la satisfaction de tous. Ça a été une leçon importante. »
La morale de cette histoire est donnée par le technicien : « L’utilisateur, c’est le chef ! Il faut que ce soit utile aux utilisateurs. Maintenant, l’outil est beaucoup plus simple. On constate qu’il est plutôt fiable parce qu’il ne dit jamais d’aberrations. Il limite la peur de l’erreur et il nous évite de réfléchir et de nous poser trop de questions, comme on le faisait avant, quand on devait appeler les collègues au téléphone pour se rassurer. C’est une aide à la décision… même si ça ne résout pas tous les problèmes. »
Au-delà des délais et des coûts qu’occasionne une reconception de l’application, c’est surtout dans ce type d’occasions que la confiance peut se rompre : les équipes de terrain sont promptes à dénoncer que, « comme d’habitude », « ceux d’en haut » ne les ont pas consultées et ne connaissent rien au travail réel. La nouvelle application, en dépit de son intérêt pour la facilitation du travail et la fiabilité du process, reste inutilisée pendant que continuent à proliférer les « petits » fichiers Excel et les anciennes façons de faire. Les nouveaux projets numériques deviennent alors plus difficiles à implanter, suscitant d’emblée de vraies résistances là où n’existait initialement qu’une méfiance tolérante. À l’inverse, un projet qui a démontré son utilité pour le travailleur fait tache d’huile, et les utilisateurs concernés deviennent les ambassadeurs des projets futurs.
Outils : outils de recommandations à base d’IA.
Objectifs de l’entreprise
• Améliorer la performance des machines ou d’un procédé.
• Améliorer la décision de l’opérateur sur processus sensible (aide à la décision).
• Renforcer la résolution de problème de 1er niveau de l’opérateur grâce à l’apport des données.
Modalités d’association des opérateurs
• Participation des futurs utilisateurs au développement de la solution (à différentes étapes).
• Discussion partagée sur la pertinence du nouveau réglage ou de la recommandation.
Points de vigilance
• Travailler la solution avec les opérateurs, et pas seulement avec le manager.
• Démontrer l’utilité de la solution pour la facilitation du travail des opérateurs.
• Montrer à l’opérateur sa contribution à l’amélioration de l’IA, en décryptant les sous-
jacents de la solution.
• Concevoir l’outil de façon à ce que l’utilisateur garde la possibilité de choisir l’action (accepter ou refuser la recommandation).
Captation vidéo et révision des modes opératoires avec les opérateurs
Alain Verna est directeur du site industriel de Toshiba TEC à Dieppe. Dans un ouvrage récemment paru43, il décrit l’évolution des méthodes destinées à améliorer les modes opératoires sur les postes.
Pendant longtemps, un technicien du service précalcul venait sur le terrain chronométrer les opérations d’assemblage. Armé de sa planchette en bois et de son chronomètre, il se postait derrière l’opérateur et remplissait sa feuille quadrillée où figurait la décomposition, geste par geste, de l’opération à contrôler et des temps associés. De retour à son bureau, il enregistrait une synthèse de ses constats et pouvait suggérer au service des méthodes un réaménagement du mode opératoire dans le cas où le chrono n’était pas suffisamment bon. Au fil des ans, quelques entreprises ont fini par remplacer le chronomètre par une caméra vidéo. La solution technologique ne changeait rien à l’affaire : les opérateurs n’étaient pas sollicités pour proposer des améliorations sur leur propre poste et étaient toujours considérés comme de purs exécutants.
Work Self-Improvement
En tant que filiale française d’un groupe japonais, Toshiba Dieppe dispose d’une longue expérience du déploiement des méthodes d’amélioration continue d’inspiration « toyotiste », ce qui sous-entend une forte implication des opérateurs à tous les niveaux. C’est dans ce contexte que l’entreprise a développé la méthode WSI, pour Work Self-Improvement, permettant à chacun de participer activement à l’amélioration de ses propres opérations.
Une personne, désignée par sa propre équipe ou assignée à cette tâche pour l’ensemble de l’atelier, filme par trois fois chacune des opérations du groupe. Une fois que les six à huit postes de travail d’un même groupe ont été filmés, l’ensemble de l’équipe est réunie en salle pour visionner les vidéos de tous les postes. Chacun est alors invité à réagir à ce qu’il voit, qu’il s’agisse de noter une habileté ou une maladresse, une mauvaise posture, un geste inutile, un gaspillage. La méthode est ludique et les conversations s’avèrent intenses. L’œil affûté de chaque opérateur ne laisse rien passer aux autres, et chacun partage ses astuces : « Tiens ? Tu t’y prends comme ça, toi ? Pourquoi ? ». En découlent ainsi une amélioration immédiate du mode opératoire par partage des meilleures pratiques et, après synthèse et envoi aux méthodes, parfois un réaménagement des postes.
Chez Hutchinson comme chez LYNRED, c’est aussi une approche par vidéo qui est utilisée pour « fabriquer » ou réviser le standard (ou mode opératoire). Gibril Gnangani, Excellence System Manager pour une division de Hutchinson spécialisée dans les systèmes antivibratoires et la transformation du caoutchouc, insiste sur le fait qu’il est important que ce ne soit pas un technicien qui filme, mais que les opérateurs eux-mêmes analysent et découpent les étapes d’un process.
Il existe aujourd’hui plusieurs fournisseurs du marché qui proposent des logiciels d’analyse des vidéos, ainsi que des méthodes pour accompagner ce processus – M-Lean, K-Process, etc. – mais le point clé reste le débriefing des vidéos par et avec les opérateurs et la prise en compte de leurs suggestions en mode « intelligence collective ».
Plus que l’outil vidéo lui-même, qui peut être vécu comme intrusif, ce qui compte c’est la philosophie avec laquelle il est utilisé : développer, avec et à partir des équipes de terrain, une culture de l’amélioration continue et de la pratique de résolution de problèmes en commun. Anne Croguenec, responsable d’un process de production chez LYNRED, indique que le cycle PDCA d’amélioration est ainsi passé de trois mois à une semaine, et les temps de certaines opérations de 45 à 25 minutes, avec une très bonne acceptation des personnels, puisqu’ils ont été associés à ce travail de mise en commun et de capitalisation des bonnes pratiques. Certaines précautions sont toutefois à prendre avec le CSE sur le plan du droit à l’image.
Manuels opératoires à base de tutoriels vidéo
Ces vidéos peuvent également être à la base de nouvelles manières de présenter les « manuels » de référence des modes opératoires disponibles sur chaque poste et pour chaque process. Ces manuels étaient auparavant en papier, ils ont ensuite été dématérialisés mais toujours dans leur version textuelle. Aujourd’hui, ces longues descriptions de plusieurs dizaines de pages, indigestes et souvent peu assimilables, sont présentées sous forme de tutos vidéo qui montrent les étapes principales et les points de vigilance en quelques minutes. Les nouveaux arrivants ou les intérimaires peuvent ainsi s’intégrer plus facilement sur les postes. Quand ces tutos sont en plus filmés et montés par les opérateurs eux-mêmes, ceux-ci en conçoivent de la fierté et se les approprient plus aisément.
Ainsi, une grande entreprise de cosmétiques a-t-elle mis en place dans une de ses usines une sorte de Marmiton de ses modes opératoires44. Après une courte initiation à la captation d’images à l’aide de leur smartphone, les opérateurs réalisent leurs propres tutos, de manière à partager leurs bonnes pratiques, leurs trucs et astuces sur le poste, avec leurs collègues actuels ou futurs. Les vidéos sont ensuite évaluées par le bureau des méthodes pour vérifier qu’elles ne véhiculent pas de contradictions flagrantes avec le standard, puis postées sur une plateforme commune. Mais le dispositif a été encore sophistiqué grâce à l’installation de QR Code sur les machines. En flashant le QR Code de la machine avec son smartphone, l’opérateur appelle à l’écran le tuto correspondant.
Ce mode de transmission des connaissances permet de décloisonner les savoirs, de répondre à la variabilité des process (séries plus courtes), de former plus rapidement les nouveaux embauchés et de dégager du temps pour les salariés plus expérimentés. Il pallie ainsi un problème récurrent dans les usines : le besoin de formation lié au turnover ou aux pics de charge.
Outils : captation vidéo et logiciels d’analyse du travail ; plateforme partagée de tutoriels vidéo.
Objectifs de l’entreprise
• Diminuer les temps de process.
• Capitaliser et partager les bonnes pratiques (modes opératoires).
• Faciliter l’insertion des nouvelles recrues et des intérimaires.
Modalités d’association des opérateurs
• Tournage des vidéos par les opérateurs.
• Discussion partagée à partir des vidéos sur l’analyse du travail.
Point de vigilance
• Analyser le travail des opérateurs entre opérateurs.
Design d’applications et d’interfaces
L’une des conséquences de l’introduction des technologies 4.0 dans l’usine est que les opérateurs sont de plus en plus souvent équipés de terminaux (tablettes, smartphones, montres connectées) leur permettant par exemple d’« appeler » les modes opératoires, de visualiser des tableaux de bord de données ou de configurer automatiquement lignes ou machines par de simples clicks.
De l’UX à l’OX
Pendant longtemps, le monde industriel n’a eu que des applicatifs « moches » et peu ergonomiques. L’utilisateur final, c’est-àdire le travailleur, n’était que rarement présent dans les préoccupations des concepteurs – fournisseurs d’automatismes, de technologies ou DSI internes. Personne ne s’intéressait au fait que les interfaces soient agréables ou fonctionnelles puisque les travailleurs seraient, de toute manière, obligés de les utiliser. Cette situation conduisait souvent à des stratégies de contournement de la part des travailleurs, qui préféraient doublonner des saisies, conserver des fichiers Excel ou du papier de sécurité, ce qui produisait des irritants et des inefficacités. Aujourd’hui, presque tout le monde dispose chez lui d’un smartphone et peut constater le décalage souvent gigantesque entre les outils digitaux grand public et les outils et interfaces mis à disposition sur les automates de production. Comme le montre la chercheuse italienne Tatiana Mazali, si la deuxième révolution industrielle, au tournant du xxe siècle, a vu les technologies déployées dans les usines irriguer ensuite la société, un flux inverse a lieu au xxie siècle, depuis la société vers les usines45. Le déploiement des outils numériques a d’abord été massif pour le grand public, avant que des outils similaires aux interfaces plus soignées ne pénètrent enfin dans les usines. Mettre entre les mains des travailleurs du matériel et des logiciels de dernière génération devient un levier d’attractivité nécessaire dans la bataille du recrutement, car peu de jeunes (et moins jeunes) auront envie de rejoindre un environnement où l’on travaille encore sur des « Minitel »46. Une nouvelle génération de fournisseurs de solutions émerge sur ce marché, souvent des start-up ou de petites structures47. Elles déploient des solutions en mode SaaS (Software as a Service), par abonnement et donc sans investissement lourd, qui peuvent être déployées rapidement, et qui couvrent de très nombreux domaines : pilotage d’atelier, planification, gestion des compétences, suivi des événements qualité, maintenance, etc.
UX est l’abréviation de User eXperience, une notion importée de la sphère digitale où le design a pris de plus en plus d’importance. Il s’agit de porter une attention particulière aux usages et d’inclure les utilisateurs dans le processus de conception des applications logicielles à différentes phases de tests, pour optimiser l’utilisation et favoriser une adoption maximale. Ce qui vaut pour des produits grand public peut être transposé à la conception et au développement de solutions numériques pour les usines. Il s’agit d’aller comprendre sur le terrain, au plus près des équipes, les besoins des utilisateurs et de concevoir la solution numérique qui aura le plus de potentiel pour créer de l’usage, avec le concours des futurs utilisateurs. De passer, pour le dire autrement, de l’UX à l’OX (Operator eXperience).
Pour concevoir ces interfaces, l’injonction à la mode est de recourir au design thinking. Concrètement – et cela semble de pur bon sens –, il s’agit de réunir des utilisateurs en ateliers pour recueillir leurs besoins, de les faire parler, puis d’« idéer » une solution qui puisse répondre à ces besoins. Ces ateliers peuvent avoir lieu dans l’entreprise ou dans les labs dédiés des différents fournisseurs. L’avantage des solutions numériques est qu’elles peuvent ne pas être livrées « parfaites » du premier coup. Elles peuvent s’améliorer rapidement « en marchant ». Pour lancer un produit/solution/ service numérique, il est utile et même recommandé de sortir une version bêta, puis d’itérer avec les utilisateurs pour améliorer la solution en mode test & learn. Une fois la première solution configurée, on peut mesurer l’usage qui est fait de telle ou telle fonctionnalité, comprendre celles qui marchent ou pas, et lancer de nouvelles versions.
Le design thinking (qu’on pourrait traduire en français par conception créative) est une méthode de gestion de l’innovation élaborée à l’université de Stanford aux États-Unis dans les années 1980 par Rolf Faste.
Il se veut une synthèse entre pensée analytique et pensée intuitive et fait partie d’une démarche globale appelée design collaboratif. Il s’appuie en grande partie sur un processus de cocréativité impliquant des retours des utilisateurs finaux.
Digital Work Station
Le design thinking a été la méthode suivie par Renault pour réaliser sa Digital Work Station.
Dans l’automobile, les opérations manuelles sur chaîne de montage restent extrêmement taylorisées. Un opérateur de montage travaille sur cinq ou six mètres de la chaîne, pour une durée d’une à deux minutes par opération. L’opérateur se trouve donc dans un « tunnel » et dispose de très peu d’informations sur les options parfois compliquées qu’il aura à monter sur les véhicules qui arriveront dans les minutes suivantes.
Le projet Digital Work Station de Renault a eu pour origine le besoin identifié d’améliorer le help call, ou ce qu’on appelle l’Andon dans la terminologie du lean : il s’agit pour un opérateur de pouvoir appeler à l’aide un responsable lorsqu’il est confronté à un problème de qualité ou à une difficulté sur la ligne. Chez Renault, il s’agissait principalement d’un bouton radio relié à un hautparleur (comme à l’entrée d’un parking public ou dans un ascenseur). Une demande d’amélioration de cette fonctionnalité était formulée par plusieurs usines qui proposaient les solutions les plus diverses.
Éric Marchiol, aujourd’hui digital officer manufacturing & supply chain, était à l’époque responsable de production. Il identifie alors qu’une solution par écran tactile pourrait permettre de résoudre ce problème et de proposer une solution homogène pour l’ensemble des usines du groupe. C’est ainsi que va naître le projet Digital Work Station (DWS) en octobre 2017, mené par Vincent Hirschauer.
Le projet débute par une identification des irritants ressentis par les opérateurs auxquels les écrans pourraient apporter une solution efficace. Des ateliers de design thinking ont lieu dans plusieurs usines en France (Maubeuge) et à l’international (Roumanie, Espagne, Maroc), au cours du premier semestre 2018. La consigne donnée est claire : aucun atelier ne sera tenu si des représentants des opérateurs ne sont pas présents. Chaque atelier dure une à deux journées et demie.
Les opérateurs peuvent mettre sur la table les difficultés qu’ils rencontrent et, à cette occasion, des divergences entre ces derniers et les managers remontent. Par exemple, de nombreux managers pensaient qu’il fallait que le mode opératoire du poste soit systématiquement accessible par l’écran. Au cours des ateliers, il est au contraire apparu que les opérateurs n’en ressentaient pas le besoin. S’ils sont au poste, c’est qu’ils connaissent l’opération à faire et ils peuvent au besoin appeler un opérateur senior. En revanche, pour eux, l’important était que l’application soit extrêmement dépouillée et simple, compte tenu du peu de temps dont ils disposent sur la ligne.
En définitive, la Work Station comprendra les fonctionnalités suivantes : a) le help call ou Andon ; b) l’aide à la diversité des produits à monter sur la ligne : informations données à l’opérateur sur la prochaine réalisation à effectuer ; c) le guidage du retoucheur : affichage de la liste des défauts qui seront à retoucher sur le véhicule ; d) le guidage checkman qui aide l’opérateur qualité à se rappeler des opérations de contrôle, en particulier dans le cas d’une grande variabilité de produits ; e) le feed-back sur d’éventuels défauts détectés plus bas sur la ligne.
Une équipe Renault développe alors la solution avec un UX designer, et la maquette est ensuite testée dans les usines. Lors des tests, aucun manuel d’instruction du nouvel outil n’est donné. L’idée est de tester comment l’opérateur se saisit de l’interface, de façon à vérifier l’intuitivité des commandes. Certains opérateurs ont ainsi découvert qu’ils pouvaient très naturellement envoyer des appels qualité ou sécurité depuis le poste. Chaque test a ensuite fait l’objet d’une demi-heure de débriefing avec l’opérateur afin d’améliorer encore la solution. Les tests ont, par exemple, fait émerger le besoin d’un second niveau d’interactivité sous le premier niveau d’appel au poste afin de donner plus d’informations sur la question à traiter à la personne qui devra intervenir en soutien.
Attention au design thinking alibi
La participation aux ateliers de design thinking peut se révéler compliquée pour les opérateurs, puisqu’il est toujours difficile d’extraire une ressource de la ligne pendant un ou deux jours. Cette difficulté est parfois évoquée comme prétexte pour ne pas inclure les opérateurs, et il arrive d’ailleurs que la même excuse soit utilisée pour justifier leur non-participation aux chantiers d’amélioration continue (Kaizen). Il est cependant possible de répondre à cette objection, comme le fait J.-M. Talon, ancien responsable de l’amélioration continue chez Lectra : « Je me souviens qu’au début, j’avais beaucoup de mal à faire accepter cet investissement-là par les managers de production. Je leur disais : “Quand ton opérateur n’est pas là, parce qu’il s’est cassé la jambe, parce qu’il a eu un accident de voiture, la production ne s’arrête pas. Là, ce sera plus facile parce que je vais te prévenir un mois à l’avance que ton opérateur ne sera pas disponible. Donc, ne me dis pas que tu ne peux pas t’organiser.” Avec ce discours un peu volontariste, on a réussi à faire passer des choses. »
Une fois ce problème résolu, reste à déterminer l’esprit qui préside à ces ateliers. Il peut arriver qu’ils ne soient utilisés que comme un « alibi participatif » : « Vous voyez bien qu’on leur a demandé leur avis ? » Une fois l’atelier terminé, les développeurs travaillent dans leur coin, puis livrent un produit fini qui, éventuellement, pourra être marginalement ajusté. Pour faire réellement de la coconstruction et ne pas en rester à l’alibi, il est souvent nécessaire d’aller plus loin qu’un simple atelier « starter » et d’associer les utilisateurs finaux à plusieurs étapes du projet avec des « minidémos » qui favoriseront un dialogue sur les usages. Un tel processus permet de tenir compte de la façon dont les personnes effectuent réellement le travail au quotidien.
Un autre risque est que les ateliers de design thinking servent d’alibi pour ne faire aucun accompagnement aval, ni aucune formation aux nouveaux outils, sous prétexte que les utilisateurs ont participé à leur élaboration et que, bien entendu, les outils sont « parfaitement » intuitifs. Comme nous l’avons entendu plusieurs fois, « il n’y a pas besoin de change management » puisque les opérateurs ont été associés au processus. Tout dépend de ce que l’on met derrière l’accompagnement au changement : si l’association des opérateurs à la définition de la solution facilite certes l’appropriation pour ceux qui y ont participé, la formation est souvent nécessaire pour tous.
Outils : interfaces sur écran tactile au poste de travail.
Objectifs de l’entreprise
• Diminution des arrêts sur ligne de production.
• Analyse des problèmes rencontrés sur les lignes.
• Facilitation du travail face à la diversité des produits.
• Amélioration de la qualité.
Modalités d’association des opérateurs
• Ateliers de design thinking en amont (recueil des besoins).
• Test et débriefing avec les opérateurs en aval.
Points de vigilance
• S’assurer de la présence d’opérateurs dans ces ateliers.
• Ne pas limiter le design thinking à un atelier initial pour le recueil des besoins.
• Ne pas surcharger les applications en fonctionnalités.
• Accompagner et former les équipes, même si les outils sont intuitifs.
Concevoir des cobots pour augmenter la valeur métier
AeroSpline est une société qui développe et intègre de nouvelles solutions robotiques collaboratives pour les métiers manufacturiers comme le ponçage de carrosserie, le sablage, le rivetage ou l’inspection des assemblages. Le secteur aéronautique représente 40 % de son CA. Maxime Hardouin, son PDG, analyse l’expérience, démarrée en 2017, d’un projet de cobot de contrôle final des moteurs en réparation, pour Safran Helicopter Engines (SHE) à Tarnos (64).
Chez Safran Helicopter Engines (SHE), les inspecteurs de contrôles libératoires en fin d’assemblage des moteurs sont porteurs d’une culture considérable. Ce sont des compagnons qui suivent deux années de formation pour être qualifiés sur cette opération de contrôle. Ils sont témoins et acteurs aussi bien de la culture industrielle interne que de l’histoire de chaque moteur chez les clients, et véhiculent une grande valeur potentielle pour l’amélioration des méthodes de fabrication et de la qualité des moteurs pour les clients finaux. L’atelier s’occupe de reconditionner des moteurs, et in fine d’accepter ou non le moteur pour le remettre en circulation (le contrôle). Cette activité présente une pénibilité physique car elle sollicite des efforts visuels et corporels, afin de vérifier tous les points de contrôle autour de chaque moteur. Elle génère aussi un stress important pour plusieurs raisons : d’abord parce que ces compagnons sont des passionnés, extrêmement motivés, pour lesquels passer à côté d’un défaut est une grande responsabilité qui peut entraîner de lourdes conséquences, et ensuite à cause du grand nombre de variantes de moteurs, tous différents. Ils peuvent se sentir déshonorés s’ils ont « libéré » un moteur et qu’une malfaçon est découverte chez un client. Enfin, une non-qualité exportée représente des coûts importants, ainsi que des risques de fiabilité et des impacts sur l’image commerciale. C’est ainsi que l’idée d’avoir un cobot d’assistance a progressivement émergé.
La solution baptisée CIICLADE, créée en collaboration entre SHE et AeroSpline, est une plateforme mobile qui emporte trois caméras de contrôle, dont une est portée par une 7e articulation ajoutée au poignet d’un cobot UR5e-Series. Pour chaque moteur, les trajectoires de contrôle peuvent être planifiées par l’opérateur régleur qui aura passé « son permis cobot ». Un écran interactif embarqué sur CIICLADE montre le moteur en 3D, et des points satellites d’un maillage prédéfini autour du moteur. AeroSpline a créé ce maillage afin de sécuriser les déplacements sans collision du cobot autour des moteurs. Il suffit à l’opérateur de cliquer sur un des points satellites pour que le bras se rende à ce point-là. Le maillage standard va être « augmenté » de nouveaux nœuds créés par le régleur à partir des points satellites. Chaque nœud représente potentiellement un cadrage précis pour le contrôle de la caméra. Plusieurs parcours « cobot » sont créés et constituent une arborescence de contrôles par famille technique : bonne présence de tous les composants de type boulonnages, serrages des connecteurs, marquages peintures, ou opercules temporaires sur le moteur avant montage sur l’hélicoptère. Ensuite, afin de préparer le contrôle général, les clichés sont cotraités par le compagnon régleur et le logiciel CIICLADE de « construction du contrôle » par l’intelligence artificielle. Le logiciel CIICLADE comporte un module qui détecte automatiquement les éléments primitifs dans l’image : tête des vis, rondelles, écrous, connecteurs, freins, etc. Dans chaque image, des ensembles structurés peuvent aussi être détectés (par exemple un assemblage comprenant vis à 12 pans, rondelle, écrou et un filetage). Grâce à la prédétection par l’IA de CIICLADE, le régleur bénéficie d’une assistance de niveau optimal et y ajoute sa connaissance propre.
À mi-chemin entre « cobot-outil » et « cobotcollègue »48, ce cobot est très évolué, et ses fonctionnalités n’ont cessé de s’enrichir du fait des échanges avec les contrôleurs. Ceux-ci ont, par exemple, expliqué que des malfaçons détectées après le contrôle, pouvaient avoir des origines douteuses et parfois non présentes lors de leur inspection. Les contrôleurs avaient pris le pli de prendre un film des moteurs avec une GoPro avant livraison pour constituer des preuves. Est-ce qu’AeroSpline pourrait ajouter à la caméra de contrôle une fonction « enregistrement vidéo » pour émettre un enregistrement systématique qui puisse servir de preuve ? En quelques jours, AeroSpline implémente une solution pour que le cobot enregistre un film global du moteur. Peu après, passent les personnes du service HSE, expliquant qu’il n’est pas question qu’on filme le visage des personnes. AeroSpline développe alors une variante du logiciel de montage automatique du film en coupant les séquences où l’on voit des personnes. Et ce n’est pas fini ! Lors d’un nouveau rendez-vous avec les contrôleurs, ceux-ci expliquent qu’ils font tourner le moteur à la main pour écouter le cliquetis des aubes de turbine, et que cela permet de se faire une opinion sur la santé du moteur. Est-ce qu’il serait aussi possible d’enregistrer le son ? Ce qui fut fait et incorporé aussi rapidement par AeroSpline, moyennant l’ajout d’une fonction microphone et d’une nouvelle interaction homme-cobot où le cobot se pose immobile face à l’axe moteur et l’IHM demande au contrôleur de faire tourner les aubes pour un enregistrement sonore. Lequel enregistrement est ajouté au post-montage vidéo.
Avec tous ces enrichissements, le cobot produit maintenant un rapport qui associe, comme demandé, un rapport textuel, vidéo et sonore. Le contrôleur fait défiler le rapport sur un écran interactif. S’il voit que le cobot a détecté une non-conformité, il doit décider si c’est une variation acceptable ou si c’est effectivement une non-conformité à signaler. C’est aussi une occasion de renforcer l’IA du cobot qui doit apprendre que ce qu’elle a identifié comme une anomalie peut ne pas en être une, mais une variante autorisée. À la fin, c’est bien le contrôleur qui certifie le rapport.
Maxime Hardouin indique qu’il peut toujours y avoir chez un client une « technoillusion » lui laissant imaginer qu’il pourrait remplacer les personnes par de l’IA et se passer de leurs compétences. En effet, l’entreprise avait, dans un premier temps, demandé à AeroSpline de certifier les rapports à la place des contrôleurs. Maxime Hardouin a dû expliquer qu’avec sa PME de 16 personnes, il n’est ni fabricant de moteurs, ni contrôleur, et qu’il faudrait que son IA ait une base d’expérience d’au moins 100 000 moteurs pour pouvoir être confiant dans sa certification. Il a dû rappeler que l’objectif de l’IA est bien d’augmenter les personnes, pas de les remplacer, surtout quand elles ont une telle profondeur d’expérience. Ainsi qu’il le dit, « le cobot, c’est un bon vélo électrique, pas une Tesla. »
La vision qu’il a de son métier, c’est qu’il ne fait pas de la robotique, il est un créateur instrumentiste qui met une guitare Fender dans les mains des personnes pour leur permettre de créer et jouer de nouvelles partitions. Et l’interprète revient voir le luthier en disant « est-ce que vous pourriez me rajouter ça, ça et ça ? ». À travers Safran et d’autres expériences, il en est arrivé à considérer que sa raison d’être, c’est d’« augmenter la valeur métier de ses clients ». « Il y a un mot qui est tellement beau, c’est le mot métier, j’y tiens énormément. La valeur économique la plus forte d’une entreprise n’est pas financière mais humaine, riche avant tout des savoir-faire métiers de l’organisation. Et chez Safran Helicopter à Tarnos, le métier de ceux qui connaissent les machines, qui réparent les machines, qui ont le retour d’expérience de millions d’heures de vol, constitue une richesse essentielle pour toute l’entreprise. Supprimer le témoin humain, ce serait arrêter l’histoire. » Maxime Hardouin plaide contre la vision univoque de l’automatisation totale et des robots industriels agissant seuls. Sans compagnon, sans humain dans la boucle, c’est la fin de l’histoire technique et la réduction des performances aux seules capacités robotiques définies à un moment donné, sur la base de spécifications inscrites dans le temps et d’automatismes fabriqués par un intégrateur à la connaissance trop limitée du métier du client.
Dessin 3D du projet de cobot CIICLADE
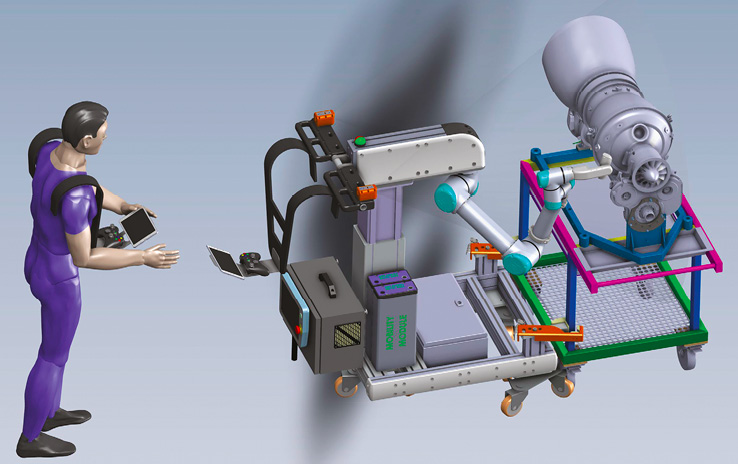
Source : Avec l’aimable autorisation de Maxime Hardouin, AeroSpline.
Outils : cobot associé à une IA.
• Réduire le risque d’erreur et augmenter la fiabilité.
• Réduire le temps de process.
• Réduire la pénibilité, la charge cognitive et le stress des opérateurs.
Modalités d’association des opérateurs
• Discussion continue à toutes les étapes avec le fournisseur de la solution.
• Enrichissement de la solution selon les demandes des opérationnels.
• Solution conçue pour laisser un grand pouvoir d’agir à l’opérateur.
Points de vigilance
• Respecter l’expertise et les fiertés métiers (la logique de l’honneur49).
• Délai de conception.
• Coût de conception (risque d’enrichissement par des fonctionnalités qui seront
peu utilisées).
Installer en semi-autonomie une machine à calandre de plusieurs dizaines de millions d’euros
En 2015, Michelin décide de réhabiliter un bâtiment sur le site industriel de Montceau-les-Mines pour y installer une machine à calandre à chaud. Une calandre est une machine à cylindres d’une centaine de mètres de long, permettant de fabriquer des « nappes » qui sont des systèmes de renfort des pneus, à base de fils textiles ou métalliques emprisonnés entre deux feuilles de gomme et conditionnés en fin de processus en rouleaux, afin d’être expédiés vers les services de fabrication et d’assemblage des pneus. Sébastien Swinnen, ingénieur centralien de Nantes, après un premier poste de chef d’îlot à 23 ans, devient le responsable de ce projet à l’usine de Montceau-les-Mines. Le directeur de l’époque lui dit : « Sois ambitieux, fais quelque chose que tu ne regretteras pas, et moi, je te soutiendrai. », Sébastien Swinnen s’empresse de retranscrire le message aux sept premiers opérateurs sélectionnés pour démarrer la machine et l’opérer par la suite : « Ça va être chez vous. Quelque part, on nous donne carte blanche sur ce qu’on veut faire. Bien sûr, dans le cadre du budget, mais faisons ce qui demain va nous ressembler.» Les opérateurs participent au préalable à l’aménagement de certains aspects du bâtiment comme les salles de pause et les vestiaires, ce qui va leur permettre de s’approprier les lieux. Ces sept opérateurs proviennent de différents services de Michelin ; ils ont été prévenus qu’ils devront partir se former pendant 18 mois, d’abord à Clermont-Ferrand sur des calandres qui fabriquent le même produit mais avec un procédé différent, puis en Pologne sur un procédé similaire mais portant sur un autre produit. Pendant la formation, certains d’entre eux ont pu tester chez un des fournisseurs une partie de la machine, demander des adaptations et des réglages, éprouver les modes opératoires génériques, etc. Au terme de cette longue formation, les sept opérateurs ont été chargés de transmettre leurs compétences au reste de l’équipe en cours de constitution. Ils ont donc participé à l’écriture des modes opératoires, à l’entraînement des recrues sur un simulateur de la machine, au choix des fournisseurs pour les outils de communication entre opérateurs le long de la machine (talkies-walkies, oreillettes), et commandé certains outillages utiles repérés au cours de leur formation. Ils ont également pu assister, à leur demande, aux entretiens d’embauche des premiers recrutés et donner leur avis. Enfin, l’un d’entre eux a décidé de créer un hall d’exposition à l’entrée de l’atelier, mettant en valeur les produits finis : « L’idée du gars, c’était la fierté métier, raconte Sébastien Swinnen, devenu chef de l’atelier. Certes, on fabrique deux bouts de gomme avec des fils au milieu, mais on le fait parce que, derrière, on a des clients exigeants qui veulent des produits hypercomplexes, pour l’armée, pour l’aviation, pour la compétition. Il a donc exposé un pneu de LMP150, des pneus de motos de Grand Prix, des pneus d’A380, etc. C’est extrêmement important, car ce sont ainsi les opérateurs qui décident de mettre le client au cœur de notre action. » Ils ont aussi habillé les bâches des machines avec un Rafale, une Polo WRC (modèle de rallye), à l’image des clients de Michelin. Et ce sont eux qui ont présenté à Jean-Dominique Senard, alors président de Michelin, les résultats de leur travail (cf. citation en exergue de cet ouvrage), lors de l’inauguration de la machine.
Cependant, Sébastien Swinnen ne cache pas que le passage entre la période assez excitante de l’installation et de la mise au point de la machine (qui s’est étalée sur près de trois ans) et le retour au management quotidien de la performance, selon les standards de Michelin, ne s’est pas fait sans quelques difficultés. Il y a eu un sentiment de réduction de l’autonomie, due aussi au fait qu’en passant de 7 à 35 personnes les nouvelles recrues n’étaient pas encore formées au « cadre » Michelin de management de la performance (voir chapitre 4) et qu’il fallait commencer par les faire monter en compétence sur les attendus du cœur de métier.
Maintenant que ce cap est passé, il devient à nouveau possible de réélargir le cadre et de laisser plus d’espace à l’autonomie mais axée, cette fois, sur la performance. La machine elle-même a besoin de nombreuses interventions pour adapter les processus. Les « recettes » sont certes définies par le bureau des méthodes, mais il reste beaucoup d’actions manuelles humaines non paramétrées. Les opérateurs reçoivent sur des écrans des informations qui remontent de la calandre, mais ce ne sont pas de simples surveillants d’équipement. Ils gardent la main sur de nombreux réglages, sur les cadences, le taux de déchets et in fine sur la performance de l’équipement.
1. En conception, des outils numériques de simulation des flux de l’usine, du process de fabrication, mais aussi du produit lui-même (facilité à le monter, à le démonter ou à le réparer), ainsi que des jumeaux numériques d’installations locales, globales ou de machines, se développent rapidement. Ils permettent de tester les options possibles en amont d’un déploiement. Le point de vigilance est ici l’intégration de l’analyse des facteurs humains avec le concours des ergonomes aussi en amont que possible de la phase de conception. Pour contourner les limites des outils de simulation quant à l’analyse du travail réel, il est recommandé de ne pas se limiter aux maquettes virtuelles et aux mannequins numériques, mais d’immerger l’opérateur réel dans la réalité virtuelle (si possible tangible, i.e. avec objets physiques) et de mesurer l’ensemble des paramètres ergonomiques, non seulement physiques mais aussi cognitifs. Le risque général décelé dans ces approches par simulation est de se fier aveuglément à une analyse purement «scientiste» du facteur humain et d’oublier des choses aussi simples que voir (le terrain, la configuration des lieux), parler avec les opérateurs et les écouter.
2. Les outils à base d’intelligence artificielle obtiennent des premiers résultats intéressants pour assister les opérateurs dans leurs prises de décision sur des processus complexes ou pour l’optimisation des paramètres de réglage des machines. Toutefois, l’IA suscite chez les acteurs une méfiance instinctive (la peur du remplacement ou du déclassement des compétences) ; l’utilité doit donc être prouvée pour en favoriser l’adoption, sous peine de voir perdurer les anciennes méthodes de travail. Il est recommandé d’associer les utilisateurs à plusieurs étapes de la conception/implémentation de ces nouveaux outils et de prendre en compte / respecter les identités et les fiertés métiers préexistantes. L’IA vient en effet heurter de plein fouet les expertises métiers (celles-ci pouvant être, pour une personne, connaître le fonctionnement de telle machine mieux que n’importe qui d’autre). En particulier, les systèmes sont mieux acceptés s’ils produisent des recommandations (plutôt que des obligations à agir), quand l’opérateur garde une marge de manœuvre sur la décision à prendre à la suite de la recommandation, quand la recommandation peut faire l’objet d’une discussion entre pairs. D’une façon générale, un effort est nécessaire pour dévoiler les éléments de décryptage qui sous-tendent ces systèmes et pour associer les utilisateurs à leur amélioration (entraînement de l’IA) – ce qui les valorise.
3. La captation vidéo du travail est une piste puissante d’amélioration à la fois de la performance et du travail, quand elle est effectuée et analysée par les équipes. L’œil du groupe doit être mobilisé sur le travail du groupe pour capitaliser sur les bonnes pratiques et les améliorer.
4. Une nouvelle offre d’applicatifs et d’interfaces numériques arrive enfin dans les usines après son déploiement massif auprès du grand public. À la manière de ce qui se fait en matière de développement d’applications grand public, il est nécessaire d’associer les utilisateurs à la conception des interfaces pour en favoriser l’usage. Les méthodes de design thinking et de test & learn sont désormais largement répandues et défendues par les fournisseurs de solutions, mais ces ateliers de recueil des besoins ne doivent pas devenir des «alibis participatifs» et des prétextes pour éluder d’autres étapes de validation intermédiaires ou, en aval, pour ne pas faire les formations que ces changements requièrent.
5. Une nouvelle génération de fournisseurs de solutions émerge. À côté des grands groupes technologiques, qui sont plutôt porteurs de solutions standardisées, des solutions ultrapersonnalisées sont développées par de petites structures. Des pratiques telles que la mise au point d’un cahier des charges « sensible » par itérations ou la mise à disposition de briques techniques modulaires pouvant être combinées et mises en œuvre par les opérationnels sont des pistes très prometteuses pour le design du travail. Elles peuvent être génératrices de coûts et de délais plus importants sur la mise au point de la solution, mais peuvent permettre d’améliorer très sensiblement le taux de succès des projets technologiques.
6. L’autonomie peut être favorisée en impliquant les équipes d’opérateurs dans plusieurs aspects de ces projets de changement, qu’il s’agisse d’outils numériques ou d’automatismes plus classiques : participation à l’aménagement des ateliers, aux adaptations et réglages machines, à la construction des modes opératoires, au choix des outillages, à la formation des nouvelles recrues, etc.
- 31. CATIA (conception assistée tridimensionnelle interactive appliquée) est un logiciel de conception assistée par ordinateur (CAO) créé au départ par la société Dassault Aviation pour ses propres besoins sous le nom de CATI. En 1981, la compagnie Dassault Systèmes a été créée pour en assurer le développement et la maintenance sous le nom de CATIA. Progressivement, la notoriété de CATIA a commencé à croître au-delà du secteur de la conception aéronautique et à couvrir celui de l’automobile, puis de plusieurs industries telles que les biens de consommation, la machine-outil et la construction navale.
- 32. DELMIA est une suite logicielle, développée par Dassault Systèmes, permettant de modéliser et de concevoir les moyens de production d’une entreprise manufacturière. Elle permet de simuler les processus de l’usine numérique.
- 33. Une analyse complète en facteurs humains doit en principe considérer les aspects physiques, cognitifs et organisationnels du travail.
- 34. Fabien Bernard, « Intégration du facteur humain en maintenabilité aéronautique : apports des outils de simulation. » Thèse de doctorat de l’université de Bourgogne Franche-Comté présentée et soutenue à Montbéliard, le 6 novembre 2019.
- 35. Dans le cas précis, le questionnaire NASA-TLX, un outil d’évaluation subjectif et multidimensionnel largement utilisé, qui évalue la charge de travail perçue, afin d’évaluer l’efficacité d’une tâche, d’un système ou d’une équipe ou d’autres aspects des performances. Il a été mis au point par le Human Performance Group de la NASA.
- 36. La raison d’être d’une entreprise désigne la façon dont celle-ci entend jouer un rôle dans la société au-delà de sa seule activité économique. Équivalent des termes purpose ou mission statement dans les pays anglo-saxons. La loi Pacte (2019) a modifié l’article 1835 du Code civil pour permettre à une entreprise d’inscrire sa raison d’être dans ses statuts
- 37. Les missions du CHSCT (comité d’hygiène, de sécurité et des conditions de travail) sont fusionnées aujourd’hui avec celles du CE (comité d’entreprise) dans le CSE (comité d’hygiène et de sécurité).
- 38. https://www.iso.org/fr/news/ref2271.html
- 39. Norme internationale ISO 45001, 1re édition 2018-03. Systèmes de management de la santé et sécurité au travail. Exigences et lignes directrices pour leur utilisation.
- 40. S. Allemand, « Pour une intelligence augmentée. Entretien avec Michel Morvan », Paris Saclay Le Média, 2 janvier 2019 [consulté le 28 novembre 2020]. https://www.media-paris-saclay.fr/pour-une-intelligence-augmentee-entretien-avec-michel-morvan/
- 41. Ibid.
- 42. Voir Jean-Louis Dessalles, « Y a-t-il de l’intelligence dans l’intelligence artificielle ? », The Conversation , 23 mars 2021.
- 43. Alain Verna, Fonder une industrie contributive et résiliente, Une aventure humaine entre mondialisation et territoire , Les Docs de La Fabrique, Presses des Mines, 2021.
- 44. Marmiton est un site de recettes de cuisine avec des tutoriels vidéo de réalisation des recettes. Exemple cité in Rémy Mandon, Sonia Bellit, Vos données valent-elles de l’or ? L’Internet industriel des objets à l’ épreuve du réel , Les Docs de La Fabrique, Presses des Mines, ٢٠٢١.
- 45. Tatiana Mazali, « From industry 4.0 to society 4.0, there and back », AI & Society (2018) 33:405-411.
- 46. Voir sur ce point Michaël Valentin, Hyper-manufacturing : l’a près lean , Dunod, 2020.
- 47. Par exemple, Mercateam, Fabriq, Oplit, Mobility Work, Yelhow, APS, etc.
- 48. Le cobot-outil n’agit pas seul, mais uniquement avec le concours de l’opérateur. Le cobot-collègue est doté de capacités cognitives à l’aide de technologies d’intelligence artificielle. Pour plus de précisions sur cette distinction, voir Anne-Sophie Dubey et Caroline Granier, Collaborer avec la machine : quels changements pour l’opérateur ? , Les Docs de La Fabrique, Presses des Mines, 2020.
- 49. Iribarne P. (d’), La Logique de l’honneur. Gestion des entreprises et traditions nationales , Seuil, 1989.
- 50. Le Mans Prototype (LMP) est un pneu pour la compétition automobile d’endurance.
Transformations organisationnelles et implication des personnes
La deuxième catégorie de cas concerne des transformations organisationnelles (avec ou sans introduction de technologies 4.0) impactant le travail de production. Nous cherchons à voir si ces transformations encouragent l’autonomie ou la participation des personnes, et plus particulièrement le pouvoir d’agir des opérateurs et des managers de proximité.
Il importe ici de ne pas confondre autonomie dans le cadre de l’activité de travail et participation à la transformation. La transformation peut être conduite sur un mode participatif (par exemple, groupes de travail sur un déménagement, groupes vision/valeurs, groupes d’intelligence collective ou d’innovation participative, etc.) sans pour autant viser à augmenter l’autonomie des personnes sur leurs tâches. En particulier, la participation pourra avoir comme objectif de rendre la transformation plus « acceptable » ou d’impulser un esprit de collaboration entre des services cloisonnés ou d’activer un nouvel état d’esprit transversal. Inversement, les salariés peuvent bénéficier d’une bonne autonomie dans le cadre de leur travail quotidien, sans qu’il y ait une réelle démarche participative concernant les transformations.
Vers des organisations du travail plus responsabilisantes : 4 modèles organisationnels + 1
Nous indiquions en introduction que les entreprises manufacturières comme les autres doivent évoluer vers des organisations du travail plus responsabilisantes, afin de satisfaire leurs objectifs de compétitivité, d’agilité, tout en répondant aux attentes de leurs salariés.
Les personnes interviewées ont fait spontanément référence à cinq configurations organisationnelles pour décrire leurs transformations : lean management, entreprise apprenante, organisation agile, entreprise libérée ou encore smart factory. Celles-ci ne sont pas toujours clairement définies par les personnes, mais elles constituent le cadre de référence que les acteurs se donnent et l’horizon vers lequel ils pensent agir, tout en piochant et en combinant en pratique des méthodes et des outils divers.
Le point commun de ces modèles, aussi différents soient-ils, est qu’ils affichent tous (sauf peut-être le dernier) la volonté de favoriser l’autonomie des salariés, d’introduire une dose de subsidiarité et de management bottom-up, et de développer les savoir-faire des personnes.
Rappelons brièvement le contenu de ces modèles dans l’ordre de leur apparition chronologique : non exclusifs les uns des autres, ils ont cependant des généalogies et des contextes d’émergence différents.
Lean management. Système d’organisation industrielle initié dans les usines japonaises du groupe Toyota au tout début des années 1950. Jusqu’aux années 1980, on parle de TPS pour Toyota Production System, ou plus simplement de toyotisme. Ce système de production a été ensuite théorisé sous l’appellation de lean manufacturing51. Au cours de sa diffusion dans le monde entier, il a souvent été appliqué de manière mécaniste comme une méthode d’organisation industrielle destinée à réduire les délais et les coûts. En réalité, son objectif est de fonder une démarche de progrès orientée client, en s’appuyant sur les connaissances et l’inventivité des équipes de travail et en centrant l’action sur le terrain, puisque c’est là que se crée la valeur et que les améliorations sont possibles. Il s’agit d’un système d’apprentissage pour développer les personnes dans le but d’optimiser la valeur pour le client. Ce modèle, initialement conçu pour la production, a vu son application s’étendre au domaine administratif et de services (lean office), et au domaine de l’innovation produit (lean startup) avec des succès variables.
Entreprise apprenante. Né des travaux de James March52, de Chris Argyris53 dans les années 1970, puis de Peter Senge54, le concept d’organisation apprenante s’est développé tout au long des années 1990 et 2000 à travers la réflexion sur le «comment apprendre ». Une organisation apprenante est une organisation qui apprend de son expérience et tire les bénéfices des compétences qu’elle acquiert. Elle est construite comme un écosystème qui stimule l’apprentissage en continu à travers le travail. Elle suppose une cible de progression, laissant ouverte une part d’incertitude tant sur les contours que sur l’itinéraire pour l’atteindre. Elle s’appuie sur les situations de travail et les démarches collectives de confrontation et de mobilisation de l’intelligence collective pour construire des solutions et les mettre en œuvre. L’apprentissage est ici à la fois individuel, collectif et organisationnel. La finalité est le transfert large de l’action sur le terrain non seulement par la création de nouveaux savoirs, mais aussi par la capacité à les combiner avec les anciens et à les transmettre.
Organisation agile ( new ways of working ). La généalogie de l’entreprise agile fait clairement référence au Manifeste agile de 200155 et aux méthodes de développement de logiciels, basées sur des cycles courts, autour d’équipes pluridisciplinaires qui travaillent de façon synchronisée vers un même objectif. Avec le succès des GAFA (Google, Apple, Facebook, Amazon), les méthodes agiles sont progressivement devenues le modèle de référence des en treprises technologiques visant à impulser une forme alternative de management. L’extension de ce modèle vers les organisations traditionnelles se traduit parfois par la cohabitation d’équipes à deux vitesses (les agiles et les autres). Ce modèle met l’accent sur la rapidité des cycles d’apprentissage, sur les pratiques collaboratives et le décloisonnement, le développement de l’autonomie au travail, la sécurité psychologique de ses membres, l’ex périmentation et son corollaire, le droit à l’erreur, ainsi que sur la mesure des ac tions (données). L’agile vise la réactivité et l’adaptabilité dans un monde changeant et instable.
Entreprise libérée. Déjà évoquée en 1992 sous la plume de Tom Peters56 , l’entreprise libérée a été popularisée en France par l’ouvrage d’Isaac Getz et Brian Carney, Liberté & Cie57. Il s’agit de remettre en cause les pratiques organisationnelles (structure pyramidale et hiérarchique, marqueurs de pouvoir) qui empêchent la liberté d’initiative et la responsabilisation des salariés, en réduisant prioritairement les dispositifs de contrôle traditionnels. Ce contrôle entraînerait la démotivation des salariés et une moindre capacité d’innovation de l’organisation. Ces entreprises misent sur des formes plus ou moins abouties d’autodétermination et d’auto-organisation du personnel. Elles revendiquent de fédérer sur le pourquoi et de libérer sur le comment. En particulier, en mettant l’accent sur la transformation (ou parfois la suppression) du rôle du manager et de celui des services supports. De nombreuses limites au modèle ont été pointées, comme le paradoxe du « leader libérateur », l’injonction à l’autonomie, le risque de surinvestissement des salariés et le risque d’impermanence en cas de changement de dirigeant58.
Smart factory. Ce concept fait directement référence au projet Industrie 4.0, dont les principes furent exposés pour la première fois à la Foire de Hanovre en 2011. Il dé signe de nouvelles méthodes industrielles s’appuyant principalement sur les technologies numériques et d’automatisation. Il s’agit de mettre en place des usines connectées et automatisées pour que toutes les opérations soient réalisées avec un maximum d’efficacité et à un moindre coût, tout en garantissant une qualité constante. La fabrication intelligente est l’une des applications de l’Internet des objets (Internet industriel des objets), permettant de con necter les équipements entre eux, de recueillir les données qu’ils émettent, puis de les transporter, de les stocker et de les analyser pour un contrôle optimal des processus de production et des décisions plus pertinentes. La smart factory s’inscrit dans une logique de rapidité, de flexibilité (séries courtes, personnalisation des produits) et de fluidité. Ce modèle se réfère à une structuration de l’organisa tion par la technologie ; à ce titre, il ne fait référence ni à un modèle de management particulier, ni à une organisation du travail déterminée, renvoyant sur ces aspects aux modèles précédemment cités ou à aucun.
Quelle que soit la configuration organisationnelle prise en référence, nos interlocuteurs déclarent que l’adhésion des personnes et le développement de leur pouvoir d’agir sont considérés comme une variable im portante de la réussite des transformations. Qu’en est-il exactement ? Comment la vision de la transformation se traduit-elle en pratique ? Quelles sont les modalités d’association des opérationnels ?
Lean management : un accouchement souvent difficile
L’histoire du lean management dans nos entreprises témoins n’a pas été un long fleuve tranquille. De Lectra à CNB, de Norske Skog à Hutchinson, les projets de déploiement du lean n’auront cessé d’être diversement conçus, revisités, ajustés, mis en pause, abandonnés puis réactivés.
Fréquemment, une expérience décevante de ce que nous avons appelé dans notre précédent livre le lean « mécaniste » (processuel et de contrôle des écarts) a ensuite fait place à une meilleure compréhension des principes fondamentaux du toyotisme, centrés sur l’amélioration continue et le développement des personnes.
Du lean mécaniste au lean participatif
Chez Norske Skog (groupe papetier norvégien), le lean démarre en 2006-2007 par une démarche centrale de groupe. Le groupe crée une cellule mondiale où des spécialistes sont formés à ces méthodes, après avoir visité l’usine coréenne du groupe, en avance dans ce domaine. Cette équipe d’experts déploie ensuite les méthodes sur une durée de trois mois dans chaque usine et dans tous les pays, avec la nomination d’un champion local pour faire perdurer l’amélioration continue après le départ du groupe d’experts.
En France, en 2009, Éric Perrin, qui vient du terrain (maintenance technique) et a occupé ensuite différentes fonctions de production, dont celle de directeur d’une ligne de production, est nommé responsable de l’amélioration continue sur le site de Golbey (Vosges). Il commence par un diagnostic et constate que les opérateurs ne se rappellent rien de ce qui a été fait quelques années plus tôt. Il regarde aussi comment cela se passe dans d’autres secteurs, dont certains groupes automobiles, et fait le constat que le lean est un outil redoutable pour faire baisser les coûts et les effectifs : « La grande différence avec Toyota, c’est qu’eux libèrent des ressources pour développer l’entreprise, alors que les autres dégagent des ressources pour licencier. » L’image du lean est désastreuse parmi les opérateurs de Norske Skog. Pendant une visite de terrain, le tout nouveau responsable s’entend dire par une opératrice sur machine : « Éric, ton programme, c’est pour supprimer combien de postes ? ». Pourtant, ce n’est pas du tout l’objectif de la mission qui lui a été confiée. Perrin décide alors de tout reprendre : il repousse l’offre de la cellule groupe qui existe toujours, se fait aider par un consultant local, et le lean commence alors à prendre une tout autre allure : équipes autonomes, réunions de prise de poste et chantiers Kaizen.
Malheureusement, la production papetière est en grande crise avec des baisses de chiffre d’affaires de l’ordre de 5 à 10 % par an. Bien que l’amélioration continue ait permis de dégager 11 millions d’euros d’économies entre 2010 et 2016, une réduction des effectifs intervient en 2015 et touche 70 personnes (sur 400). Cette saignée ne permet plus de sortir le personnel des lignes pour participer aux chantiers, et un coup de frein est mis progressivement à la démarche d’amélioration continue. Éric Perrin finira par changer de poste en 2020.
Chez Hutchinson, Gibril Gnangani, responsable amélioration continue pour une des divisions du groupe, commence à mettre en place le lean en 2012 avec une équipe de consultants qui déploient des méthodes de très grands groupes : « C’était de la grande série, déploiement des flux tirés lissés en Kanban59, des standards, on déploie, on met en place. Sans forcément toujours écouter les contraintes de chacun. […] Ces outils n’étaient pas forcément adaptés, ni très agiles pour de la petite et moyenne série, surtout dans l’aéronautique. » Il reprend tout quelques années plus tard avec une autre équipe de consultants et une autre philosophie : l’écoute des opérateurs et des méthodes plus participatives ; une remontée bottom-up des problèmes, qui permet de traiter l’action au bon niveau (subsidiarité) ; la pratique du Gemba60 dans l’atelier ; les AIC (animations à intervalle court) qui permettent de faire de la résolution de problèmes à plusieurs niveaux (opérateurs, managers, fonctions supports, méthodes) et de toujours revenir ensuite vers l’opérateur qui a formulé un problème ou émis une suggestion d’amélioration.
Chez CNB (Groupe Beneteau), un lean mal impulsé au départ a fait prendre du retard à une transformation qui se voulait pourtant urgente. L’entreprise fabrique des bateaux de 50 à 80 pieds dans ses ateliers de Bordeaux. Le site veut alors passer d’un mode de fabrication artisanal des yachts à des modes de production plus industriels, afin de réduire le temps d’attente des clients. Autrement dit, il s’agit de passer d’une production de bateaux customisés à l’unité à une logique de série. Pour atteindre son objectif, la direction établit qu’il faut passer d’un takt time61 de 3 jours à 2,5 jours ; 450 personnes sont concernées. L’ordre tombe d’en haut : ni la raison ni la pertinence de la démarche ne sont expliquées. C’est une révolution pour de nombreux opérateurs expérimentés qui « font » du bateau depuis 30 ans et pour lesquels chaque bateau est une œuvre d’art, une « perle » ! De leur point de vue, la série va à l’encontre de la qualité et de l’amour du métier. « On nous demande de faire plus vite, alors qu’on galère déjà ». Le turnover augmente et les opérateurs entrent en résistance.
Quand Tiago Mance, responsable lean, reprend le projet pour faire encore baisser le takt time à 2 jours, il est confronté à cette situation initiale difficile. Il lui faudra deux ans pour inverser la tendance, changer les méthodes et obtenir des résultats plus pérennes. « Compte tenu du contexte, on a pris d’abord un petit périmètre, un poste avec dix opérateurs qui étaient favorables au changement. On l’a appelé la vitrine du projet. Deux techniciens méthodes ont observé et écouté les opérateurs. Pendant deux semaines, on a récolté des informations. C’étaient vraiment les opérateurs qui nous montraient leur travail. […] La nouvelle organisation des postes de travail a été faite avec les opérateurs ; ils ont montré à leurs collègues du poste voisin comment on avait capitalisé sur leur savoir-faire, et ils en étaient très fiers. Les opérateurs, c’est les clients : on leur a demandé ce qu’ils voulaient pour l’aménagement du poste. Et ensuite, on a fait ce travail poste par poste. Certains îlots, pour des raisons techniques ou d’équipe, ont pris plus ou moins de temps : il y avait beaucoup de résistance. Un changement culturel, ça ne se fait pas instantanément. Ce n’est pas qu’une question d’investissements ou d’énergie. C’est une question de temps. Il faut le temps de digérer, d’assimiler, d’associer. »
La façon dont les projets de changement sont mis en œuvre impacte directement non seulement la performance attendue mais aussi les projets suivants.
Kaizen Blitz et chantiers BiB
Le Kaizen Blitz62 est un dérivé de la méthode Kaizen classique mais qui, à la différence de celle-ci, s’oriente vers un changement rapide en peu de temps. Nous avions fait allusion à cette méthode dans notre volume précédent à propos de SEW USOCOME et de son équipe de conception interne des nouvelles lignes de production avec les opérateurs63.
En 2011, Lectra (logiciels et systèmes de découpe de haute précision pour la mode, l’automobile et l’aéronautique) décide d’introduire le lean sur son site industriel de Cestas (Gironde). À cette époque, l’entreprise doit réintégrer sur ce site industriel une fabrication qu’elle opérait auparavant sur son site allemand. Le choix qui se pose à la direction est simple : soit agrandir l’usine, soit produire davantage à isopérimètre grâce à l’introduction du lean. Un cabinet conseil oriente alors l’entreprise vers la méthode appelée Kaizen Blitz.
À la différence du Kaizen, qui est un changement continu, par petites étapes, le Kaizen Blitz, dérivé de la méthode Kaizen classique, s’oriente vers un changement radical, en peu de temps. La mise en œuvre du Kaikaku, qu’on appelle aussi Kaizen Blitz ou Hoshin, se fait traditionnellement sous forme de chantier, c’est-à-dire un travail focalisé sur une zone et un thème défini, en un temps limité.
Les chantiers importants sont menés le plus souvent sur une semaine, du lundi au vendredi.
Il s’agit de transformer en une semaine le poste de travail, la ligne de fabrication, avec la collaboration des opérateurs. Auparavant, des ingénieurs méthodes dessinaient les postes de travail après consultation des opérateurs ; ensuite, la fabrication des postes était sous-traitée à des fournisseurs qui mettaient plusieurs mois à les livrer et, à l’arrivée, les opérateurs ne se sentaient pas propriétaires des résultats. En revanche, avec la méthode Kaizen Blitz, les opérateurs et les acteurs des méthodes utilisent des tubes et des noix d’assemblage pour reconfigurer ensemble le poste de travail sous la houlette d’un animateur. En une semaine, un poste de travail est reconstruit à au moins 80 % et redémarre en intégrant les contraintes d’ergonomie, de sécurité et de productivité. « C’est comme ça qu’on a réussi à “vendre” le lean aux opérateurs, explique J.-M. Talon, alors responsable de l’amélioration continue. Le poste de travail est conçu pour et avec l’opérateur, pour améliorer les conditions de travail, et nous, on savait que, derrière, on allait gagner de la productivité. »
Après un premier puis un deuxième chantier pilote, les résultats sont présentés à l’encadrement, aux opérateurs et aux syndicats. Les représentants du personnel donnent leur accord à la démarche et la direction débloque les fonds pour sa généralisation. Chaque chantier Kaizen Blitz regroupe une dizaine de personnes – monteurs et représentants des méthodes – dans une même salle, et chacun perd peu à peu sa casquette professionnelle, en échangeant sur un objectif commun d’amélioration. Cela contribue à décloisonner les méthodes, les services supports et la fabrication, et permet de remonter des observations pour réviser les futures conceptions de postes ou les notices de montage. Par la suite, un volet managérial sera ajouté à cette transformation, avec la formation des managers et des fonctions supports aux animations à intervalle court (AIC).
Les chantiers pilotes ayant permis de construire la confiance, et le rythme des chantiers étant très régulier, la dynamique a fini par emporter l’adhésion de tout l’atelier, même des plus réfractaires. « Je me suis aperçu sur un chantier que ceux qui étaient au départ les plus réfractaires sont ceux qui en définitive ont été le plus loin dans les apports d’idées. On a fini par toucher quasiment tous les opérateurs et je me souviens de collègues qui demandaient : “C’est quand mon tour ?” », rapporte J.-M. Talon, ancien responsable de l’amélioration continue.
Au rythme d’un Kaizen par mois, le site est progressivement transformé, permettant d’économiser 600 m2, de gagner 10 % de productivité, de déployer de manière pérenne les 5S et d’améliorer les conditions de travail avec un flux beaucoup plus logique. Entre 2011 et 2017, Lectra gagne ainsi six ans de trésorerie, avant de finir quand même par agrandir l’usine pour faire face au nouveau dimensionnement de la production. Le rythme des chantiers Kaizen Blitz a ensuite ralenti, mais une dynamique d’amélioration continue a été maintenue, notamment pour répondre à de nouvelles problématiques comme la mise en production de nouvelles machines.
« Nous avons déployé ce qu’on appelle les chantiers BiB. On prend une équipe pluridisciplinaire à qui on pose un problème le lundi matin et, le vendredi midi, le problème doit être résolu. Cela peut s’appliquer à tout type de problème en usine ou dans les fonctions centrales. C’est une sorte de commando qui travaille en unité de temps, de lieu et d’action. Ces chantiers BiB sont déployés partout, dans le groupe Michelin.
Nous avons, par exemple, le chantier BiB standard. On prend une zone d’un atelier et on dit aux opérateurs avec leur chef d’équipe et les personnes de la maintenance : “Vous arrêtez de produire et vous avez une semaine pour briquer les machines, faire briller et ranger tout parfaitement à sa place, pour que ce soit le plus pratique pour vous (minimiser vos déplacements et votre fatigue).” On leur fournit ce dont ils ont besoin pour y parvenir (par exemple, des outillages en double, etc.). Ensuite, ils prennent des photos, les collent dans la zone, et chacun devient responsable de maintenir cet état. C’est une démarche qui implique complètement les opérateurs dans l’organisation de leur poste de travail.
Nous avons aussi les chantiers BiB flex, comme flexibilité industrielle, pour optimiser le temps de passage des changements de produits sur les machines (changement de dimension selon le vocabulaire Michelin). Même principe, on prend une équipe d’opérateurs avec quelques experts, et on leur dit : “Le changement de dimension, il se fait actuellement en une heure, entre le moment où vous arrêtez la production A et celui où vous redémarrez la production B. Réfléchissez à comment vous pouvez diviser par deux le temps de changement.” Le vendredi, ils ont trouvé la solution. Les gains sont généralement de 30 % au minimum, et souvent davantage.
Enfin, nous avons les chantiers BiB boost de même nature pour augmenter la performance des machines.
Les chantiers BiB sont déployés mondialement chez Michelin. Partout, les opérateurs ont trouvé des idées simples, pragmatiques, efficaces et économiques. Largement du niveau de ce que des ingénieurs pouvaient proposer. »
Vers l’organisation apprenante : le TWI
Quand, en 2017, Laurent Buono prend la direction du site de Saint-Jean-de-Luz de B. Braun (groupe familial allemand de santé, de 60 000 salariés), il trouve un site marqué par plus de vingt ans d’un management pyramidal. Laurent Buono a un parcours un peu atypique : avec seulement le bac en poche, il est passé par 3M, Pfizer, Air Liquide Santé, Fareva et Reckitt Benckiser et n’a jamais cessé de se former tout au long de sa carrière jusqu’à finir par obtenir un MBA à l’EM Lyon. Autant dire que l’apprenance, ça le connaît !
Spécialisé en stomathérapie64, le site de Saint-Jean-de-Luz emploie 250 collaborateurs. Il conçoit et produit. Sa capacité de production atteint 41 millions d’unités par an. Le site connaît des problématiques de diversité des productions, d’obsolescence des compétences techniques, en même temps qu’une évolution rapide des technologies. Les salariés sont entre deux générations : ceux qui ont 40 ans d’entreprise avec un savoir-faire et des connaissances immenses, et de nouveaux arrivants qui ont beaucoup moins d’expérience. Le problème, pour le nouveau dirigeant, est de parvenir à ce que la transmission s’opère et à développer les compétences de tous pour stabiliser le système de production et assurer l’innovation.
Dans cette entreprise en évolution constante, très spécialisée et avec des outils ultra-spécifiques, le maintien ou le développement des compétences ne peut pas venir d’apports extérieurs par la formation traditionnelle. Il ne peut s’envisager qu’en amenant l’ensemble du personnel à prendre en charge son propre développement en continu et à partager ses compétences. Objectif : aller vers une entreprise apprenante. La direction est soutenue dans sa démarche par un encadrement qui a été en grande partie renouvelé. Tout le monde – le management, les chefs d’équipe et les opérateurs – va être initialement formé à de nouveaux outils.
Tout d’abord, un système d’animation à intervalle court (AIC) est mis en place au niveau de l’équipe, de l’atelier et de la direction. Les événements qualité y sont analysés dans une démarche ascendante. Les problèmes sont alors traités à l’aide de deux outils : le TWI (Training Within Industry) (voir chapitre 1 et encadré ci-après) et le QRQC (Quick Response Quality Control, méthode de recherche rapide des causes de non-conformité)65. Deux méthodes, dont l’une (TWI) est présente dès l’origine du lean, et l’autre (QRQC) en est issue. Ces deux méthodes sont envisagées chez B. Braun comme des moyens pour créer un état d’esprit et un langage commun, afin de répondre aux difficultés de coopération et de partager des outils d’analyse et de coélaboration des solutions. Ces outils donnent la parole aux opérateurs sur leur ressenti, sur ce qui se passe sur leur machine, sur les problèmes qu’ils rencontrent. Les personnes se mettent autour d’une table, analysent ensemble les problèmes, cherchent des solutions et les mettent en place pour vérifier si ça marche.
Quelle différence entre TWI et lean ? « C’est un peu la même chose sauf que c’est beaucoup plus ciblé, plus simplifié. Une personne formée sur le QRQC ou sur le TWI, en 10 heures elle est de suite opérationnelle. Alors que pour les autres outils […] parce que ce sont des trucs d’ingénieur, c’est beaucoup plus compliqué tandis que, là, ce sont des trucs de terrain. Et ce n’est pas parce que c’est simple que ce n’est pas efficace. Au contraire. Tout ça, je l’ai déjà vu mais avec des logigrammes et des PowerPoint, c’était compliqué à mettre en œuvre, ça impliquait beaucoup trop de personnes autour de la table. »66
B. Braun s’appuie essentiellement sur le module Job Instruction pour définir le standard et former au poste de travail.
Le programme TWI est constitué de trois piliers : Job Instruction, Job Methods, Job Relations.
Job Instruction (JI)
Le module Job Instruction permet d’apprendre à décomposer une opération en tâches critiques et à les transmettre efficacement. Pour former rapidement à une tâche (max. 30 min), il faut d’abord établir ou confirmer le standard de l’opération. Ce travail est réalisé avec les experts terrain qui vont décomposer les tâches critiques en étapes importantes, points clés et raisons des points clés.
Une fois le standard validé, le calendrier de formation établi, la matrice de polyvalence mise à jour, le formateur utilise la méthode pédagogique Job Instruction appelée également 4 steps method pour former :
1 Mettre en condition la personne
2 Effectuer la tâche
3 Vérifier la performance
4 Valider la formation
La première étape consiste à préparer le travailleur à la formation et à le mettre dans les meilleures conditions. La deuxième étape consiste pour le formateur à présenter le travail à faire : en décrivant les étapes, puis en détaillant les points clés, enfin en expliquant les raisons de ces points clés. La personne en formation réalise alors le travail en décrivant les étapes, puis en détaillant les points clés, enfin en expliquant les raisons de ses points clés. Enfin, la personne en formation réalise le travail en autonomie et un suivi régulier est effectué.
Job Methods (JM)
Le module Job Methods permet d’apprendre aux équipes de terrain une démarche simple et écologique d’utilisation des ressources (main-d’œuvre, machines, matériaux…). Ce programme apporte aux équipes une méthode pour générer des idées et aller chercher les gains de compétitivité liés à l’amélioration des processus. Job Methods est à l’origine du Kaizen.
Job Relations (JR)
Le module Job Relations est avant tout à destination des encadrants issus du terrain et promus à ce poste sans bagage. Ils ont besoin de maîtriser les fondamentaux du management et une méthode pragmatique de résolution de problèmes relationnels. L’objectif est que le manager traite chaque employé en tant qu’individu et accepte que désormais les résultats qu’il obtient soient fonction de ses relations et du travail de ses employés : laisser les collaborateurs travailler (leur dire ce qu’on attend d’eux et comment ils peuvent s’améliorer) ; accorder de la reconnaissance au travail effectué (valoriser le travail et les attitudes) ; expliquer les changements qui vont affecter le travail (expliquer et obtenir l’accord de son collaborateur) ; faire le meilleur usage des capacités et des talents de chacun (détecter les compétences et les connaissances sous-utilisées ou non utilisées).
Cadre de la Job Instruction pour le formateur
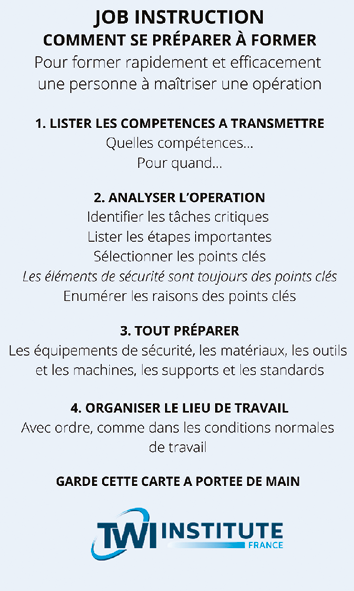
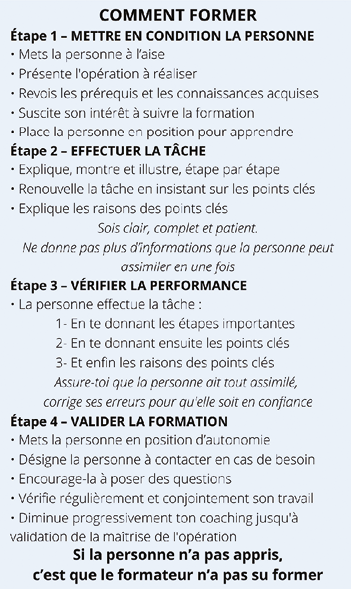
Source : Avec l’aimable autorisation de S. Roquet, Isokan Formation.
Un modèle de Job Instruction
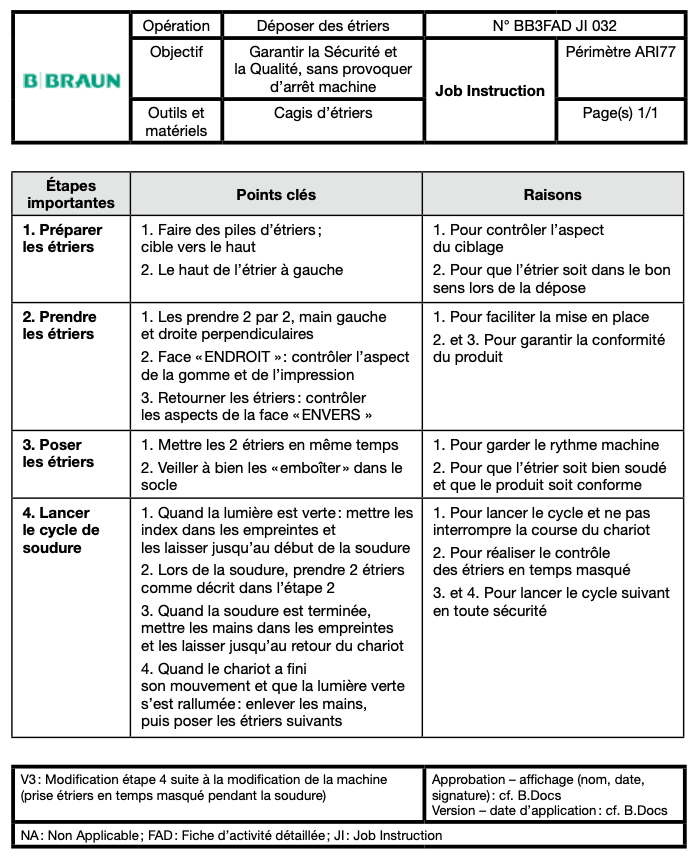
Source : Avec l’aimable autorisation de Laurent Buono, B. Braun.
Opération : Déposer des étriers. Objectif : Garantir la sécurité et la qualité, sans provoquer d’arrêt machine.
On distingue le mode opératoire (SOP – standard operating procedure), qui est réalisé par le service méthode et industrialisation (ce qu’on appelle la gamme ailleurs) et qui décrit les grandes étapes du processus de production, et la Job Instruction (JI), ou déroulé opératoire détaillé (standard), qui décrit une opération critique du processus de production.
Une JI est déclenchée à la suite d’une difficulté d’appropriation d’une opération par les équipes, ou de la nécessité de standardiser la manière de faire, après observation que le process n’est pas effectué de manière efficace par toute une série d’opérateurs. L’initiative peut venir d’un encadrant ou d’un opérateur ou faire suite à un retour client par le service qualité. Le travail commence par la mise au point d’un standard (JI) entre opérateurs expérimentés. La JI contient trois colonnes : étapes importantes du travail, points clés pour obtenir la performance et le bon niveau de qualité, raisons qui sous-tendent ces points clés. Elle permet ensuite de servir de référence et de former au poste de travail (voir exemples ci-avant et ci-contre). Ainsi témoigne Ana-Bélène Gomez, conductrice de ligne de production : « La formation TWI est beaucoup plus efficace et beaucoup plus rapide [qu’une formation traditionnelle]. C’est facile à faire, et c’est facile à comprendre, même pour un opérateur qui n’a jamais fait le job. Je prends une petite jeune intérimaire de 20 ans. Je la forme et ça va aller beaucoup plus vite. En fin de journée, c’est fait. » Mais le TWI est beaucoup plus qu’une méthode de formation sur le lieu de travail. C’est le point de départ d’une démarche qui permet de :
• faire décrire les modes opératoires par les opérationnels avec leurs propres mots et apprendre à nommer précisément les tâches élémentaires ;
• dialoguer et partager autour des modes opératoires jusqu’à créer un mode de pensée commun ;
• transmettre des savoirs détenus par les plus anciens, qui leur semblent tellement évidents qu’ils n’y pensent même plus et ne les formalisent jamais ;
• prendre du recul, avoir conscience de ce qu’on fait ;
• faire évoluer la prescription du mode opératoire « officiel » (i.e. des méthodes) qui ne correspond pas au travail réel ;
• rectifier des pratiques déviantes mais installées ;
• évaluer rapidement, en recrutement, la compétence d’apprentissage des personnes (celle qui permet toutes les autres).
Le TWI part de l’idée profondément ressentie que toutes les paroles sont légitimes : celle des opérateurs comme celle des techniciens ou des ingénieurs. Il assume une parité des légitimités. Il tient cependant compte du fait que l’intelligence pratique des acteurs est parfois dormante. Les acteurs savent, mais « ne savent pas qu’ils savent » tant qu’ils sont pris dans le cours de l’action. Ce savoir tacite a besoin d’un contexte institutionnel (confrontation/coopération) pour se révéler.
Les effets du TWI chez B. Braun ont été nombreux et rapides : sur la réduction des pertes de productivité (rebuts et arrêts machines), sur la posture managériale (« passer de pompier à accompagnateur »), sur la valorisation du travail et du rôle de l’opérateur, sur la prévention et l’anticipation des problèmes. Cependant, le TWI reste encore appliqué à du quotidien, de l’opérationnel, au poste de travail, sur des problèmes bien identifiés (casse machine, par exemple). Le service des méthodes n’y participe pas et il ne permet pas de gérer des problèmes plus complexes. Or, la mise en place d’un tel processus génère de grandes attentes de la part du personnel et, si les problèmes de plus grande envergure ne sont pas résolus, la déception peut survenir. Les SOP (standard operating procedures) qui correspondent à des respects de normes strictes dans le domaine de la santé continuent de tomber de façon descendante, depuis le bureau des méthodes ou de la qualité, pouvant venir interférer avec la logique du TWI. Laurent Buono considère que l’entreprise est encore dans une phase de transition. Il ne faut pas relâcher l’effort.
Si le dirigeant n’est pas réfractaire aux nouvelles technologies – il a mis en place de la réalité virtuelle pour la reconception des postes de travail et quelques robots –, il trouve cependant que, comme pour le lean à l’époque, il y a pas mal d’effet de mode dans le 4.0. « J’ai peur qu’on mette beaucoup d’argent sur des choses inutiles et pas pragmatiques. J’aimerais bien revoir l’humain au centre du progrès. On oublie l’humain, c’est un peu ce qui me chagrine. La principale problématique qu’on a, c’est la compétence humaine. Je manque de techniciens, je manque d’automaticiens. On a des systèmes de plus en plus perfectionnés, mais on n’a pas les gens en face des lignes qui sont capables de les gérer. Commençons par former les gens. Développons d’abord une organisation apprenante et capable de faire le boulot. »
Impulser une organisation agile en partant des besoins utilisateurs
LYNRED, spécialiste de la vision et de la détection par infrarouge (1 000 salariés), est issue de la fusion récente (2019) de deux entités ayant des liens capitalistiques préexistants, Sofradir et ULIS. Dans cette entreprise de haute technologie, les procédés de fabrication sont très sophistiqués et la production s’effectue dans des salles blanches.
À l’époque de la fusion, une petite équipe de cadres technophiles s’interroge sur la manière dont l’entreprise pourrait s’emparer des technologies 4.0, afin d’améliorer la gestion de ses procédés, mais aussi pour insuffler un esprit d’innovation et faire évoluer les équipes vers une culture plus digitale. Tout à leur enthousiasme, ils vont voir leur direction générale pour proposer d’engager un programme de transformation 4.0 de l’entreprise. Mais, ô surprise ! ils ne trouvent pas auprès de la direction le sponsoring attendu. Échaudée, la petite équipe décide de se mettre en question et de revoir complètement son approche : pour convaincre la direction, il faut, se dit-elle, proposer des projets qui correspondent aux besoins opérationnels des utilisateurs, plus centrés sur l’humain, et qui puissent démontrer leur utilité à la fois pour l’amélioration de certains indicateurs, mais aussi pour l’amélioration de la qualité de vie au travail. La transformation sera donc pensée « au service de l’humain » (c’est le slogan !).
Le groupe décide de commencer par une journée de sensibilisation du personnel avec des fournisseurs, porteurs de différentes solutions technologiques de l’industrie du futur : IA, IoT, robots, lunettes de réalité augmentée, etc. Comme dans un mini-salon, les collaborateurs sont invités à visiter des stands et à assister à de petites démonstrations. À l’issue de cette action de sensibilisation, un sondage est conduit pour déterminer si les personnes qui ont participé à la session sont intéressées et si elles voient des applications possibles de ces technologies dans leur travail quotidien. 77% des salariés ayant participé à cette journée se déclarent prêts à s’engager dans des projets numériques. Forte de cette adhésion, l’équipe retourne voir la direction, qui donne cette fois son aval pour débloquer un petit budget et permettre à l’équipe de conduire quelques projets expérimentaux. La conclusion qu’en a tirée Éric Mallet, pilote du projet 4.0, est que le top-down ne suffit pas, il y faut aussi du bottom-up, et inversement.
Un comité projet 4.0 se met alors en place, réunissant des représentants des huit principales directions : stratégie, production, produits, R&D, RH, communication, data lab et systèmes d’information. Le comité projet communique largement sur son existence. Sa vocation est de détecter les signaux faibles, de recueillir des demandes de solutions qui peuvent remonter du terrain – sans s’interdire d’avoir lui-même des idées –, de sélectionner les projets et de les accompagner selon une démarche pragmatique, c’est-à-dire petit périmètre, technos « sur étagère », délais courts, risques et moyens limités, et preuves de la valeur créée.
La méthode de sélection des projets s’efforce de prendre en compte les besoins des utilisateurs. Tout projet ou suggestion qui arrive au Coproj 4.0 est filtré selon trois critères : désirabilité du point de vue des porteurs du projet, faisabilité technologique et viabilité, c’est-à-dire anticipation des bé-néfices que la solution pourrait produire si elle était déployée. « C’est pour ça qu’on parle de PoV (preuve de valeur) et pas de PoC (preuve de concept). On veut vraiment démontrer l’intérêt économique et l’intérêt pour les collaborateurs pour passer ensuite au déploiement », précise Éric Mallet. Le cas d’usage est ensuite développé avec le concours des futurs utilisateurs. Trois labs d’exploration ont également été mis en place pour : exploiter les données et créer une culture data (data lab), enrichir l’offre de produits (app lab), et développer de nouveaux procédés (fab lab). Les responsables des labs, de même que les membres du Coproj 4.0, ont tous une autre fonction dans l’entreprise, ce qui permet de garantir un lien entre les projets et les besoins opérationnels.
Un an après la constitution du comité, une dizaine de projets impliquant des technologies numériques ont été expérimentés et l’entreprise a obtenu le label « vitrine de l’industrie du futur ». À l’automne 2020, le comité a organisé un nouvel événement d’une semaine pour montrer au personnel ce qui a été accompli. Des posters de chaque réalisation ont été mis à disposition dans un espace dédié et les personnes impliquées dans les projets sont venues témoigner. La participation est toujours volontaire. Des invités extérieurs sont aussi venus apporter leur témoignage. Il s’agit d’entretenir la flamme et de convaincre le plus grand nombre de la pertinence de ces projets de numérisation. Cette importance d’animer la transformation, de l’expliquer, de donner de la visibilité et du sens tout au long des changements – et pas seulement au début – a également été évoquée par Olivier Maho (BG Security, groupe Somfy) comme une clé de succès importante. Ce qu’il résume par : « Rappeler pourquoi on fait ce qu’on fait, à quoi ça sert, et où on en est. »
Si l’état d’esprit « besoins utilisateurs » est porté avec conviction chez LYNRED, il est encore un peu tôt, avec moins de trois ans de recul, pour évaluer quels seront les effets des nouveaux dispositifs sur la culture de l’entreprise et l’organisation du travail.
Cap sur l’autonomie et la responsabilité : vers l’entreprise libérée
La PME Martin Technologies (une centaine de salariés à Huillé-Lézigné dans le Maineet-Loire) déploie assez peu de technologies 4.0, mais elle a un esprit tourné vers l’humain comme source de performance. L’entreprise est spécialisée dans la fabrication de plaques métal, d’étiquettes plastique, de claviers à membrane ou tactiles, de tôlerie fine décorée et d’outils de management visuel de la performance. Au tournant des années 2010, l’entreprise est à la peine. Elle est freinée par des problèmes récurrents de performance (délais) ; les salariés sont fidèles mais passifs et peu impliqués. L’introduction du management visuel de la performance en 2015, associée au rituel de prise de poste matinal dans chaque service, va marquer une première étape dans l’expression et la responsabilisation des salariés. Les fonctions supports sont progressivement intégrées dans ces rituels. La parole se libère, le pourcentage de produits livrés dans les temps s’améliore de façon spectaculaire. Mais la direction n’est pas satisfaite : l’engagement et la capacité d’initiative des équipes restent fragiles.
En 2017, l’équipe de direction encouragée par son président, Gwendal Cadiou, qui a lu et suivi le parcours de Jean-François Zobrist chez Favi67, décide en concertation avec les salariés d’abandonner son organisation classique et de passer en mini-usines autonomes68. C’est le début de l’inversion de la pyramide. Le passage aux mini-usines se fait avec une équipe projet de 14 personnes qui en définissent le nombre, le périmètre et en dessinent le squelette avec les fonctions associées à chacune d’entre elles. Ce canevas est alors proposé aux salariés, qui peuvent choisir leur future usine d’appartenance et leur poste, avec une seule règle du jeu : priorité pour chaque poste sera donnée à quelqu’un qui assurait déjà cette fonction et, bien entendu, tout ce changement devra se faire sans impact négatif pour le client. En une semaine, tout le monde se positionne, et in fine seulement quelques personnes n’obtiennent pas leur premier choix. Chaque mini-usine gère ses propres clients et s’organise de façon autonome. Les comptes d’exploitation des trois miniusines sont communiqués mensuellement à tous les salariés. Il s’ensuit une forme d’émulation et beaucoup plus de réactivité.
En 2018-2019, nouvelle étape. Un parcours d’accompagnement est proposé à 100 % des collaborateurs afin d’effectuer un travail sur la confiance et l’estime de soi. L’idée sous-jacente est que la transformation individuelle aura un effet sur la transformation collective. 75 % des collaborateurs participent et partent quatre fois pendant deux jours développer leur leadership par groupes de 15 à 18 personnes, quels que soient leur poste et leurs missions dans l’entreprise. Un cap est franchi et même des collaborateurs qui étaient attentistes se mettent en mouvement. « Mais, ajoute Laurent Bizien, le directeur général et orchestrateur de cette transformation, je trouve qu’il est sain d’avoir toujours une frange de collaborateurs qui restent un peu critiques et dubitatifs, ça nous ramène sur terre. À force de raconter notre histoire, on peut se mettre à idéaliser la situation. Et puis les réfractaires d’un jour ne sont pas forcément les mêmes le lendemain. »
Les instances représentatives du personnel (IRP) ont été impliquées dès 2015 dans toutes les décisions stratégiques. La déléguée syndicale est devenue une alliée qui utilise son réseau pour aller chercher de l’information, comme sur la question du télétravail lorsque, pendant la crise de la Covid-19, le collectif souhaite avancer sur cette question.
Le mode d’achat des équipements est révélateur de l’autonomie laissée aux salariés. L’acquisition d’une vernisseuse à 800 000 euros a été entièrement gérée par les équipes de la mini-usine qui en avait le besoin et ce sont elles qui en ont pris l’initiative.
Les équipes avaient diagnostiqué que certaines causes récurrentes de non-qualité provenaient de la vernisseuse. Elles avaient aussi identifié que 95 % de la production était vernie et que les défauts engendrés par la vernisseuse fragilisaient l’activité et limitaient son développement, malgré un contexte de croissance. L’équipe s’enquiert alors du coût d’une nouvelle vernisseuse et demande une étude à une jeune ingénieure. Une équipe projet se met en place, composée de l’ingénieure process qui en devient la pilote, l’opérateur principalement vernisseur, un autre opérateur qui souhaite évoluer, une acheteuse, le référent HSE (hygiène, sécurité, environnement) et quelques autres employés. Au terme du travail de l’équipe, l’ingénieure va voir Laurent Bizien : « “Voilà le projet, il y en a pour beaucoup d’argent. Qu’est-ce que tu en penses ? Et si on se trompe ?” me dit-elle. Mais si vous vous trompez, vous êtes 12 à vous tromper. Vous allez vous tromper à 12 ? Ben non ! Finalement, il est où le risque ? Je les ai, bien entendu, accompagnés sur la partie ROI : comment on calcule un ROI et ce qu’on intègre dedans. » Laurent Bizien signe le bon de commande.
La vernisseuse est italienne. Les opérateurs partent en Italie avec la cheffe de projet et un technicien qualité, avec de la matière pour faire des essais et voir l’ergonomie de la machine. Quand la machine est livrée, elle ne fonctionne pas très bien. La pression est forte, parce que l’investissement représente 10 % du chiffre d’affaires de l’entreprise. L’équipe demande au dirigeant de mettre personnellement la pression sur le fournisseur, ce qu’il fait. Mais en même temps, il laisse à l’équipe le temps d’expérimenter la machine, de faire évoluer les réglages pour la rendre plus performante. En définitive, non seulement la machine répond aux projections de ROI (hors effet Covid), mais, en outre, l’équipe a fortement grandi en autonomie et en capacité de résolution de problème.
Ce qui a été acquis va se répercuter sur d’autres choix de machines. Tous font désormais de la veille pour améliorer leur outil de production. Un opérateur de sérigraphie, par exemple, va voir le directeur en indiquant qu’il a trouvé une machine de sérigraphie à 3 500 euros sur Le Bon Coin ; il obtient le feu vert et va la chercher le lendemain avec la fourgonnette de l’entreprise. D’autres opérateurs proposent, par le même biais, d’acquérir un laser de découpe et un laser de gravure, après avoir fait eux-mêmes leur calcul de ROI. D’autres machines sont aussi revendues par la même voie.
Libérer les énergies, c’est aussi permettre de développer de nouvelles activités : c’est ainsi qu’en 2018 des opérateurs de production ont proposé de lancer une marque propre de fabrication d’outils de management visuel personnalisés et évolutifs, pour capitaliser sur l’expérience et la maturité développées par l’entreprise depuis 2015 et en faire profiter d’autres organisations.
Particularité encore : toutes les fonctions administratives, chefs de projet, design, qualité, achats, informatique, RH, comptabilité, sont placées dans les mini-usines au cœur de la production, suivant en cela le modèle Favi. Le directeur aussi est au milieu d’un atelier, dans un des endroits les plus bruyants. Cette réimplantation des fonctions supports a libéré beaucoup de place. Une réflexion collective sur la manière d’utiliser cet espace va conduire à créer un espace d’accueil pour les clients et les fournisseurs. Même le nouvel ERP a été choisi en mode collectif avec une équipe projet de 26 personnes.
En 2019, le résultat a doublé : 50 % de l’affectation du résultat a été décidée par les collaborateurs (ils l’ont réparti à parts égales entre tous). Cela a achevé de convaincre les salariés les plus dubitatifs. Avec le bouche-à-oreille sur le renversement de la pyramide, le recrutement est devenu beaucoup plus simple pour cette PME isolée en pleine campagne, à 25 kilomètres d’Angers. Le directeur juge aussi que la crise de la Covid-19 a pu être gérée de façon positive grâce à l’autonomie et à l’engagement préalables des personnels. Pourtant, malgré les progrès accomplis, Laurent Bizien affirme : « Nous n’en sommes encore qu’au début. »
Smart factory : du lean à l’intelligent factory
Le passage d’une usine traditionnelle à une smart factory numérisée de bout en bout est un processus continu et de longue haleine, un programme en devenir qui passe par différentes phases.
Plusieurs responsables s’accordent sur le fait qu’il est illusoire de penser faire fonctionner la smart factory si un travail préalable sur la rationalisation des processus, le management visuel, les rituels et l’amélioration continue, n’a pas été accompli auparavant. Comme le résume Michaël Valentin dans son ouvrage Hyper-manufacturing69, « avant d’être 4.0, il faut être 2.0 ».
Ainsi affirme Gibril Gnangani en prenant l’exemple du management visuel : « La première étape, j’en suis maintenant persuadé, ce n’est pas de passer tout de suite à la version numérique, c’est de passer par la version papier d’abord. C’est très important. On est avec des Post-it, avec des indicateurs papier, un Stabilo et on fait vivre le lean, on se rode et on apprend. Et une fois qu’on a passé cette phase d’apprentissage et d’appropriation des indicateurs et des rituels, on peut passer à la phase numérique. J’ai vu d’autres sites qui sont passés directement au numérique, ça n’a pas fonctionné. »
Lorsque Olivier Maho devient, en 2014, responsable industrie et logistique chez BG Security (groupe Somfy), le site de Rumilly (40 personnes) n’est pas encore passé au lean manufacturing. Dès le départ, son intention est de numériser la chaîne de valeur de l’usine end to end, depuis les fournisseurs jusqu’aux clients. L’usine veut devenir un centre d’excellence pour les usines du groupe : aux produits connectés qu’elle fabrique doit correspondre une usine modèle connectée. Pourtant, c’est à autre chose qu’il commence par s’attaquer : de juillet 2014 à mai 2016, l’usine intègre les bases du lean manufacturing pour dessiner, optimiser et maîtriser ses processus. Cette étape n’est pas conçue comme une fin en soi, mais comme un préalable nécessaire pour éviter de numériser des gaspillages et pour créer un langage commun. C’est à cette étape que sont introduits, entre autres, le suivi du TRS (taux de rendement synthétique) sur la base de fiches papier et fichiers Excel, ainsi que les AIC (animations à intervalle court). Ce n’est qu’ensuite qu’Olivier Maho commence à déployer le projet Smart Factory à proprement parler avec la mise en place d’une nouvelle architecture Système d’Information (SI) et d’un MES (Manufacturing Execution System), la mise en réseau de l’ensemble des machines, les tablettes au poste de travail et le passage au zéro papier – ce qui prendra à nouveau deux années complètes. Cette seconde étape sera récompensée par le label « vitrine de l’industrie du futur ». Commence désormais une troisième étape, Intelligent Factory, centrée sur l’exploitation de la data avec une couche d’informatique cognitive pour devenir plus prédictif (voir figure 3.1).
Figure 3.1 – Du lean à l’intelligent factory
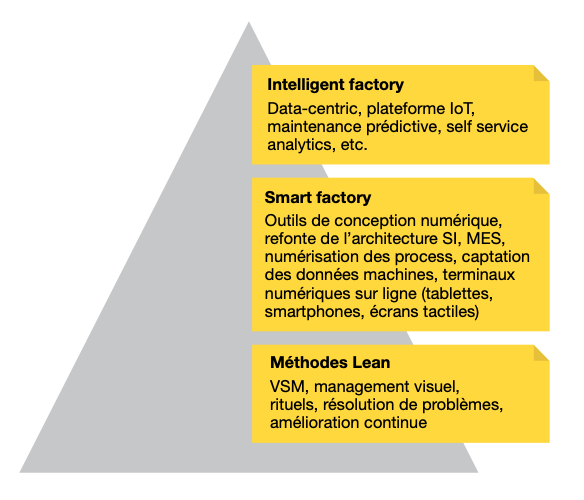
Parmi nos entreprises témoins, SEW USOCOME (moteurs électriques et réducteurs) est probablement celle qui illustre la smart factory la plus aboutie. Chez SEW USOCOME France, la smart factory est la dernière étape d’une évolution commencée dans les années 1980 que nous avons décrite dans notre précédent ouvrage70.
Rappelons-en les principaux temps forts : a) dès 1989, processus d’autonomisation du management et des équipes à travers la constitution de mini-usines et la démarche Perfambiance71 ; b) introduction du toyotisme en 1998 avec l’accompagnement d’un Sensei japonais qui donne d’emblée au lean une orientation « participation et apprentissage des opérateurs » ; c) après la crise de 2008, création d’une équipe interne dédiée à la conception des lignes de production en collaboration avec les opérateurs ; d) inauguration de l’usine ultramoderne de Brumath en 2015, labellisée « vitrine de l’industrie du futur » en 2016 et prix de la transformation numérique de l’année 2019 décerné par L’Usine Nouvelle.
Cette usine sort 4 500 produits par jour ; ils sont composés d’un éventail de 50 000 pièces et composants (quasiment tous fabriqués en interne, à part les produits dits standards, vis, joints, roulements), pour réaliser 7 millions de configurations de produits possibles. La série moyenne produite est de 1,8, ce qui signifie qu’on est proche de la personnalisation complète avec une grande quantité de lots unitaires. À ce niveau, le 4.0 produit sa pleine mesure. Tout est fabriqué en flux tirés à partir de la commande du client sans quasiment aucun stock de produits finis. La commande enregistrée dans l’ERP déclenche automatiquement la demande de pièces et de composants au magasin de l’usine de Brumath (qui stocke environ 5 000 composants sur 50 000). Si les pièces ne sont pas disponibles en magasin, elles sont commandées, toujours automatiquement, aux usines voisines de Haguenau et de Forbach, et livrées à l’usine de Brumath, qui assure le montage du produit fini. Depuis le magasin et les postes de picking, des kits de pièces individualisés sont préparés sur des plateaux. Ils sont acheminés ensuite par AGV (automated guided vehicles) aux lignes d’assemblage par familles de produits.
Pour améliorer en permanence ces flux, un outil de simulation numérique des installations a été intégré de façon à permettre de projeter différentes options. Il permet de rendre très visuelles les problématiques de flux, en faisant un maillage matriciel et macroscopique des liens entre les cellules reliées par AGV. La visualisation a la vertu de permettre d’impliquer beaucoup plus de personnes sur le travail d’amélioration : des opérateurs jusqu’au DG. « Avant, le DG, il avait un fichier Excel. Maintenant, on peut lui montrer la simulation d’un flux et lui illustrer précisément quel paramètre aura quel impact. Cela peut lui donner des idées beaucoup plus larges sur des évolutions d’organisation », explique Olivier Jotz, manager du pôle consulting et process chez SEW.
Pour le travail d’amélioration sur les cellules elles-mêmes, l’équipe consulting et process travaille toujours sur des maquettes physiques en 3D (en carton ou avec des tubes) créées avec les opérateurs, mais elle y a ajouté un jumeau numérique qui permet l’immersion de l’opérateur en réalité virtuelle (voir aussi chapitre précédent). Le jumeau numérique permet d’animer le modèle issu de la maquette physique, c’està-dire de mettre en mouvement le modèle 3D (par exemple, l’interaction de l’opérateur avec des robots) pour détecter des problèmes plus fins. Un dernier avantage étant aussi que ce modèle 3D numérique de la future installation est enrichi par les concepteurs mécaniques et les automaticiens de l’équipe interne pour réaliser une réception virtuelle (validations mécaniques, programme automate et interactions homme/machine).
Mais la numérisation de l’usine de bout en bout a aussi fait surgir de nouvelles problématiques. La complexité du pilotage des processus qu’elle implique ainsi que la collecte efficace de toutes les données nécessitent que tous les services collaborent entre eux de façon très transparente. La puissance des outils à disposition permet à tout le monde, y compris au directeur d’usine et au DG, d’ouvrir la boîte noire de ce qui se passe partout. Or, l’autonomisation initiée à partir de 1989 s’était parfois transformée en silos « protecteurs », et ce silotage est aujourd’hui dynamité par l’exigence de collaboration transversale et de transparence exigée par la continuité de la chaîne numérique. Ce qui ne va pas sans tensions.
1. Pour les PME, et même pour une part importante des ETI, la transformation numérique de l’usine n’est pas encore une réalité. Parce qu’elle n’est pas en elle-même un objectif! Ce que nous montrent majoritairement nos cas est une introduction ponctuelle d’outils technologiques pour résoudre des problèmes spécifiques ou pour tester le potentiel des technologies (cas d’usage), quelques tablettes sur les lignes ou un robot ne produisant pas une transformation numérique. Une vision incrémentale donc, davantage qu’une rupture.
2. L’ambition de la majeure partie des entreprises manufacturières est encore centrée sur le fait de mettre à niveau leur organisation industrielle pour obtenir plus de flexibilité, d’agilité et de compétitivité vis-à-vis des clients. Les solutions numériques peuvent évidemment y contribuer, mais la priorité est accordée à l’ajustement des fondamentaux : délais, flux et stocks. Les entreprises les plus avancées confirment que le 2.0 (rationalisation des processus, qualité, etc.) est une étape préalable et nécessaire à toute réflexion sur le 4.0. On ne numérise pas les gaspillages !
3. De nombreux exemples montrent que le lean a été souvent déployé initialement de manière mécaniste, et a nécessité une remise à plat et un changement de philosophie pour en déployer une version plus conforme à l’esprit du système de Toyota.
Pour une PME qui souhaiterait introduire le lean, avant de se lancer à corps perdu dans le flux tiré lissé, une bonne approche, nous semble-t-il, consiste à se doter d’un système simple permettant de se focaliser sur la résolution des problèmes de terrain et le développement des personnes, en couplant le management visuel et les animations à intervalle court (AIC) pour impliquer les collaborateurs et faire remonter les problèmes, le QRQC pour en analyser les causes, le TWI (Job Instruction) pour mettre au point les standards et former au poste de travail, et enfin les chantiers Kaizen pour travailler l’amélioration continue en équipe. L’ensemble de ces briques contribue au développement du pouvoir d’agir des opérateurs dans leur travail.
4. Quelques entreprises, peu nombreuses, illustrent cependant le cas d’usines numérisées de bout en bout selon un modèle smart factory. Priorité est alors donnée à l’architecture des systèmes d’information, automatismes, IIoT (Industrial Internet of Things) et plateformes de traitement de la data, la question du travail ne semblant pas donner lieu à une réflexion approfondie. La compatibilité d’une démarche d’autonomie avec un système 4.0 très intégré pose question : lorsque l’ensemble de l’outil de production est connecté au système central et piloté par lui, et que les cadences sont définies par le système, alors les tâches de production se résument à la surveillance du système et à la maintenance de premier niveau. Jocelyn Vert72, expert industriel chez Axsant, y voit un facteur de déplacement du centre de gravité de l’usine, de la production vers les SI et la maintenance, sous l’influence croissante des fournisseurs d’IT/OT. Ce déplacement pourrait avoir un impact non négligeable sur la reconnaissance et la valorisation du travail humain en atelier, en particulier sur les marges d’autonomie des travailleurs. Ce qui fait dire à un observateur de ces transformations : « On peut se demander si la promesse de l’usine 4.0 ne sera pas entièrement réalisée lorsqu’il n’y aura plus d’hommes dedans. »
5. D’autres entreprises font référence à des modèles organisationnels tels que l’entreprise apprenante, les organisations responsabilisantes ou l’entreprise (partiellement) libérée. Elles travaillent d’abord sur les hommes et leurs capacités d’apprentissage en environnement traditionnel, le numérique viendra après. Elles développent des pratiques de design du travail consistant par exemple à associer les opérateurs au choix des équipements et à leur mise en œuvre.
- 51. Roos Daniel, Womack James P., Jones Daniel T., The Machine That Changed the World : The Story of Lean Production , Harper Perennial (November 1991).
- 52. March J.G., Olsen J., « The Uncertainty of the past : Organisational learning under ambiguity », European Journal of Political Research, 3 (1975), 147-171.
- 53. Argyris C., Schön D.A., Organizational Learning , Addison-Wesley Pub. Co, Reading, Mass, 1978.
- 54. Senge P.M, The Fifth Discipline: the art and practice of the learning organization , Currency Doubleday, New York, 1990.
- 55. Manifeste pour le développement Agile de logiciels (2001). http://agilemanifesto.org/iso/fr/manifesto.html
- 56. Peters T. J., Liberation Management: Necessary Disorganization for the Nanosecond Nineties. New York : Alfred A. Knopf, 1992.
- 57. Carney B., Getz I. (2012/2016). Liberté & Cie : Quand la liberté des salariés fait le succès des entreprises, Paris : Flammarion, 2012.
- 58. Pour un approfondissement du modèle et une synthèse de ses limites, voir Thierry Weil et Anne-Sophie Dubey, Au-delà de l’entreprise libérée : enquête sur l’autonomie et ses contraintes , Les Notes de La Fabrique, Presses des Mines, 2020.
- 59. L’objet de cette étude n’étant pas d’entrer dans le détail des méthodes et des enjeux du lean manufacturing, nous renvoyons aux nombreux ouvrages généraux sur le lean, en particulier ceux qui ont été édités sous les auspices de l’Institut Lean France.
- 60. Signifie, littéralement, « aller sur le terrain ».
- 61. Le takt time est un terme d’origine allemande (Taktzeit ) associé au lean manufacturing et désignant la durée idéale de production d’un bien, lorsque celle-ci correspond exactement au besoin du client. C’est le rythme de production qu’il faut respecter pour produire exactement le nombre d’unités demandées par les clients.
- 62. Voir le blog de Christian Hohmann : http://chohmann.free.fr/progres/kaikaku.htm
- 63. F. Pellerin et M.-L Cahier, Organisation et compétences dans l’usine du futur, op. cit, p. 95-96.
- 64. Appareillages et dispositifs médicaux permettant à des patients de retrouver une autonomie après une chirurgie digestive (essentiellement des poches de multiples spécialités).
- 65. Méthode développée par Nissan en 1990.
- 66. Verbatim extrait du rapport d’audit de Denis Bismuth pour B. Braun : « Audit d’une démarche d’entreprise apprenante. Apprendre – Former – Améliorer – Vers l’organisation apprenante 4.0 », p. 17. Avec son aimable autorisation.
- 67. Zobrist J.-F., L’entreprise libérée par le petit patron naïf et paresseux , Le Cherche Midi, 2020.
- 68. Pour tout ce qui concerne l’autonomisation dans les organisations, voir Weil T, Dubey A.-S., Au-delà de l’entreprise libérée. Enquête sur l’autonomie et ses contraintes , Les Notes de La Fabrique, Presses des Mines, 2020.
- 69. M. Valentin, Hyper-manufacturing, L’après Lean , Dunod, 2020.
- 70. Pellerin et Cahier, op. cit. , p. 81-82.
- 71. Michel Munzenhuter avec Eric Lemaire, L’Entreprise qui libère les énergies : le management Perfambiance , Éditions du Ségur, 2016.
- 72. Jocelyn Vert, consultant chez Axsant, a réalisé pour le compte de son précédent employeur le cabinet Chorège, avec Valérie Rocci du Laboratoire G-Scop de Grenoble INP et de Jérôme Bertin de l’Aract Auvergne-Rhône-Alpes, l’étude Industrie 4.H portant sur « Prendre en compte le facteur humain dans l’usine du futur ». 100 entretiens approfondis ont été menés dans 4 ETI ayant engagé des transformations à base de technologies 4.0. Malheureusement, ce travail n’a pas donné lieu à une publication.
Comment les technologies et l’organisation du travail impactent-elles l’autonomie
des acteurs ?
Rappelons cette définition synthétique du design du travail : « Définir/organiser le travail pour celui qui va le réaliser et avec sa participation ». Il y a dans beaucoup d’entreprises une intention d’organiser le travail en prenant en compte le facteur humain et sa performance (par exemple, diminuer la pénibilité physique, soulager la charge cognitive), mais le design du travail ne donne sa pleine puissance que lorsqu’il est réalisé avec la participation du travailleur. Or, si les exemples regroupés aux chapitres 2 et 3 traduisent le plus souvent une « intention de design du travail », ils présentent des caractéristiques de participation des opérateurs très variables, à la fois dans l’intensité de leur participation, mais aussi dans le moment de leur participation, c’est-à-dire dans le caractère plus ou moins amont de leur intervention dans l’organisation de leur propre travail. D’une façon générale, les travailleurs ne sont jamais consultés via une participation directe sur les principes des changements (introduire ou non le lean, introduire ou non de nouveaux outils numériques) – qui relèvent du dialogue social –, mais le sont éventuellement sur les modalités d’implémentation.
Retour sur le Modèle CALT (Confiance, Autonomie, Lean, Technologie)
Nous soutenions dans Organisation et compétences dans l’usine du futur qu’il existait une boucle vertueuse entre autonomie, lean et transformation numérique de l’usine (le Modèle CALT, figure 4.1). Nous avions observé que lorsque l’autonomie fonde le lean, cela favorise le déploiement d’un lean d’inspiration toyotiste, qui permet de pérenniser les gains de productivité grâce à l’implication et au développement des femmes et des hommes. Le couple autonomie-lean permet ensuite d’optimiser les process avant leur digitalisation, et favorise tout naturellement l’implication des opérateurs lors de l’introduction des technologies, ce qui en permet une appropriation plus aisée et plus efficace. Le lean « non mécaniste », centré sur l’autonomisation progressive des personnes en résolution de problèmes et en amélioration continue, facilite selon nous l’introduction et l’appropriation participative des outils numériques. L’acronyme CALT (Confiance, Autonomie, Lean, Technologie) dessine un chemin de progrès permettant de combiner valorisation du travail humain, modernisation de l’outil de production et performance pour l’entreprise. La confiance, condition du bon déroulement de la démarche, se renforce au cours de son déploiement.
Figure 4.1 – Le Modèle CALT ascendant

Toutefois, la poursuite de nos investigations, réunies dans le présent ouvrage, montre que les briques du modèle (Autonomie, Lean, Technologie) ne sont pas corrélées uniquement de façon ascendante, mais que le type de lean pratiqué ou la conception du développement technologique de l’usine peuvent produire une boucle de rétroaction pouvant affecter positivement ou négativement le niveau d’autonomie des personnels (figure 4.2).
Figure 4.2 – Modèle CALT : des boucles de rétroaction sur l’autonomie

Le lean peut développer et structurer l’autonomie sur les tâches
Dans la vision de ceux qui critiquent le lean, il s’agit d’un instrument qui vient systématiquement réduire l’autonomie des travailleurs. Et, effectivement, il est indéniable que de nombreuses applications du lean en usine se sont traduites par cet effet. Mais ce n’est pas tant l’approche qui doit être mise en cause que la conception qu’en ont certains et la manière dont le lean a été déployé. Nombre d’échecs ou de résultats médiocres ont conduit aujourd’hui à en revoir l’esprit ou à en corriger les effets néfastes (voir chapitre 3).
S’il n’y a pas forcément besoin du lean pour développer l’autonomie, un lean bien compris peut participer efficacement à développer l’autonomie des travailleurs sur leurs tâches, en structurant des niveaux progressifs d’acquisition de cette autonomie.
Des pratiques et des outils qui contribuent à développer l’autonomie
Si le développement préalable de l’autonomie dans les usines favorise l’implantation d’un lean respectueux des personnes, il est aussi possible d’utiliser les outils du lean pour favoriser la montée en autonomie. Ainsi en est-il, par exemple, des outils qui permettent aux opérateurs de participer directement à la mise au point des standards au poste comme chez B. Braun ou chez Toshiba TEC à Dieppe (et pas seulement d’exécuter, ou de contourner ceux mis au point par le bureau des méthodes), et qui permettent aussi de former efficacement les collègues au poste grâce à ce standard. Il en va de même des animations à intervalle court (AIC) qui fonctionnent de façon ascendante, puis descendante, favorisant l’expression de tous pour identifier et traiter les problèmes de qualité, et contribuant à « installer » la subsidiarité, c’est-à-dire la prise de décision au plus près du terrain. Ou encore des chantiers Kaizen Blitz chez Lectra ou SEW USOCOME, ou des chantiers BiB chez Michelin, qui font participer directement les opérateurs à l’amélioration de leur poste de travail ou du processus qu’ils contrôlent.
Des high-performance teams au MAPP : le cas de Michelin
Le cas de Michelin permet de mieux comprendre comment le lean peut stabiliser et structurer l’autonomie. La logique du système de Michelin suppose de comprendre un préalable : selon la conception du travail industriel et de la performance de cette entreprise, la responsabilisation (terme qui est préféré à « l’autonomisation ») ne saurait résulter spontanément ni d’une « libération » désordonnée des énergies, ni de la seule exemplarité du responsable, mais d’une maturation dans le temps qui s’obtient par un processus structuré.
L’idée d’une autonomie de l’opérateur sur sa tâche fait partie des gènes de Michelin. Cofondateur de Michelin en 1889 avec son frère André, Édouard Michelin a été un dirigeant visionnaire sur le plan du management. Il déclarait dès 1928 : « Un de nos principes est de donner la responsabilité à celui qui accomplit la tâche car il sait beaucoup de choses sur la question et cela lui révèle souvent des capacités dont il ne se doutait pas et qui le font avancer. » Prononcée à l’époque du taylorisme triomphant, une telle phrase apparaît comme révolutionnaire. Mais elle n’aura qu’une portée limitée jusqu’au début des années 1990.
Dans les années 1990, une initiative provenant des usines situées aux États-Unis vise à développer l’autonomie des personnels dans le groupe sous le nom de highperformance teams. Des « rôles » sont attribués aux différents membres de l’équipe dans le but de développer l’autonomie, mais le cadre est trop flou pour permettre de produire de la performance. Le projet est abandonné au début des années 2000.
À partir de 2004, dans une équipe dont la direction a été confiée à Jean-Christophe Guérin, Gordon Huntington bâtit ce qui va devenir le Michelin Manufacturing Way (MMW), un système de production inspiré du Toyota Production System. Avec l’efficacité coutumière de Michelin, le projet est mené tambour battant et la productivité augmente fortement. Dans le Michelin Manufacturing Way est incluse une démarche de responsabilisation des ouvriers dite organisation responsabilisante (OR). Cette démarche a un réel succès et contribue pleinement à l’amélioration des performances de toutes les usines du groupe et à l’efficacité du MMW. C’est pourquoi en 2011 le groupe Michelin décide de renforcer encore plus la responsabilisation des ouvriers et propose de tester l’idée avec trente-huit îlots de production volontaires dans dix-huit usines (sur 68 dans 17 pays). La première étape consiste à consulter les ouvriers de ces îlots démonstrateurs en leur demandant de répondre à une question : « De quoi seriez-vous capables en termes de décision sans intervention des agents de maîtrise, en termes de résolution de problèmes sans dépendre des maintenanciers ni des régleurs, techniciens et autres organisateurs industriels ? et à quelles conditions ? »73. 1 500 personnes s’investissent dans cette démarche. Le but n’est pas de dresser un catalogue de bonnes pratiques, mais d’évaluer le niveau d’autonomie auquel peut parvenir un îlot de fabrication ordinaire. Cette phase produit des résultats convaincants. Au bout de douze mois, cinq sites reçoivent pour mission de voir comment il est possible de généraliser les expériences des îlots démonstrateurs, de faire évoluer le fonctionnement des structures d’appui (méthodes, relations entre les niveaux hiérarchiques, etc.) et d’imaginer de nouveaux principes directeurs, mais en veillant à ne pas en faire un « projet » avec un déploiement jalonné et piloté par un sentiment d’urgence. L’idée est plutôt que le projet se développera par propagation naturelle. Mais la volonté de déployer à l’échelle (assez caractéristique des systèmes industriels) conduit tout de même à formaliser la démarche au sein d’un nouveau référentiel : le management autonome de la performance et du progrès (MAPP) qui sera articulé avec le MMW. Que faut-il retenir ?
Premier principe de la démarche Michelin : l’autonomie est étroitement associée à la responsabilité, ce qui se réfère directement à deux termes, empowerment (développement du pouvoir d’agir) et accountability (capacité à rendre des comptes sur la performance). Cette deuxième dimension du modèle avait été négligée lors du déploiement des high-performance teams, elle est désormais considérée comme fondamentale.
Second principe de la démarche Michelin : laisser les équipes décider des champs d’autonomie dont elles veulent se saisir. La phase qui a précédé le MAPP a consisté à développer l’autonomie des équipes de production sur ce qui forme leur cœur de métier : le système qualité et performance de production en lien avec le MMW. C’est la démarche dite organisation responsabilisante (OR). Avec une de ses briques fondamentales, qui est le management quotidien de la performance (MQP), l’organisation responsabilisante représente le socle de la construction d’une responsabilisation plus large au travers du MAPP. Le système OR, très cadré et documenté, précise dans le détail les champs d’autonomie à investir par l’équipe et n’est pas optionnel. Il s’écarte assez sensiblement du Toyota Production System. En effet, au lieu d’un team leader qui porte la responsabilité pour l’ensemble de l’équipe comme chez Toyota, le modèle Michelin distribue le leadership sur l’ensemble de l’équipe, avec des correspondants pour la qualité, les flux, la sécurité, les machines, etc. Environ 80 % des îlots de Michelin fonctionnent aujourd’hui selon ce modèle.
La deuxième phase, qui a pris le nom de MAPP, consiste à proposer aux équipes de développer leur autonomie dans des champs qui vont au-delà de leur périmètre de compétence initial. Cette approche est beaucoup plus ouverte et exploratoire. C’est ainsi que l’équipe d’un îlot de Roanne a décidé d’investir le champ de la gestion du personnel (recrutement des coéquipiers, évaluation, et même répartition des augmentations individuelles), tandis que d’autres peuvent par exemple s’intéresser à l’industrialisation. Ainsi, ce modèle laisse une plus large part à l’expérimentation : il n’existe pas d’îlot MAPP type, et Jean-Dominique Senard parlait à son propos de « modèle gazeux ». Mais, en tout état de cause, ces îlots restent encore une exception dans l’ensemble des usines de Michelin (moins de 10 %). « Ce qu’il faut comprendre, indique Pierre Bocquet, senior adviser Michelin Manufacturing Way, c’est qu’il y a une maturation de la responsabilisation qui se fait dans le temps, et donc on commence par une première étape qui consiste à rendre l’équipe autonome sur le pilotage de sa performance opérationnelle. On reste centré sur son cœur de métier, sur son processus. Je fabrique, j’assemble des pneus, donc je deviens de plus en plus autonome dans le processus d’assemblage de pneumatiques. J’intègre des compétences autour du contrôle de la qualité, j’intègre des compétences sur l’entretien, la maintenance des équipements, j’intègre des compétences sur le pilotage du flux de production, etc. Quand j’ai déjà un bon niveau d’autonomie sur mon métier principal, alors je vais aller ouvrir de nouveaux champs d’autonomie qui ne sont pas centrés sur le cœur de métier. La particularité de l’îlot le plus avancé à Roanne, c’est que ces personnes ont été “chercher” leur champ d’autonomie. » De nombreux outils, dont un MOOC en quatorze modules et un accompagnement personnalisé des directeurs de site, de leur équipe de direction, puis de l’ensemble des équipes, ont été mis au point par Michelin pour contribuer à diffuser ce modèle et à le porter progressivement à l’échelle.
Deux points d’attention sont identifiés par Michelin. En premier lieu, la stabilité du modèle là où il a été mis en œuvre. L’usine du Puy-en-Velay, une des usines les plus avancées dans le développement de la démarche MAPP dans les années 2016-2017, a été confrontée au départ brutal de 60 à 70% de son personnel qui avait glo balement été recruté à la même époque. Cela a remis en cause l’ensemble des progrès accomplis. Il a fallu repartir de zéro. Le deuxième point d’attention qui peut favoriser ou entraver la démarche est le comportement des managers. Nous y reviendrons un peu plus loin.
Chez Michelin, le développement de l’auto nomie (et de la responsabilité) a été perçu comme nécessaire pour contrebalancer la rigidification des procédures résultant d’une stricte application du lean. Mais, en retour, le MMW a offert un cadre structuré à partir duquel bâtir la démarche d’autonomie. Les leçons de l’épisode des high performance teams
Des technologies qui libèrent ou brident le pouvoir d’agir des salariés
Les effets de la conception des systèmes techniques sur le pouvoir d’agir des acteurs
Sur le plan de la littérature académique, trois courants principaux s’observent relativement aux degrés de liberté que les systèmes techniques laissent aux opérateurs pour gérer leur activité74 (voir figure 4.3).
Figure 4.3 – Les niveaux de liberté laissés aux travailleurs par les systèmes techniques, selon la littérature académique

Source : Marc-Eric Bobillier-Chaumon (2003).
Des systèmes prescriptifs. Pour les uns, les nouveaux dispositifs technologiques réduisent considérablement les marges de manœuvre des salariés, en accentuant les niveaux de contrôle et de régulation sur leur activité. Ces systèmes sont alors considérés comme hautement «prescriptifs» et aboutissant à une «algorithmisation» du travail, c’est-à-dire à une formalisation des procédures et des règles (auparavant tacites et informelles) et à une description exhaustive des séquences d’opérations, pouvant s’apparenter à un taylorisme numérique.
Des systèmes discrétionnaires. Pour les autres, ces systèmes laissent des latitudes dans l’exercice des activités entre, d’une part, les aspirations de l’utilisateur et, d’autre part, un certain cadre de dépendance fixé par le dispositif. BobillierChaumon donne l’exemple des systèmes d’aide à la décision qui proposent un certain nombre d’alternatives possibles pour l’action mais n’ont qu’une fonction d’assistance, puisque c’est l’utilisateur qui devra sélectionner la solution qui lui semble la plus appropriée au problème rencontré. Néanmoins, ces dispositifs posent la question de la répartition des règles d’action et de décision entre l’homme et la machine, du déplacement des pouvoirs (par exemple, si l’outil requiert une justification en cas de dérogation à la recommandation) et de la dépossession des savoir-faire que les opérateurs détenaient auparavant.
Des systèmes flexibles. Enfin, pour une dernière catégorie d’auteurs, les systèmes peuvent être flexibles s’ils sont capables de s’adapter à un environnement instable et évolutif ou à la variabilité d’expérience des utilisateurs (prescriptifs pour un opérateur novice, plus ouverts pour un travailleur expérimenté). Le designer Jean-Louis Frechin insiste sur le fait qu’« il est capital de placer le pouvoir d’activité de l’utilisateur au cœur du dispositif final en recher chant son potentiel d’action, son autonomie (User Activity ou UA), plus que la seule expérience utilisateur (UX), afin de lui permettre de faire ce qu’il a à faire, le plus simplement possible, mais également dans certains cas, de faire ce qui n’était pas prévu avec le logiciel, de surprendre ses concepteurs. Pour être manipulé et utilisé, un logiciel doit être appropriable et modifia ble, proposer plusieurs chemins, plusieurs scénographies d’usage »75.
L’exemple du cobot de contrôle CIICLADE d’AeroSpline et Safran Helicopter Engines est intéressant de ce point de vue. Il permet, grâce à l’assistance à la définition des tra jectoires, ainsi qu’à une bibliothèque de reconnaissance d’images par l’intelligence artificielle, de laisser la maîtrise complète de la définition de la séquence de contrôle à un opérateur expérimenté. La réalisation du contrôle est alors automatisée et permet de faire baisser la charge cognitive du contrôleur devant la multiplicité des séquences possibles et le nombre de points de contrôle à réaliser.
Cette idée de système flexible est partagée par Dani Rodrik, professeur de politique économique internationale à l’université d’Harvard, qui propose de mettre la technologie au service des emplois déclassés. « Le fossé entre compétences et technologie ne peut être comblé que de deux manières : soit en améliorant l’éducation pour répondre aux exigences des nouvelles technologies, soit en réorientant l’innova tion en phase avec les compétences des travailleurs actuels (et futurs). La deuxième option est à peine évoquée. Il s’agit pourtant de la stratégie la plus évidente. Il nous faut créer des emplois pour les travailleurs existants, pas pour les travailleurs que nous aimerions voir exister. »76 Il s’agit de développer des équipements et des outils qui permettent à des opérateurs peu qualifiés de tenir des postes au-dessus de leur niveau de compétences. L’exemple de la PME SORI que nous avons développé dans notre précédent ouvrage est sur ce point édifiant77 78
Dans la même veine, Ben Shneiderman79 de l’université du Maryland propose de filtrer les choix technologiques en fonction de leur capacité à combiner un haut degré d’automatisation avec un niveau élevé de contrôle humain. Autrement dit, de favoriser des approches de l’automatisation qui augmentent l’humain, plutôt que de le remplacer. Pour exposer cette combinatoire, il recourt à l’exemple de systèmes médicaux de contrôle de la douleur (voir figure 4.4) selon un schéma à deux dimensions (human control versus computer automation). In fine, derrière cette question de la conception des systèmes techniques, se profile aussi la question du maintien de l’emploi selon que ces systèmes seront conçus pour supprimer des emplois (remplacement) ou pour en créer de nouveaux80.
Figure 4.4 – Comment combiner un niveau élevé de contrôle humain et un haut niveau d’automatisation dans la conception d’un système technique

Source : Ben Shneiderman (2020).
La participation des opérateurs à la conception et au déploiement des systèmes techniques
On voit donc que la conception même du système technique peut avoir pour effet d’augmenter ou de brider le pouvoir d’agir des acteurs.
Selon notre étude empirique, il existe au moins deux façons d’agir pour réduire le risque que le système technique ne vienne affecter négativement l’autonomie des acteurs – et il s’agira d’ailleurs le plus souvent de combiner les deux.
Premièrement, s’adresser à des fournisseurs qui sont très ouverts à l’adaptation et à la personnalisation des outils que l’on envisage d’installer, voire authentiquement intéressés par la prise en compte du facteur humain versus des fournisseurs qui proposent des outils standardisés « sur étagère ». Toutefois, la massification envisagée pour le déploiement, les budgets que l’entreprise voudra bien consacrer aux adaptations ou les délais de mise en œuvre pourront venir s’opposer à de telles approches.
Deuxièmement, faire participer les opérateurs à différentes étapes de la conception et du déploiement des outils pour déterminer la nature et l’agencement des fonctionnalités qui seront véritablement facilitantes pour leur travail sans réduction de leurs marges de manœuvre sur les tâches. Nous avons vu au chapitre 2 que cette tendance à la participation des travailleurs existe dans les organisations, mais avec deux bémols : a) elle est souvent tardive dans le processus ; b) elle est souvent instrumentale, c’est-à-dire qu’elle vise moins à adapter véritablement la technologie aux besoins de l’homme qu’à favoriser l’acceptabilité et l’usage effectif de ladite technologie via des méthodes dites participatives portant sur des aspects limités du système (les interfaces, par exemple). Dans quelques cas, la participation intervient assez en amont dans le développement des outils ou des machines mais, le plus souvent, elle s’exerce à une étape plus avancée du processus de déploiement de la technologie ou sur des points très limités du système technique.
On peut interpréter cette situation à la lumière de la difficulté à libérer le personnel de ses tâches de production pour l’impliquer dans des tâches amont de définition des outils du travail, mais aussi à la lumière d’aspects plus culturels : par exemple, la difficulté que nous avons à sortir de la division verticale du travail entre « ceux qui pensent » et « ceux qui font », particulièrement sensible dans l’univers industriel, et inscrite dans notre culture collective idéaliste/rationaliste.
Les développements technologiques de l’usine auraient pourtant beaucoup à gagner à l’intégration en phase amont du point de vue et de l’expérience des opérateurs, tant sur le plan de la conception que de l’usage.
Les effets des technologies sur le contenu du travail et l’autonomie selon le contexte organisationnel
Il paraît difficile de trancher le débat, de manière générale et abstraite, sur les effets que produisent les technologies sur le contenu du travail et l’autonomie des acteurs au travail, car ces effets dépendent d’une part, comme on l’a vu, de la conception du système technique lui-même (laisse-t-il des marges de manœuvre à l’opérateur ?) et, d’autre part, du contexte organisationnel et d’activité dans lequel ces technologies s’insèrent.
Pour illustrer les rapports complexes entre technologie et autonomie, Thierry Weil, animateur de la chaire Futurs de l’industrie et du travail à Mines Paris PSL, donne l’exemple de ce qu’il appelle « le paradoxe du pilote d’avion »81. Un pilote de ligne est très qualifié, fortement responsabilisé (coût du matériel, vie des passagers), mais il dispose de très peu d’autonomie effective : son travail est complètement réglé. Il dispose d’une assistance au sol, doit respecter scrupuleusement de nombreux protocoles et est assisté par une multitude d’outils et de données. Le pilote d’avion est très peu autonome et il n’est souhaitable pour personne qu’il le soit davantage. Quand tout se passe bien, il n’a quasiment rien à faire, sinon suivre à la lettre le mode opératoire et surveiller ses instruments. Pourtant, il ne viendrait à l’esprit de personne de dire qu’un pilote de ligne ou toute autre fonction de pilotage d’un système technique à risque (aéronautique, spatial, militaire, nucléaire, santé) n’est pas autonome, car, dans un très faible nombre de cas, il doit être capable d’arbitrer contre les règles ou d’improviser en l’absence de règles, ou encore de décider face à des règles contradictoires (par exemple, le pilote Sully atterrissant sur l’Hudson contre l’avis de la tour de contrôle et sauvant ses passagers, ou le directeur de Fukushima décidant de noyer la centrale à l’eau de mer contre l’ordre des autorités pour éviter qu’elle n’explose). Et c’est en cela que réside son autonomie. L’autonomie est donc un concept relatif et à apprécier en fonction du contexte.
Pour revenir aux systèmes de production, l’automatisation et la numérisation technologiques opèrent un déplacement quant au contenu du travail et appellent un mix de compétences différent chez les opérateurs. Là où, auparavant, la dextérité du geste ou la connaissance intime d’une machine et de son réglage étaient déterminantes pour obtenir le résultat prescrit, on passe à une situation où une ou plusieurs machines disposent de contrôles internes du processus et mesurent en permanence la qualité du produit tel qu’il va sortir des traitements, et ce de façon plus efficace et rapide que ne pourrait le faire un être humain. Cependant, de nombreuses prises de décision ou interventions qui découlent des informations reçues des machines restent entièrement de son ressort : arrêter une production, modifier des paramètres de réglage, etc. L’opérateur devient un surveillant d’équipements (on parle aussi de conducteur d’équipements, la nuance entre les deux expressions étant souvent assez subtile).
Pierre Bocquet chez Michelin donne deux exemples où le système technique peut sembler brider l’autonomie, mais où il augmente en fait la responsabilité de l’acteur.
Premier exemple à l’usine Michelin de Cholet. Dans cette usine sont implantées des machines automatiques qui occupent de très vastes périmètres et qui ont remplacé des machines manuelles. Ces machines manipulent automatiquement des pneus de voiture de 15 à 20 kilos, ce qui produit à l’évidence un soulagement ergonomique pour le travailleur. En revanche, ces machines ont du mal à adapter finement leur fonctionnement à la variabilité de la matière (en l’occurrence la gomme qui sert à fabriquer les pneus). Le mélange de gomme n’aura pas la même souplesse selon qu’il a 24, 48 ou 72 heures de vieillissement (comme, souvenez-vous, la pâte à papier de Norske Skog). L’intérêt de l’opérateur humain est qu’il avait appris, grâce à son expérience, à adapter son intervention manuelle à la variabilité du matériau qu’il avait entre les mains. Désormais, la machine s’adapte avec moins de souplesse, mais elle est en revanche très sensible aux variations du matériau, et elle va donc lancer des alertes pour déclarer des aléas sous la forme de voyants lumineux ou d’alertes sonores. Comme ces machines sont très grandes (plusieurs dizaines de mètres) et que les systèmes d’alerte ne sont pas centralisés en un point, le conducteur d’équipement est en permanence sous pression et passe son temps à tourner autour de l’équipement pour éviter de passer à côté d’une information. La charge mentale est très forte, et les conducteurs ne peuvent, en outre, pas vraiment s’occuper d’autre chose, alors même que les alertes sont très aléatoires et qu’il y a donc de nombreux temps morts. C’est ce qui a donné à Michelin l’idée de mettre au point une montre connectée qui vibre lorsque la machine lance une alerte et indique précisément au conducteur en quel point de la machine se situe le problème. Il n’a plus à se préoccuper de ce qui se trouve ou non dans son champ visuel, sa charge cognitive diminue, et il peut s’occuper d’une autre tâche tant que la montre connectée n’émet pas de signal – ce qui présente un intérêt évident pour la productivité du point de vue de l’entreprise. L’autonomie du conducteur est préservée puisque c’est toujours à lui de résoudre le problème quand un aléa se produit.
Deuxième exemple, une industrie de process entièrement automatisée : « L’usine de Bassens fabrique le caoutchouc synthétique, la matière de base du pneu. Il s’agit d’un process chimique continu dont on ne voit que des tuyaux, des mélangeurs de gomme, des moniteurs de réglage des températures. Il n’y a quasiment aucun opérateur sur le terrain. Les postes de pilotage sont de véritables tours de contrôle avec des écrans et des tableaux de bord dans tous les sens, et les personnes qui sont aux commandes de cette installation, comme aux commandes d’un Airbus 380, réagissent aux informations qu’elles reçoivent et opèrent en permanence des réglages fins et précis. C’est en outre une usine Seveso, donc une erreur peut avoir des impacts extrêmement graves. On peut dire que la responsabilité des deux ou trois personnes qui sont dans la salle de commande et qui contrôlent l’installation est énorme. » Plus une installation est complexe et automatisée, plus la responsabilité de ceux qui la conduisent est forte.
Qu’en est-il cependant des usines smart factory largement automatisées, numérisées et pilotées par la donnée, mais dans lesquelles de nombreuses opérations de montage ou d’assemblage restent encore manuelles ? Dans ce type d’usines, les équipes qui bénéficiaient d’une autonomie importante avant l’arrivée du 4.0 sont insérées dans un système d’approvisionnement et de cadence centralisé. Leur autonomie en est donc affectée. Pour J.-C. Reverdell, le 4.0 pose un cadre global qui demande aux équipes d’élargir leur vision au-delà de leur périmètre. D’autre part, l’autonomie en ce qui concerne l’amélioration continue est aussi affectée par le goulot d’étranglement du système d’information, passage obligé pour la mise en œuvre de nombreux projets.
Dans le cas où la logique de travail est le « make to deliver » et est dictée par le rythme du flux continu – ce qui est le cas dominant dans l’industrie automobile française et chez certains de ses équipementiers –, la tension sur le flux est telle qu’au moindre souci la prise de décision doit être extrêmement précise et rapide. De ce fait, le pouvoir de décision tend à être centralisé sur les team leaders qui concentrent la responsabilité de la rapidité et de la qualité de la prise de décision. En conséquence, le contenu du travail de la population des opérateurs est soumis à un strict management control et est de faible niveau. Cette population est d’ailleurs le plus souvent composée d’un grand nombre d’intérimaires avec un fort turnover. Ce modèle de production ne cherche pas à augmenter l’autonomie, et les opérateurs restent de simples exécutants, avec une politique d’intégration des nouveaux arrivants très efficace qui peut être assistée par des outils numériques. Dans ce type de configuration, le design du travail reste un impensé et l’on peut effectivement se demander si l’horizon ultime de ces organisations ne serait pas de remplacer entièrement les travailleurs de l’usine par des robots et des automatismes, puisque le travail sur les opérations ne peut être rendu ni plus riche, ni plus intéressant (ce qui renvoie bien entendu à des considérations d’emploi et d’upskilling pour de larges pans de la population).
On voit donc que les systèmes technologiques se greffent sur des organisations préexistantes avec leur culture et leurs objectifs et ne produisent donc pas les mêmes effets sur le contenu du travail et l’autonomie. La chercheuse américaine Wanda Orlikowski avait déjà mis en évidence que le contexte où se déroule l’utilisation, tout comme la configuration organisationnelle, impacte la technologie « en pratique »82 et que les technologies impactent les individus selon les enjeux de l’organisation et le contexte d’utilisation.
Un nouveau rôle pour le manager : le soutien professionnel
La citation de Jean-Dominique Senard placée en exergue de cet ouvrage évoque à la fois un bel exemple de design du travail, en même temps qu’elle indique un horizon d’évolution du rôle du management intermédiaire : développement des personnes, stimulation de l’autonomie des équipes et de la subsidiarité, déploiement du lean toyotiste, accompagnement de la transition numérique, humilité et soutien professionnel. Une telle évolution paraît d’autant plus nécessaire que le management de proximité des usines, tel qu’il était antérieurement pensé, ne répond plus ni aux changements d’organisation du travail dictés en tout ou partie par les technologies, ni aux appétences et aux revendications des nouveaux travailleurs de l’usine.
Un management intermédiaire déboussolé
Le management intermédiaire, les chefs d’équipe sont ceux qui accusent souvent le plus durement les effets des changements d’organisation du travail induits par la numérisation des usines et l’évolution des attentes des personnels. Jocelyn Vert83, consultant en excellence opérationnelle, souligne que l’automatisation/numérisation leur a fait perdre leurs principaux leviers de pouvoir. Ces chefs d’équipe n’affectent plus vraiment les personnes aux postes, ce sont des grilles de compétences ou de polyvalence qui cadrent ces affectations. La planification et les cadences sont faites par le système d’information. La maintenance contrôle la disponibilité machine. Les directions continuent à leur demander de la performance et du reporting, alors que les leviers ne sont plus entre leurs mains. Pris en sandwich entre des opérateurs – souvent en équipes autonomes avec leur team leader issu du rang, plus jeunes, plus détendus, plus familiers du numérique et de la résolution de problèmes – et des ingénieurs et développeurs qui maîtrisent l’informatique industrielle, ces managers souffrent d’être sommés de se concentrer sur l’animation et de créer du lien avec les autres services dans une logique de collaboration – alors qu’ils n’y sont nullement préparés. Le middle management est complètement déstabilisé et, de ce fait, il résiste aux incitations à l’autonomisation, comme nous l’ont indiqué plusieurs dirigeants industriels de Michelin. Quelle sera sa place dans la future organisation du travail de l’usine et comment le faire évoluer ?
Les managers ont pourtant un rôle essentiel à jouer dans les transformations, à condition de développer de nouvelles attitudes. Mais le changement commence d’abord par le haut.
Le dirigeant et son équipe dirigeante
L’impulsion vient du dirigeant. Sans son implication, pas de changement du management. Encore faut-il que ses discours se traduisent en actes. Trop de dirigeants affichent une volonté de transformer le management mais ne changent pas leur propre comportement. Le plus souvent, il ne s’agit pas de mauvaise foi mais d’habitudes managériales profondément enracinées. Sans aller jusqu’au rêve du leader sans ego prôné par Isaac Getz, un travail sur soi du dirigeant est indispensable. Lorsqu’un collaborateur vient le voir et lui demande « Comment dois-je faire ? », Frédéric Lippi, dirigeant de l’entreprise éponyme, lui répond : « Et toi, tu ferais comment ? ». On peut ainsi stimuler l’autonomie et la subsidiarité. Le changement d’attitude managériale du dirigeant est un point clé. C’est aussi un point difficile. Nous baignons dans une culture hiérarchique très forte en France.
S’occuper de son équipe dirigeante pour la faire évoluer est aussi une responsabilité essentielle du dirigeant. Cela peut passer par le fait de déboulonner des baronnies et des silos ou encore par le fait d’accompagner l’équipe par des pratiques personnalisées de coaching.
« On commence par le haut pour changer les choses. C’est d’abord une réorganisation du Codir. Partage du projet, partage des valeurs. Les valeurs de l’humain. Il n’y a personne sur un piédestal sur le site. Je ne me considère pas, en tant que directeur, comme plus important que l’opérateur conducteur de ligne. Chaque personne a sa valeur, avec des compétences différentes. Pour autant, elles sont toutes importantes. Vous imaginez bien qu’initialement tout le monde n’adhérait pas à cette idée. J’ai ensuite réenrichi l’équipe avec des gens qui partagent les mêmes valeurs. J’ai des collaborateurs que j’ai connus auparavant qui ont souhaité me rejoindre : la responsable de production et le respon- sable maintenance aujourd’hui, avec qui on partage les mêmes valeurs. »
« Si, par exemple, je passe deux heures dans une salle avec l’équipe de direction de l’usine, une douzaine de personnes, et que le directeur de l’usine parle pendant deux heures, je me dis qu’il y a un problème. Inversement, je peux très bien visiter une usine, où, pendant deux heures, dans une salle, le directeur d’usine fait cinq minutes d’intro et cinq minutes de conclusion, et entre les deux, c’est son équipe qui parle. Et lui est en retrait. Vous avez déjà un principe d’exemplarité. Quand le directeur d’usine fait ça, son staff va aussi avoir la même attitude avec les équipiers. Et quand on va visiter les ateliers, on peut constater alors que le staff laisse s’exprimer leurs équipiers, dont les ouvriers. C’est quelque chose que je regarde. C’est très important. Si par contre le directeur de l’usine a parlé pendant deux heures, on peut aller le coacher. Car il faut commencer par le haut. Fondamentalement, les démarches de responsabilisation reposent sur un principe d’exemplarité qui doit être décliné depuis le haut de la hiérarchie. »
Le manager de soutien professionnel
Rappelons ici les quatre piliers de la motivation intrinsèque des collaborateurs, qui structurent les axes principaux de l’action managériale : l’autonomie ou le désir de diriger sa propre vie ; la maîtrise ou le développement de ses compétences ; le sens ou l’alignement de ses valeurs et de ses actions ; la qualité des relations dans le groupe. Pour soutenir ou développer la motivation intrinsèque selon ces quatre piliers, quatre missions du manager de proximité entrent particulièrement en résonance : favoriser la subsidiarité (laisser décider au plus près du terrain) ; développer les personnes et manifester de la reconnaissance ; accueillir les jeunes ; susciter la collaboration.
Il s’agit de passer d’une attitude de prescription et de contrôle à une attitude de soutien qui passe par l’écoute active, le recentrage sur le travail plutôt que sur la gestion, et par une forme d’humilité non dépourvue d’exigence.
Fournir les informations essentielles pour une compréhension complète de la mission de l’organisation par tous les collaborateurs.
Construire une réelle vision partagée avec le plus grand nombre de collaborateurs quant au projet stratégique de l’organisation.
S’autocontrôler (notamment au niveau de ses propres émotions), quelles que soient les circonstances, afin d’agir de manière éthique (par rapport aux normes définies par l’organisation).
Encourager les relations de coopération entre les différents acteurs de l’organisation en soulignant leur interdépendance selon une vue systémique.
Apprendre des erreurs et développer une culture managériale d’apprentissage à tous les niveaux et de façon permanente.
Encourager de toutes les façons possibles les contributions créatives de tous les membres et de toutes les équipes de l’organisation, et ce, à tous les niveaux.
Avoir lui-même un rôle exemplaire au niveau de ses attitudes et de ses comportements professionnels.
Attacher une importance essentielle à la construction et au maintien d’un climat de con- fiance entre tous les acteurs internes, mais aussi avec les partenaires externes de l’organisation, par une véritable coopération et une transparence de l’information.
Adopter un esprit d’humilité, de simplicité et de service envers toutes les personnes de l’organisation et en particulier vis-à-vis de ses collaborateurs afin de faciliter leurs tâches.
On peut appeler cette forme de management « servant leader », « manager coach », « leader discret ». Nous préférons, avec Martin Richer84, l’appeler « manager de soutien professionnel » parce que cette dénomination insiste sur la notion de soutien (support) et de professionnel (il s’agit d’agir sur la performance et la qualité du travail, pas de se transformer en psy).
L’enquête pragmatiste au carrefour des pratiques de changement
Le dialogue, le débat intellectuel, la délibération sont en recul partout dans la société. Les positions se figent, la confrontation domine, l’écoute devient rare. Est-ce pour cela que la série En thérapie, construite autour de séances d’analyse dans le cabinet d’un psychanalyste après les attentats du 13 novembre 2015 à Paris, donne cette impression de plénitude ? Pourtant, le ton n’y est pas toujours apaisé. Mais l’écoute est première. En particulier celle de l’analyste. Et elle finit par contaminer le patient. A contrario, les échanges sur les réseaux sociaux stimulent le conflit. Écoute, puis dialogue, puis délibération offrent une voie de sortie à cette situation.
Dans l’entreprise aussi, cette démarche est indispensable. Elle commence par l’écoute réciproque. Et le changement d’attitude du manager est central pour développer le dialogue, comme nous l’avons vu ci-dessus. La délibération est l’étape finale du processus.
Dialogue sur la qualité du travail et la délibération dans l’entreprise
Les pratiques de dialogue sur la qualité du travail (DQT) développées par Yves Clot, son équipe et un certain nombre de ses collègues85, ont pour objectif de débattre des critères qui déterminent la qualité du travail bien fait. Il ne s’agit pas ici d’éliminer le conflit de critères mais, dans une véritable « dispute professionnelle » (au sens de la disputatio médiévale), de faire avancer la compréhension de chacun sur ce qu’est le « bien travailler ». Mathieu Detchessahar86 est aussi sur cette ligne et voit dans cette approche par le dialogue « une sorte de troisième voie, critique à la fois du modèle bureaucratique et de celui de l’entreprise libérée. Elle pose que ni la coordination de l’action de chacun par un appareil de règles, ni la simple addition des autonomies réunies derrière une vision entrepreneuriale ne permet de régler de façon efficace la question du travail collectif. » Il appelle cette entreprise d’un nouveau type « l’entreprise délibérée », expression initialement proposée par Yves Clot.
Nous avons montré ici que de nombreux chemins peuvent relever ou mener à la délibération collective : les chantiers Kaizen Blitz de refonte des lignes de fabrication (SEW USOCOME, Lectra), les chantiers BiB (Michelin), la discussion autour des recommandations d’un outil à base d’IA, etc. Ils permettent de définir en équipe et par le dialogue la façon dont le travail sera mis en œuvre.
Le management est une enquête pragmatiste
Pour Philippe Lorino87, le management est la capacité d’une organisation à conduire l’action collective. Cette action collective ayant lieu dans des situations de plus en plus complexes et pleines d’incertitudes, elle doit prendre la forme d’une enquête, au sens des pragmatistes. Il s’agit en effet d’explorer des possibles ou de créer de nouveaux possibles. Cette enquête nécessite l’implication des acteurs, qu’ils soient internes (salariés, managers, fonctions support) ou externes (clients, fournisseurs, par exemple). Le manager porte l’animation de l’enquête et apporte son savoir sur les techniques d’enquête (techniques de résolution de problèmes notamment). Il s’agit donc d’une conception humble du management qui résonne avec le profil des managers de soutien professionnel.
- 73. Bertrand Ballarin, CR séminaire Vie des Affaires de l’École de Paris du management, 3 février 2017, et Bourdu et al., Le Travail en mouvement , colloque de Cerisy, Presses des Mines, 2019.
- 74. Cette synthèse est tirée de Marc-Eric Bobillier-Chaumon, « Évolutions techniques et mutations du travail : émergence de nouveaux modèles d’activité », Le Travail humain 2003/2 (vol.66), p. 161-192.
- 75. Jean-Louis Frechin, Le design des choses à l’ ère du numérique , Fyp É ditions, 2019.
- 76. Dani Rodrik, « Mettre la technologie au service des emplois déclassés », Les Échos , 19 mars 2020.
- 77. Pellerin et Cahier, Organisation et compétences dans l’usine du futur, Les Notes de La Fabrique, 2019, p. 29.
- 78. https://medium.com/@fpellerin/sori-les-tendances-%C3%A0-l%C5%93uvre-dans-l-usine-du-futur-b2ce6cea2400
- 79. Ben Shneiderman (2020), « Human-Centered Artificial Intelligence: Reliable, Safe & Trustworthy », International Journal of Human-Computer Interaction , 36:6, 495-504 (2020).
- 81. Journée d’étude CIME du 15 décembre 2020. https://www.youtube.com/watch?v=cZhTiVv7X9w&ab_channel=CimeInnovationManagementExpertise
- 82. Orlikowski RW. J. (2000), « Using Technology and Constituting Structures: A practice lens for studying technology in organizations », Organization Science , vol.11, n°4, pp.404-428.
- 83. Jocelyn Vert, consultant chez Axsant, a effectué pour le compte de son précédent employeur le cabinet Chorège, avec Valérie Rocci du Laboratoire G-Scop de Grenoble INP et de Jérôme Bertin de l’Aract Auvergne-Rhône-Alpes, l’étude Industrie 4.H portant sur « Prendre en compte le facteur humain dans l’usine du futur ». 100 entretiens approfondis ont été menés dans 4 ETI ayant engagé des transformations à base de technologies 4.0. Malheureusement, ce travail n’a pas donné lieu à une publication.
- Source : Daniel Belet, « Le “servant leadership” : un paradigme puissant et humaniste pour remédier à la crise du management », Gestion 2000 , 2013/1, vol. 30, p. 15-33.
- 84. https://management-rse.com/managers-construisez-votre-dream-team-lexperience-de-google/
- 85. Yves Clot et al. , Le Prix du travail bien fait , La Découverte, 2021.
- 86. M. Detchessahar et al., L’Entreprise délibérée. Refonder le management par le dialogue , Nouvelle Cité, 2019.
- 87. https://www.youtube.com/watch?v=LDQ0xIrH2JA&t=28s&ab_channel=XerfiCanal
Conclusion
Nous avons souhaité tout d’abord replacer ce travail dans le cadre de l’opposition entre la philosophie idéaliste/rationaliste et la philosophie pragmatiste. La première est caractérisée par la dualité pensée/action (Platon, Descartes) adaptée à un monde stable, la seconde par l’unité pensée-action (Pierce, Dewey) plus adaptée à notre monde complexe et incertain.
Dans l’univers de l’organisation industrielle, le modèle idéaliste/rationaliste est représenté par Taylor, alors que le modèle pragmatiste s’incarne dans les figures de Deming et d’Ohno. L’opposition frontale entre les philosophies qui sous-tendent ces deux conceptions de l’organisation industrielle est probablement une des causes de l’échec des premiers déploiements du lean en France dans les années 1990 et 2000. Au pays de Descartes, il est très difficile d’admettre que l’opérateur détient un savoir. Ce sont les élites qui savent. C’est pourquoi nous sommes en France tellement imprégnés de taylorisme et de distance hiérarchique. Dans la même veine, il est frappant de constater que les nouvelles façons de travailler à l’ère du digital (new ways of working) opèrent un basculement du paradigme idéaliste/rationaliste vers le paradigme pragmatiste. Il nous semble que le passage d’un paradigme idéaliste/rationaliste à un paradigme pragmatiste représente une grille d’analyse pour adapter nos organisations et nos pratiques de travail au monde complexe et incertain dans lequel nous vivons.
Replacé dans ce contexte, le design du travail apparaît clairement comme d’essence pragmatiste. Rappelons en effet que son objectif est de définir le travail pour le travailleur avec sa participation. Le design du travail est une enquête pragmatiste88 : réalisée par une communauté intégrant les opérationnels de terrain, elle est initiée par un doute (comment réaliser le travail de la façon la plus efficace, comment choisir des équipements adaptés ?) et se conclut par une croyance (un nouveau standard, une nouvelle ligne de fabrication, l’introduction d’une technologie nouvelle). Le mot de croyance souligne la nature temporaire, située dans le temps et dans l’espace, sujette à l’amélioration continue du résultat, du design du travail. Cette enquête transforme les anciennes habitudes (pratiques professionnelles) en de nouvelles.
Retour aux fondamentaux
Une autre clé de lecture des difficultés d’implémentation du lean est la difficulté d’appréhender un système aussi complexe et de choisir les étapes permettant un déploiement qui respecte l’esprit de ses fondateurs. Avec deux lignes directrices : le développement de l’autonomie des équipes, et ce dans un système d’apprentissage qui vise le développement des personnes. Nous avons montré dans notre précédent ouvrage que l’autonomie est un socle pour le déploiement d’un lean respectueux des personnes et du métier des opérateurs, et que le couple autonomie-lean permet l’implantation de la technologie dans les meilleures conditions. C’est ce que nous avons appelé le modèle CALT (Confiance, Autonomie, Lean, Technologie).
Il est apparu toutefois au cours de cette nouvelle étude que la nature du développement technologique de l’usine ou le type de lean pratiqué peuvent produire une boucle de rétroaction pouvant affecter positivement ou négativement le niveau d’autonomie des personnels.
C’est ainsi que des pratiques lean impliquant fortement les acteurs de terrain telles que la mise au point du standard par les équipes au poste de travail et la formation associée, le management quotidien de la performance à travers les animations à intervalle court dans un esprit de subsidiarité, ou la résolution de problèmes en équipe (QRQC, Kaizen), contribuent à structurer et à renforcer l’autonomie, qui peut ensuite s’étendre à des domaines plus larges que le seul cœur de métier.
Design du travail et technologies numériques
Lorsqu’il s’agit d’insérer des outils numériques de façon ponctuelle pour améliorer un process ou des décisions, la méthode la plus fréquemment retenue par les entreprises consiste à choisir des cas d’usage permettant de faire la preuve de leur utilité. Ces cas d’usage auront intérêt à croiser la recherche de performance avec les besoins des utilisateurs, de manière à mieux assurer l’acceptabilité et l’adoption des outils. Et pour connaître ces besoins « réels », rien de tel que d’associer les opérateurs à la conception à tous les stades du développement. Cependant, il faut rester vigilant sur les méthodes employées pour « associer », qui peuvent être de simples vitrines participatives. En particulier, la conception même des outils numériques devra intégrer nativement le pouvoir d’agir des utilisateurs, c’est-à-dire prévoir des marges de manœuvre par rapport aux fonctionnalités encapsulées dans l’outil. User Activity donc, plutôt que User eXperience. D’une façon générale, passion pour le métier et l’humain, petite taille, souplesse, cahier des charges itératif, conception modulaire, permettent d’« augmenter » l’opérateur, en respectant son autonomie et son savoir métier. Nous avons observé ces tendances chez une nouvelle génération de fournisseurs qui pensent les outils numériques au service de la qualité du travail.
En revanche, les effets sur la qualité du travail des systèmes 4.0 très intégrés, dont l’objectif affiché est la continuité numérique de la production de bout en bout, ne semblent pas encore faire l’objet d’une réflexion approfondie dans les entreprises. Ces systèmes peuvent pourtant venir rétroagir positivement ou négativement tant sur le contenu du travail que sur l’autonomie au travail. Leurs effets dépendent en grande partie du système organisationnel retenu (travail en flux tendus ou en îlots, par exemple), de la culture préalable et des objectifs de l’entreprise.
- 88. Dans ce paragraphe, les mots issus du langage de la philosophie pragmatiste ont été mis en italique.
Postface
Révolution numérique, globalisation, pandémie, transformations sociales et culturelles : nous vivons une époque où les possibilités de transformation des organisations et des rapports de travail sont immenses, pour le meilleur et pour le pire. Que le meilleur advienne – le développement de pratiques participatives, pluralistes, fondées sur la diversité des expériences, ouvertes au dialogue, au changement et à la créativité humaine – et non le pire – le rêve démiurgique du tout-contrôle, voire du tout automatique, servi par des technologies de surveillance et d’automatisation dont l’ubiquité et la puissance sembleraient illimitées – ne dépend que de nous, managers, enseignants, chercheurs, experts, citoyens. Une certaine permanence de la pensée rationaliste et des visions taylorienne et fayolienne dans les élites françaises, leur confiance parfois aveugle dans les modèles, les savoirs théo- riques et les diplômes qui en garantissent la possession, l’attachement atavique que la culture technocratique de notre pays semble vouer aux pratiques hiérarchiques, m’ont souvent inspiré un certain pessimisme quant au devenir du management et de l’organisation « à la française ». Mais la lecture de l’analyse de Marie-Laure Cahier et François Pellerin, Le Design du travail en action. Transformation des usines et implication des travailleurs, fait souffler, au contraire, un vent d’optimisme et de fraîcheur sur l’étude des organisations, notamment des organisations industrielles, en France. Dans ce travail, le propos théorique intellectuellement pertinent s’appuie sur de nombreux exemples de réalisations technologiques et managériales, qui, au-delà de leur grande diversité, ont en commun la volonté de mettre la technologie la plus avancée au service de la compétence et de la créativité des groupes humains et le recours à des pratiques managériales privilégiant l’intelligence collective. Une hirondelle ne fait pas le printemps, mais peut-être dix, vingt hirondelles, peuvent-elles nous faire espérer l’arrivée des beaux jours…
Cette étude claire et documentée, étayée par un riche travail de terrain, me semble d’une grande utilité pour faire face aux défis auxquels l’industrie française – et sans doute, au-delà de l’industrie, l’ensemble de notre société et de notre économie – est aujourd’hui confrontée. Ces défis, me semble-t-il, se profilent à l’horizon depuis déjà quelques décennies, mais la révolution technologique en cours leur confère une acuité nouvelle et renforcée. Ils sont multiples et multiformes ; cette étude les recense de manière claire. Il s’agit, par exemple, de transformer le rôle des managers, avec les nombreux problèmes de formation, de culture et d’outillage que cela soulève ; d’utiliser les nouvelles technologies numériques comme soutien du travail et du talent humains, propre à faciliter le développement des compétences individuelles et collectives, plutôt que comme dispositif de surveillance voire de remplacement du travail, propre à entraver l’épanouissement des talents ; peut-être surtout, de favoriser la mutation des modes de pensée des dirigeants et des cadres face à des situations complexes et incertaines, en passant du paradigme du contrôle qui tente, le plus souvent en vain, de conjurer les risques, au paradigme de l’enquête exploratoire, qui assume le risque de l’expérimentation (« test and learn ») et de l’innovation, et ne transforme pas l’échec en faute.
Je suis frappé, dans la plupart des exemples présentés par les auteurs, par l’importance de deux thèmes que l’on retrouve au cœur de bien des débats dans la société française contemporaine : l’importance du collectif et la nécessité de la confiance. L’intelligence de l’activité suppose un retour réflexif sur ses méthodes et ses outils, mais ce retour réflexif ne peut s’exercer de manière efficace que s’il engage, de manière coopérative, le collectif d’acteurs concerné, avec sa diversité de profils, de métiers et d’expériences, sans qu’aucun acteur ne puisse se prévaloir d’un point de vue surplombant. C’est précisément la pluralité des perspectives qui constitue le meilleur gage d’apprentissage collectif et de maîtrise des risques. Encore faut-il que ce pluralisme puisse se donner libre cours dans des dialogues ouverts, sans que la parole et l’action ne soient retenues par les craintes, les préjugés, le rejet des expériences multiples, les tabous ou les procès d’intention. En d’autres termes, pour que cet engagement collectif débouche sur des formes constructives de critique et de retour d’expérience, il faut assurer un climat de confiance : confiance des dirigeants dans l’expérience des acteurs, confiance des acteurs dans l’écoute et l’ouverture au changement des décideurs, confiance de chaque métier dans le professionnalisme des autres métiers, confiance mutuelle des parties prenantes (salariés, dirigeants, actionnaires, usagers, fournisseurs, populations riveraines). Rien d’utopique à cela : les exemples industriels analysés par Marie-Laure Cahier et François Pellerin montrent que les organisations peuvent créer des « bulles de confiance » dans une société trop souvent régie par des rapports de défiance. Souhaitons que ces « usines transformées » qu’ils nous décrivent nous montrent le chemin d’une dynamique collective ancrée dans la confiance !
Par Philippe Lorino, Professeur à l’ESSEC
Bibliographie
2IES (2020), Autonomie, responsabilité, solidarité. Comment moderniser les relations professionnelles ? , Les ozalids d’Humensis.
Acemoglu D., Restrepo P. (2018), « The wrong kind of AI? Artificial intelligence and the future of labor demand », TNIT News (Toulouse Network for Information Technology), Decembre.
Allemand S. (2019), « Pour une intelligence augmentée. Entretien avec Michel Morvan », Paris- Saclay Le Média , 2 janvier 2019.
Allen C.R. (1919), The Instructor, the Man and the Job: a Hand Book for Instructors of Industrial and Vocational Subjects , J.B. Lippincott Company.
Anact-Aract (2020), « 10 questions sur la maîtrise des transformations numériques » , Guide.
Argyris C., Schön D.A. (1978), Organizational Learning: A Theory of Action Perspective , Addison Wesley Publishing Co, Reading, Mass.
Aslaug J., Sailly M., Tengblad P., van Klaveren M. (à paraître en 2021), Articulation entre la participation directe des travailleurs et les instances représentatives au sein des entreprises (titre provisoire).
Bah T., Ndione L.C., Tiercelin A. (2015), Les Récits de vie en sciences de gestion . Orientations épistémologiques et méthodologiques , EMS.
Belet D. (2013), « Le “servant leadership” : un paradigme puissant et humaniste pour remédier à la crise du management », Gestion 2000 , n° 2013/1, vol. 30, p. 15-33.
Benhamou S., Lorenz E. (2020), « Promouvoir les organisations du travail apprenantes : enjeux et défis pour la France », Note de synthèse, France Stratégie, avril.
Bernard F. (2019), « Intégration du facteur humain en maintenabilité aéronautique : apports des outils de simulation », Thèse de doctorat de l’université de Bourgogne-Franche-Comté présentée et soutenue à Montbéliard, le 6 novembre 2019.
Bobillier-Chaumon M.-É. (2003), « Évolutions techniques et mutations du travail : émergence de nouveaux modèles d’activité », Le Travail humain , PUF 2003/2, vol. 66, p. 161-192.
Bourdu É., Péretié M.-M., Richer M. (2016), La Qualité de vie au travail : un levier de compé- titivité. Refonder les organisations du travail , Les Notes de La Fabrique, Presses des Mines.
Caillou P. et al. (2019), « Qualité de vie au travail et santé économique des entreprises : étude des causalités » in Bourdu, Lallement, Veltz et Weil (dir.), Le Travail en mouvement , Presses des Mines, p. 57-77.
Carney B., Getz I. (2012), Liberté & Cie. Quand la liberté des salariés fait le succès des entreprises , Fayard.
Clot Y. (avec) Bonnefond J.-Y., Bonnemain A., Zittoun M. (2021), Le Prix du travail bien fait. La coopération conflictuelle dans les organisations , La Découverte.
Crifo P., Rebérioux A. (2019), La Participation des salariés, Paris, Presses de Sciences Po.
Dessalles J.-L. (2021), « Y a-t-il de l’intelligence dans l’intelligence artificielle ? », The Conversation , 23 mars.
Detchessahar M. (coord.) (2019), L’Entreprise délibérée. Refonder le management par le dialogue , Nouvelle Cité.
Dewey J. (1916), Democracy and Education: An Introduction to the Philosophy of Education, New York, Macmillan .
Dubey A.-S., Granier C. (2020), Collaborer avec la machine : quels changements pour l’opérateur ? , Les Docs de La Fabrique, Presses des Mines.
Frechin J.-L. (2019), Le Design des choses à l’ ère du numérique , Fyp Éditions.
Iribarne P. d’ (1989), La Logique de l’honneur. Gestion des entreprises et traditions nationales , Seuil.
Kranzberg M. (1986), « Technology and History: “Kranzberg’s Laws ” », Technology and Culture,
vol. 27, n° 3, July, p. 544-560.
Liker J.K., Meier D.P. (2007), Toyota Talent: Developing Your People the Toyota Way (English Edition), McGraw-Hill Education.
Lorino P. (2020), Pragmatisme et étude des organisations, Economica.
Mandon R., Bellit S. (2021), Vos données valent-elles de l’or ? L’Internet industriel des objets à l’ épreuve du réel , Les Docs de La Fabrique, Presses des Mines.
March J.G., Olsen J. (1975), « The Uncertainty of the past: Organizational learning under ambiguity », European Journal of Political Research, vol. 3, p. 147-171.
Mazali T. (2018), « From industry 4.0 to society 4.0, there and back » , AI & Society vol. 33, p. 405-411.
McKinsey & Company (2017), « Culture for a digital age », McKinsey Quarterly , 20 juillet.
Menand L. (2001), The Metaphysical Club: A Story of Ideas in America , Farrar, Straus, and Giroux.
Meyronin B. (2020), Manager l’expérience client-collaborateur : vers l’ éthique du care, Dunod.
Munzenhuter M., Lemaire É. (2016), L’Entreprise qui libère les énergies : le management de Perfambiance , Éditions du Signe.
Orlikowski W.J. (2000), « Using technology and constituting structures: A practice lens for studying technology in organizations », Organization Science , vol. 11, n° 4, pp.404-428.
Pellerin F., Cahier M.-L. (2019), Organisation et compétences dans l’usine du futur. Vers un design du travail ? , Les Notes de La Fabrique, Presses des Mines.
Peters T.J. (1992), Liberation Management: Necessary Disorganization for the Nanosecond Nineties , New York, Alfred A. Knopf.
Poibeau T. (2021), « Emploi, sécurité, justice : d’où viennent les “biais” des IA et peut-on les éviter ? », The Conversation , février.
Rodrik D. (2020), « Mettre la technologie au service des emplois déclassés », Les Échos , 19 mars.
Roos D., Womack J., Jones D.T (1991), The Machine That Changed the World: The Story of Lean Production , Harper Perennial.
Sanséau P.-Y. (2005), « Les récits de vie comme stratégie d’accès au réel en sciences de gestion : pertinence, positionnement et perspectives d’analyse », Recherches qualitatives, vol. 25, n° 2, p. 33-57.
Senge P.M. (1990), The Fifth Discipline: The Art & Practice of the Learning Organization , Doubleday/Currency, New York.
Shneiderman B. (2020), « Human-centered artificial intelligence: reliable, safe & trustworthy », International Journal of Human-Computer Interaction , vol. 36, n° 6, p. 495-504.
Taylor F.W. (1911), The Principles of Scientific Management , Harper & Brothers.
Valentin M. (2020), Hyper-manufacturing : l’après lean. Un nouveau modèle pour la 4 e révolution industrielle , Dunod.
Verna A. (2021), Fonder une industrie contributive et résiliente, Une aventure humaine entre mondialisation et territoire , Les Docs de La Fabrique, Presses des Mines.
Weil T., Dubey A.-S. (2020), Au-delà de l’entreprise libérée. Enquête sur l’autonomie et ses contraintes , Les Notes de La Fabrique, Presses des Mines.
Zobrist J.-F. (2020), L’Entreprise libérée par le petit patron naïf et paresseux , Le Cherche Midi.
Annexe – Liste des personnes interviewées

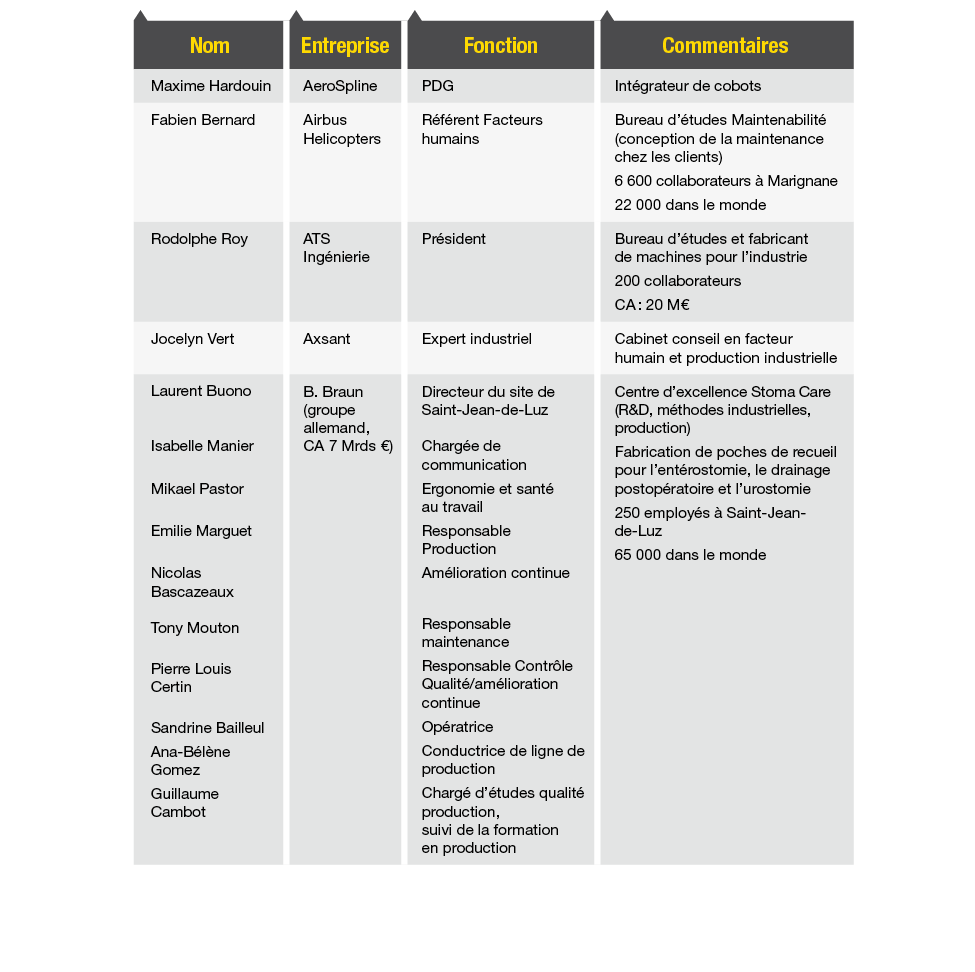
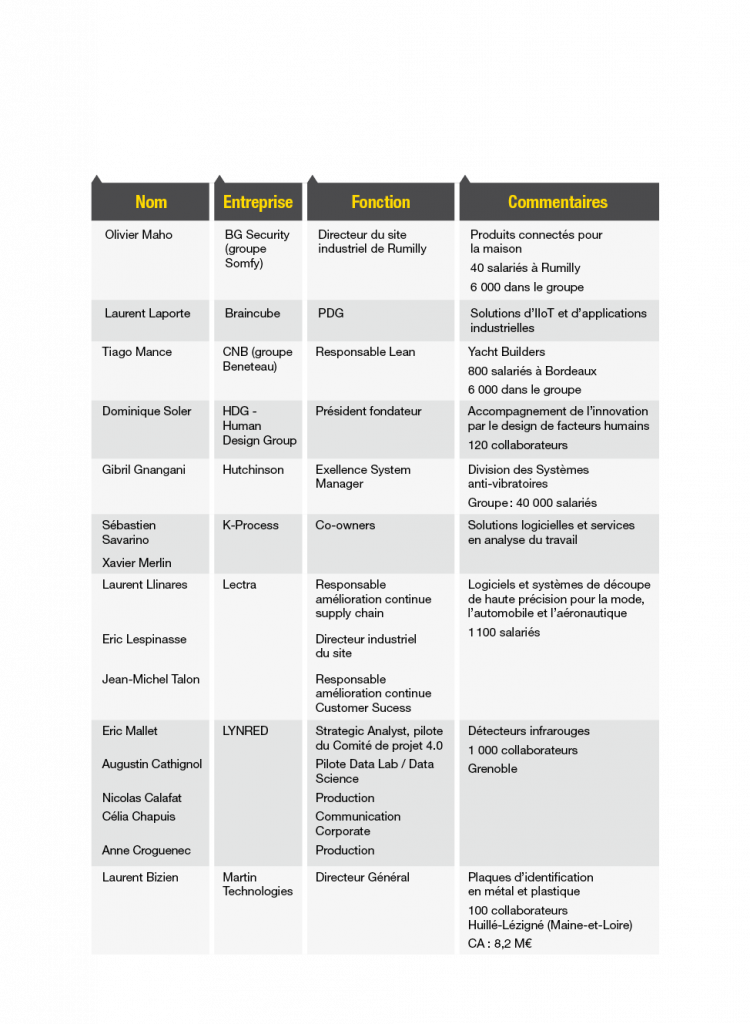
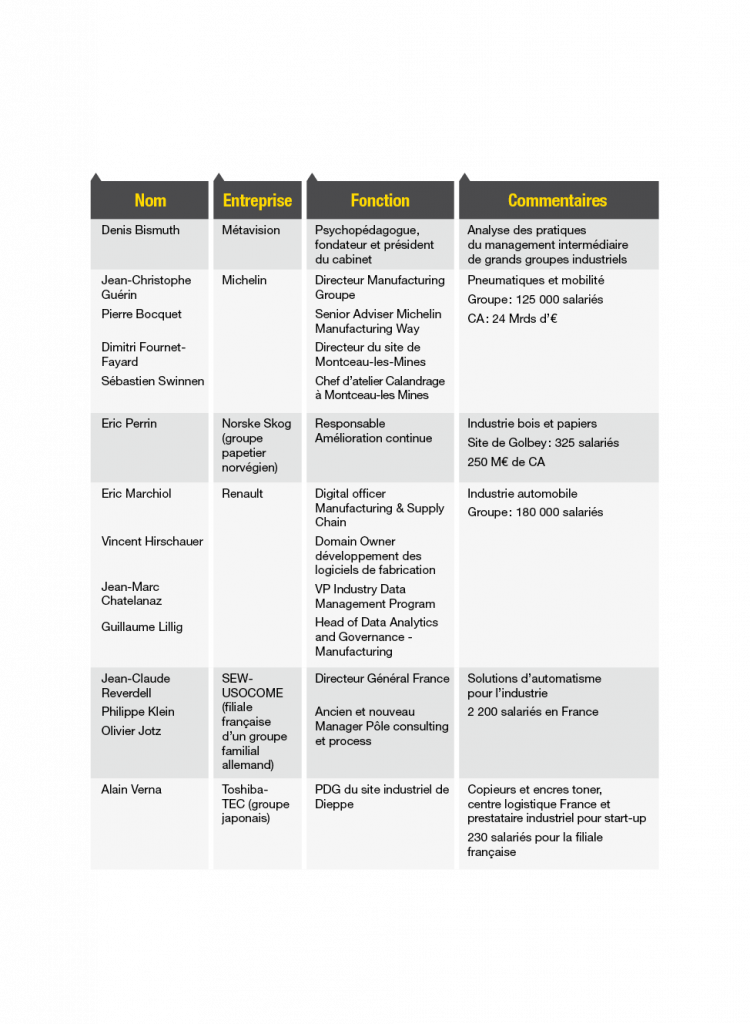
François Pellerin, Marie-Laure Cahier, Le design du travail en action, Paris, Presses des Mines, 2021.
ISBN : 978-2-35671-681-1
ISSN : 2495-1706
© Presses des Mines – Transvalor, 2021
60, boulevard Saint-Michel – 75272 Paris Cedex 06 – France presses@mines-paristech.fr
www.pressesdesmines.com
© La Fabrique de l’industrie
81, boulevard Saint-Michel – 75005 Paris – France info@la-fabrique.fr
www.la-fabrique.fr